一種埋置元器件印制板的制作
2021-01-09 02:50:50趙丕然
印制電路信息 2020年12期
趙丕然 趙 鋒
(廣州杰賽科技股份有限公司,廣東 廣州 510310)
0 前言
隨著電子產品技術發展和多功能的需求,新技術不斷出現,為提高產品組裝密度,提高產品性能、減少產品體積、重量,各種“組合型”設計出現。本文介紹的是兩種埋入器件PCB結構,其產品特點是在內層板上SMT貼裝器件后,經過層壓將器件埋入板內,器件周圍用PP進行填充。此產品制作需重點注意幾個關鍵點:(1)層壓時不能壓到器件,器件四周須由PP或芯板支撐;(2)器件須耐受層壓長時間的高溫;(3)器件埋于板內,需考慮填膠量,避免空洞;(4)器件埋入板內后的可靠性,器件的連接是SMT焊錫,因此,該類板不適合波峰焊安裝(不適合做熱沖擊測試),該安裝(測試)溫度已導致焊錫熔化。
1 產品A 制作
1.1 產品A結構
八層板的第6層安裝了元器件,層壓后埋置于板內,見圖1和圖2。
1.2 工藝流程
L6-SS:開料→內光成像→沖孔→內層蝕刻檢驗→印阻焊→阻焊成像→阻焊后烤→沉鎳金→SMT焊接→配套中心→棕化→
PP2(L5-L6):開料→銑孔→輔料配套→
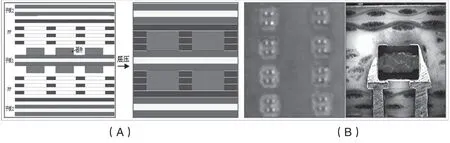
圖1 A埋置元器件形成(左:示意圖,右:實樣圖)
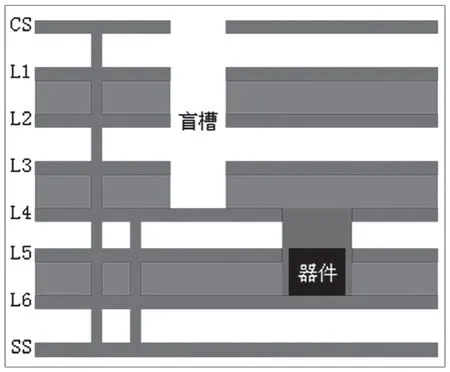
圖2 A結構圖
L4-L5:開料→內光成像→沖孔→內層蝕刻檢驗→鉆孔→配套中心→棕化→
L4-SS:層壓→樹脂塞孔→……
其他層制作:……
1.3 關鍵過程跟進
1.3.1 棕化(L6器件焊接面)
埋入器件板的棕化選擇在SMT焊接前或是SMT焊接后的考慮。棕化在SMT焊接前,棕化層會經過SMT焊接的回流焊,影響棕化層而降低PP與線路的結合力。棕化在SMT焊接后,板上有貼器件,需要治具過水平的棕化線,同時器件底部的藥水難以清洗,容易導致離子污染度不達標。此批次樣板器件小采用先SMT焊接,后棕化。
1.3.2 銑孔(L4-L5、半固化片)
對于此板,L4-L5層需銑孔(采用鉆孔方式制作),L5-L6之間半固化片需銑孔。銑孔避開器件,銑孔尺寸設計考慮:器件尺寸公差,器件貼件位置公差,銑孔精度,漲縮匹配等。銑孔尺寸小,則不能避開器件;銑孔尺寸大,則需要填膠的空間大。實際該生產制作開窗加大0.3 mm(較器件尺寸)。器件處未填滿膠封埋器件,由于加蓋PE膜覆型(如圖3),L4-SS制作流程中的“樹脂塞孔”,即塞樹脂填滿凹槽。
2 產品B制作
2.1 產品B結構
