多層撓性印制板盲槽制作的改善
2021-01-09 02:50:48李兆慰吉祥書
印制電路信息 2020年12期
李兆慰 吉祥書
(珠海杰賽科技有限公司,廣東 珠海 519170)
0 前言
作為電子元器件之間的互連,多層撓性印制板可以滿足多種電氣、電子產品在電路連接方面的需要,適應于電子產品輕、薄、短、小、高性能以及高密度安裝的發展潮流。隨著電子產品向小型多樣化發展,傳統的平面線路板在空間和安全性上受到較大制約,已經不能滿足要求,因此盲槽式的電路板也應運而生[1]。撓性印制板相對于剛性印制板具備可撓曲的天然優勢,盲槽式的多層撓性印制板更能滿足高密度安裝的需求,近些年航空、航天、軍工領域對于此類產品的應用越來越多。本文以一款含盲槽設計的12層撓性印制板為例,闡述了一種新的多層撓性印制板盲槽加工的工藝方法,以期能為制作此類產品提供一些借鑒參考。
1 產品信息及流程設計
1.1 產品基本信息
產品為一款12層撓性印制板,疊構如圖1所示。其中CS-L4層、SS-L7層為盲槽設計,分別露出L4層、L7層圖形;L4、L7線路有信號傳輸要求,表面處理為鍍薄金,CS-L7層盲孔為信號屏蔽孔;CS、SS層線路表面處理為鍍厚金。
1.2 現有制作流程
L4-L5流程:開料→內光成像→沖孔→內層蝕刻檢驗→外光成像→鍍薄金→外光成像(只露出導線,干膜蓋入導線0.079 mm)→堿性蝕刻(蝕刻導線)→正常流程。
純膠流程:開料→切割(靠近盲槽底部的純膠開窗單邊比槽大0.127 mm)→輔料配套。
CS-L7流程:壓合→減銅→鉆孔→等離子處理→沉銅→內光成像→酸性蝕刻→外層蝕刻檢驗→外光成像1→鍍薄金→堿性蝕刻(只褪膜,不蝕刻)→外光成像2→堿性蝕刻1(蝕刻導線)→外層蝕刻檢驗1→配套中心→棕化。
CS-SS流程:壓合→鉆孔→等離子處理→沉銅→外光成像→酸性蝕刻→外層蝕刻檢驗→外光成像1→鍍厚金→堿性蝕刻(只褪膜,不蝕刻)→外光成像2→堿性蝕刻1(蝕刻導線)→外層蝕刻檢驗1→激光銑盲槽(激光控深開蓋)→正常流程。
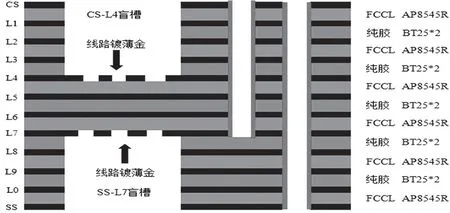
圖1 產品疊構圖
2 現有制作流程的不足
現有流程制作多層撓性板盲槽的主要思路是靠近盲槽底部的純膠開窗,層壓形成CS-SS后,通過激光控深的方式銑穿盲槽上面的撓性蓋子(例如12層撓性印制板,則需銑穿CS-L1、L2-L3兩層芯板以及芯板間的純膠層),然后通過開蓋的方式將銑穿的蓋子揭開從而形成盲槽以及露出盲槽底部圖形。此制作方法的控制點在于激光能量的調整,必須保證激光能量既要銑穿盲槽上的蓋子,又不能銑傷盲槽底部的線路。無論是CO2激光加工還是UV激光加工,均是通過激光能量使材料加熱、熔化、氣化,加工過程因激光能量不均勻而出現切割深度不均勻以及蓋子余厚控制難的問題[2]。因此,通過直接激光控深銑穿撓性層蓋子制作多層撓性印制板盲槽的工藝方法會存在切割深度過深導致的銑傷盲槽圖形的問題抑或切割深度過淺導致的PI切不穿開蓋拉扯的問題。