六層板的第3、4層安裝了元器件,層壓后埋置于板內,見圖4、圖5。
2.2 工藝流程
L1-L2L3-L4:開料→內光成像→沖孔→內層蝕刻檢驗→配套中心→棕化→
L1-L4:層壓→鉆孔→去應力→沉銅→樹脂塞孔→后烘→陶瓷磨板→減銅→陶瓷磨板(1)→工具配套→內光成像→沖孔→內層蝕刻檢驗→印阻焊→阻焊成像→阻焊后烘→外光成像(1)→沉鎳金→減性蝕刻(1)→印字符→成品烘烤→測試→檢驗(1)→棕化→SMT焊接→配套中心
半固化片(CS-L1,L4-SS)、蓋板1、蓋板2:開料→銑孔→輔料配套
CS-空層1,空層2-SS:開料→工具配套→內光成像→沖孔→內層蝕刻檢驗→銑孔→配套中心→棕化→
CS-SS:層壓→銑孔→去應力→樹脂塞槽→鉆孔→去應力(1)→沉銅→外光成像→鍍銅錫→銑相交槽→堿性蝕刻(1)→堿性蝕刻→外層蝕刻檢驗→印阻焊→阻焊成像→阻焊后烘→沉鎳金→印字符→阻抗測試→成品烘板→銑邊→最終檢驗。
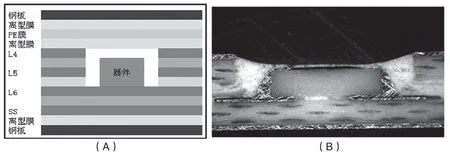
圖3 元器件進入內層(A:示意圖,B:實樣圖)
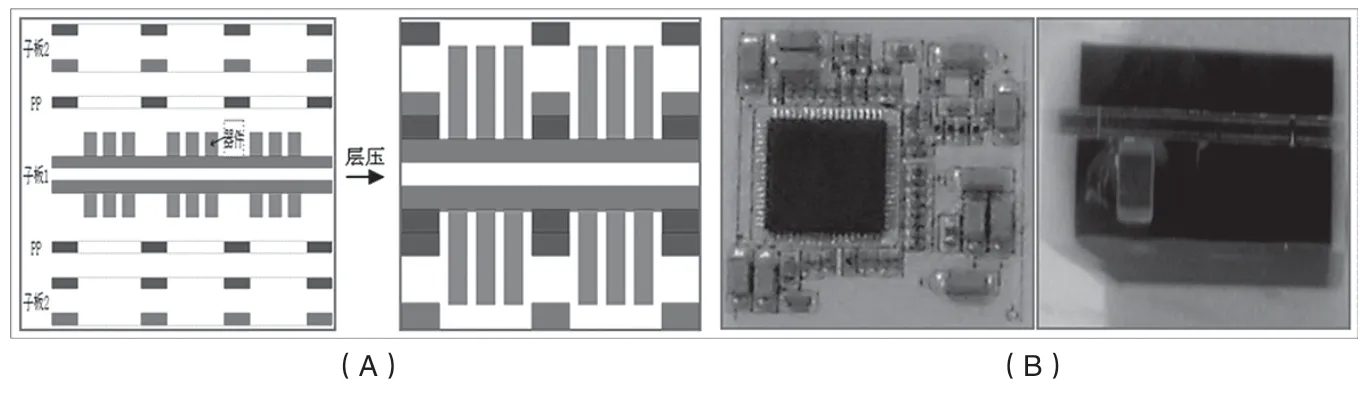
圖4 B埋置元器件形成(A:示意圖,B:實樣圖)
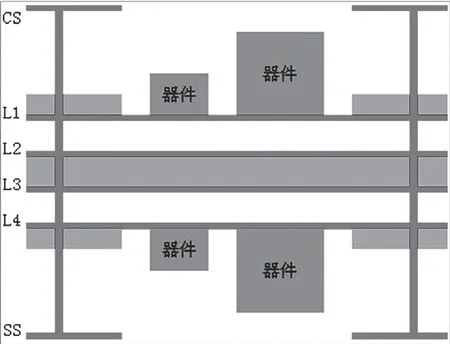
圖5 B結構圖
2.3 關鍵過程跟進
2.3.1 沉鎳金(L1-L4器件焊接面)
L1-L4層,部分焊盤需沉鎳金然后貼裝器件;部分焊盤上需做導通孔導通CS-SS,這部分焊盤需棕化處理,通過外光成像制作后進行選擇性沉鎳金。
2.3.2 棕化(L1-L4器件焊接面)
L1-L4層的棕化,此次結構B的樣品均采用先棕化后SMT焊接。從樣品制作看,回流焊、熱沖擊測試后均無問題。
2.3.3 銑孔(半固化片蓋板、CS-空層1、空層2-SS)
半固化片、蓋板、CS-空層1、空層2-SS等層的銑空位置尺寸相同,主要考慮要避開器件,因此銑空位置尺寸以器件作為基準。
2.3.4 層壓(CS-SS)
結構B產品的拼板特點是多盲槽,盲槽中不能放置墊片,需要覆型。覆型材料選擇pacopads壓板紙。覆型疊層見圖6。
2.3.5 銑孔(CS-SS)
由于多盲槽結構,盲槽中填充樹脂,拼板中結構不均一,容易產生應力,從而導致爆板裂紋。銑孔目的是降低應力積聚。減小爆板可能。
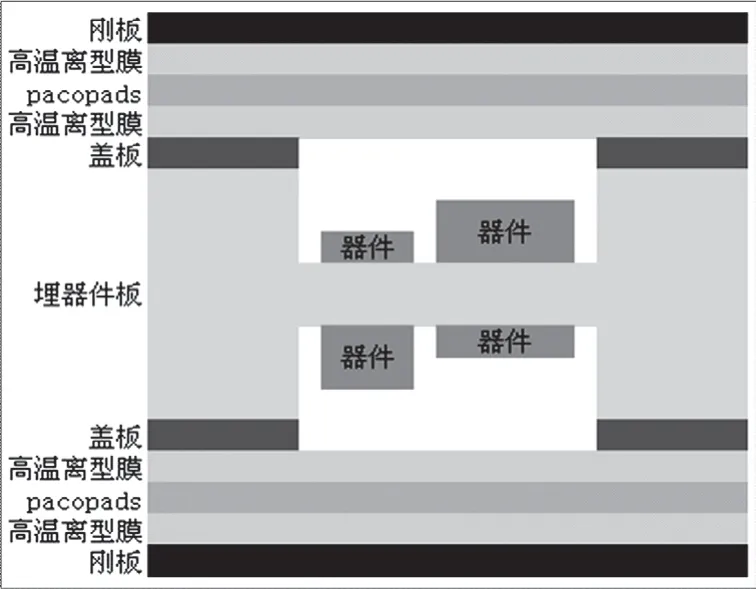
圖6 使用pacopads覆型疊板
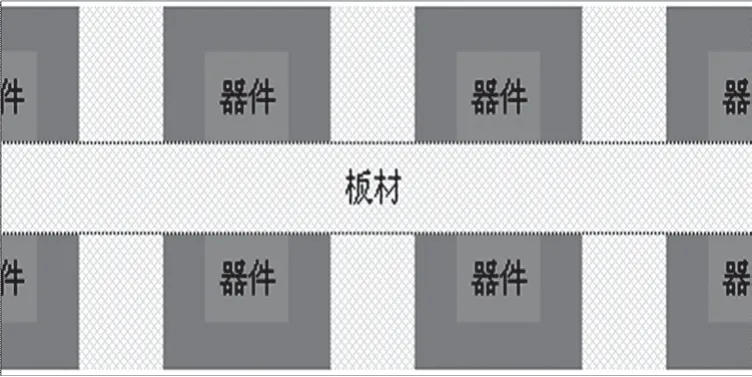
圖7 拼板結構示意圖
2.3.6 樹脂塞槽(CS-SS)
(1)樹脂塞槽主要考慮樹脂的選擇,樹脂需具備適當的拉伸率,較好的潤濕性和流平性,粘度適當。
前期制作采用山榮PHP900 IR-6P塞槽,無器件的盲槽填塞,沒有問題。有器件的存在樹脂裂紋,并破壞器件的焊接點;分析為盲槽尺寸大,PHP900 IR-6P樹脂的脆硬及漲縮率與FR4板材的差異導致。
尋找其他樹脂,一般具有耐回流焊,熱沖擊及一定的拉伸率。這類單組分樹脂一般兩種:一種流平性差(如漢高的EO1016),含填料,價格低;一種流平性好(如漢高的58680),不含填料,價格高。對于流平性差的,容易塞槽不平整及存在空洞凹坑。
另外試驗用了一種雙組分樹脂(Jarlit-8500A/B膠),該樹脂在固化過程中粘度非常低,潤濕性好,表面張力小,因此要求板子放平,否則容易溢出。該樹脂在固化過程中會收縮,固化溫度越高,收縮越明顯。該樹脂封埋器件后耐回流焊,耐熱沖擊。總的來看,該樹脂較適合這類埋器件產品,后續可做樣品獲得客戶認可。
(2)樹脂塞槽工藝方法根據選擇樹脂特性定。
樹脂塞槽的工步為“灌膠(第1面)→后烤(第1面)→灌膠(第2面)→后烤(第2面)→陶瓷磨板→樹脂塞槽檢驗”。
對于采用粘度較大的樹脂灌膠( 如EO1016),可采用真空加熱點膠機(真空:避免氣泡;加熱:降低粘度,降低表面張力,增加潤濕性,有利于灌膠流平,設備成本即較高,需大批量生產較為合適。對于采用粘度較小的樹脂灌膠(如58680,Jarlit-8500A/B膠),采用點膠機定量點膠。
板子翹曲度低,烘烤時放置水平。
陶瓷磨板對樹脂塞槽后進行表面清潔,陶瓷磨板不能將槽內凸起的樹脂研磨掉,如果有凸起的樹脂,需手工砂紙打磨。
樹脂塞槽檢驗,檢驗封埋器件的樹脂有無空洞、凸起、凹陷。凸起會導致板厚超標,一般不允許。凹陷,控制在一定范圍可以接受,凹陷過大,會導致阻焊和字符的質量問題。
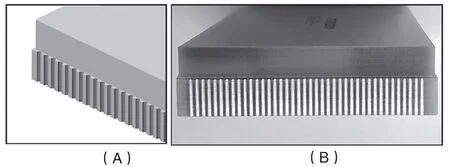
圖8 銑相交槽制作金屬化半孔 (A:示意圖、B:實樣圖)
目前制作的都是樣品,采用手工樹脂塞槽,存在的困難是較難定量,生產速度較慢。
2.3.7 銑相交槽(CS-SS)
試驗的這種埋器件板設計(結構B),均為金屬化半孔設計。銑相交槽是制作金屬化半孔。確保品質需注意控制銑刀的壽命,樣品制作時銑刀處于較低的壽命。
3 結論
通過試驗兩種不同產品結構的埋器件工藝制作,并試驗不同的器件填充材料,可以滿足客戶的設計需求,但是目前的工藝暫時只適用于樣品打樣,效率比較低,量產工藝水平有待優化提升。