3 改善部分
3.1 改善方案
針對直接激光控深銑穿撓性層蓋子制作多層撓性印制板盲槽工藝方法存在的不足,本文提出了一種新的多層撓性印制板盲槽的制作方法,靠近盲槽底部的撓性芯板先沿盲槽外形激光銑穿成型,壓合時盲槽位置貼一張PI保護膠帶,阻膠的同時可起到一定的保護盲槽內線路圖形的作用,避免激光對位誤差或者能量不均勻直接銑傷盲槽內線路圖形。激光開蓋時只需控深切斷最上面的撓性蓋板即可,而無需銑到靠近盲槽層的撓性芯板。優化后的疊構示意圖如圖2所示。
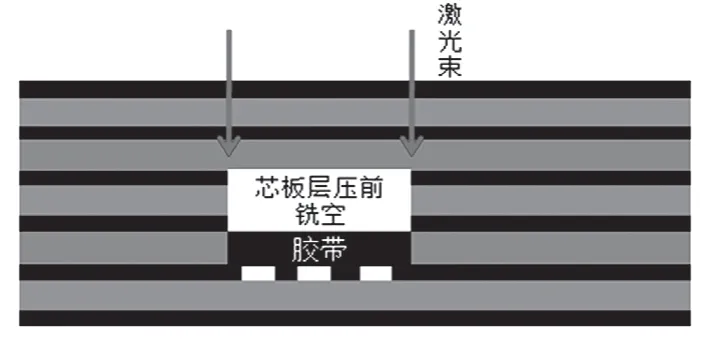
圖2 盲槽底部貼膠帶保護
優化改善后的制作流程如下:
L2-3、L8-9制作流程:開料→內光成像→沖孔--內層蝕刻檢驗→激光銑孔(沿著盲槽邊激光銑斷)→配套中心→棕化。
L4-L5流程:開料→內光成像→沖孔→內層蝕刻檢驗→外光成像→鍍薄金→外光成像(只露出導線,干膜蓋入導線0.076 mm)→堿性蝕刻(蝕刻導線)→配套中心→棕化→貼PI保護膠帶。
CS-L7流程:壓合→減銅→鉆孔→等離子處理→沉銅→內光成像→酸性蝕刻→外層蝕刻檢驗→外光成像1→鍍薄金→堿性蝕刻(只褪膜,不蝕刻)→外光成像2→堿性蝕刻1(蝕刻導線)→外層蝕刻檢驗1→配套中心→棕化→貼PI保護膠帶。
純膠流程:開料→切割(靠近盲槽底部的純膠無需開窗,只切排氣孔)→輔料配套。
其余流程不變。
3.2 改善效果
根據改善方案在層壓前將靠近盲槽的芯板預先激光開窗,盲槽貼合保護膠帶重新生產制作了產品板。根據改善方案制作的成品的盲槽線路表觀以及盲槽側壁PI的質量情況,可以看到沒有出現激光銑傷盲槽線路、揭蓋PI拉扯分層的缺陷。表1記錄了改善前后的缺陷比例的數據對比,優化后的改善效果十分明顯,大大提升了產品的良率見表1。

表1 改善前后的缺陷率對比
4 總結
(1)直接激光控深銑穿撓性層蓋子制作多層撓性印制板盲槽的工藝方法因激光能量的不均勻存在激光銑傷盲槽圖形或者PI切不穿開蓋分層的問題。
(2)通過在盲槽底部貼合PI保護膠帶,靠近盲槽的撓性芯板在壓合前切穿,此制作方法可以有效改善激光銑傷盲槽圖形及開蓋分層問題,可用于制作多層撓性印制板盲槽。
(3)采用新方案制作多層撓性印制板盲槽,在激光控深開蓋時,參數調整為只需銑穿最上面的撓性芯板,實際生產需做好首板參數的確認。
