50 μm級(jí)D形硬質(zhì)合金微銑刀銑削純銅試驗(yàn)研究
2021-01-07 04:13:14嚴(yán)廣和張勇斌洪小蘭錢大兵
電子科技 2021年1期
嚴(yán)廣和,姜 晨,張勇斌,洪小蘭,錢大兵
(1.上海理工大學(xué) 機(jī)械工程學(xué)院,上海 200093;2.中國(guó)工程物理研究院 機(jī)械制造工藝研究所,四川 綿陽(yáng) 621900)
隨著科技的發(fā)展,太赫茲技術(shù)已經(jīng)成為當(dāng)前一項(xiàng)重要的電子科技前沿技術(shù)[1]。但是,太赫茲輻射源的制造難題是制約太赫茲科學(xué)技術(shù)發(fā)展的關(guān)鍵問(wèn)題[2]。真空電子器件的太赫茲輻射源具有大功率和抗輻照等特點(diǎn),逐漸成為太赫茲源研究領(lǐng)域的熱點(diǎn)。其中,行波管是應(yīng)用最廣泛的真空電子器件[3],新型折疊波導(dǎo)慢波結(jié)構(gòu)則是目前行波管向太赫茲頻段發(fā)展所采用的主要高頻互作用系統(tǒng)[4]。但是,隨著頻段的提高,折疊波導(dǎo)慢波系統(tǒng)的尺寸不斷變小,精度要求也逐漸提高,傳統(tǒng)加工工藝已不能滿足實(shí)際應(yīng)用的需求,急需采用現(xiàn)代微細(xì)加工技術(shù)來(lái)提升加工工藝[5]。
在眾多微細(xì)加工技術(shù)中,微銑削加工技術(shù)具有高效率和高靈活性等優(yōu)點(diǎn),在微細(xì)加工領(lǐng)域中被普遍應(yīng)用[6-7]。微銑削加工也是實(shí)現(xiàn)不同材料的微小型和復(fù)雜形狀零部件加工的最佳方式[8]。在微銑削加工中,隨著加工特征尺寸不斷減小至數(shù)十微米,其表面體積比逐漸增大,使得加工工件的表面質(zhì)量成為影響工件質(zhì)量的重要因素[9]。Liu[10]等針對(duì)直徑0.5 mm的微銑刀銑削鈦合金時(shí)的加工表面質(zhì)量做了研究,認(rèn)為表面質(zhì)量主要受毛刺和殘余切屑的影響。文獻(xiàn)[11]中研究了直徑為0.7 mm的PCD微銑刀銑削硬質(zhì)合金時(shí)表面形成機(jī)理,認(rèn)為選擇最佳加工參數(shù)可提高加工表面質(zhì)量。蔡明[12]等針對(duì)直徑0.4 mm的微銑刀銑削單晶鋁時(shí)的表面質(zhì)量開展了研究,分析了切削參數(shù)對(duì)表面質(zhì)量的影響并確定了最佳的切削參數(shù)。
目前在微銑削加工的研究中,絕大多數(shù)的研究是針對(duì)直徑100 μm以上的螺旋銑刀,鮮見(jiàn)針對(duì)直徑為100 μm及以下的D形微銑刀的銑削性能開展研究。在加工特征尺寸不斷減小的微銑削加工中,與傳統(tǒng)的螺旋銑刀相比,D形單刃微銑刀具有更高的抗彎剛度和強(qiáng)度[13-14],因而更具優(yōu)勢(shì)。本文針對(duì)特征尺寸為數(shù)十微米的太赫茲折疊波導(dǎo)結(jié)構(gòu)件的加工需求[15-16],使用自主研發(fā)的μEM-200CDS2組合高精度加工機(jī)床,制作出直徑為50 μm級(jí)的硬質(zhì)合金D形微銑刀[17],并采用純銅材料工件作為試件,開展了銑削工藝試驗(yàn),研究了硬質(zhì)合金微銑刀的銑削性能。通過(guò)對(duì)刀具磨損情況、加工表面質(zhì)量、表面毛刺形成等方面的分析,進(jìn)一步揭示了刀具尺寸縮小對(duì)銑削加工性能的影響規(guī)律,為國(guó)防及民用高技術(shù)領(lǐng)域?qū)Ω呔取⒏〕叽缌慵圃斓钠惹行枨筇峁┝思夹g(shù)參考。
1 實(shí)驗(yàn)平臺(tái)及刀具的制備
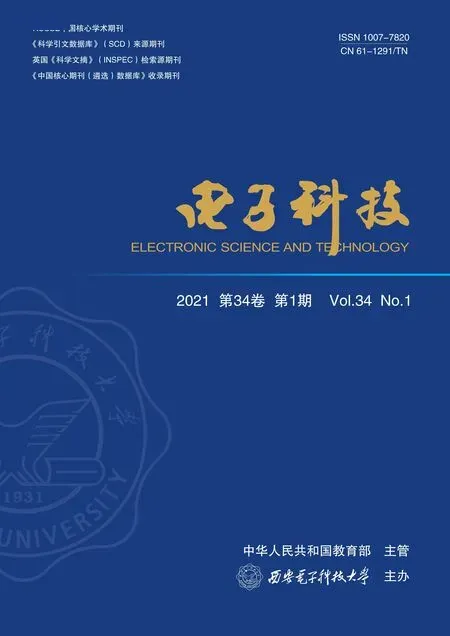
本研究采用自主研發(fā)的μEM-200CDS2組合高精度加工機(jī)床制備微銑刀并開展了銑削加工實(shí)驗(yàn)。該加工設(shè)備Z軸的最小直線進(jìn)給量為0.1 μm,主軸徑向跳動(dòng)精度為1 μm,脈沖電源產(chǎn)生的單個(gè)脈沖的最小能量10-7J,滿足制備微銑刀及銑削加工的精度要求。如圖1所示,將刀具毛坯裝夾在高速主軸上,在工位Π上采用線電極電火花磨削技術(shù)(Wire Electro-Discharge Grinding,WEDG)制備出直徑為50 μm級(jí)的D形硬質(zhì)合金銑刀。然后,在工位Ι上進(jìn)行銑削試驗(yàn)。
(a)

(b)圖1 微銑刀的制備及銑削加工Figure 1. Micro-milling cutter fabrication and machining of tool
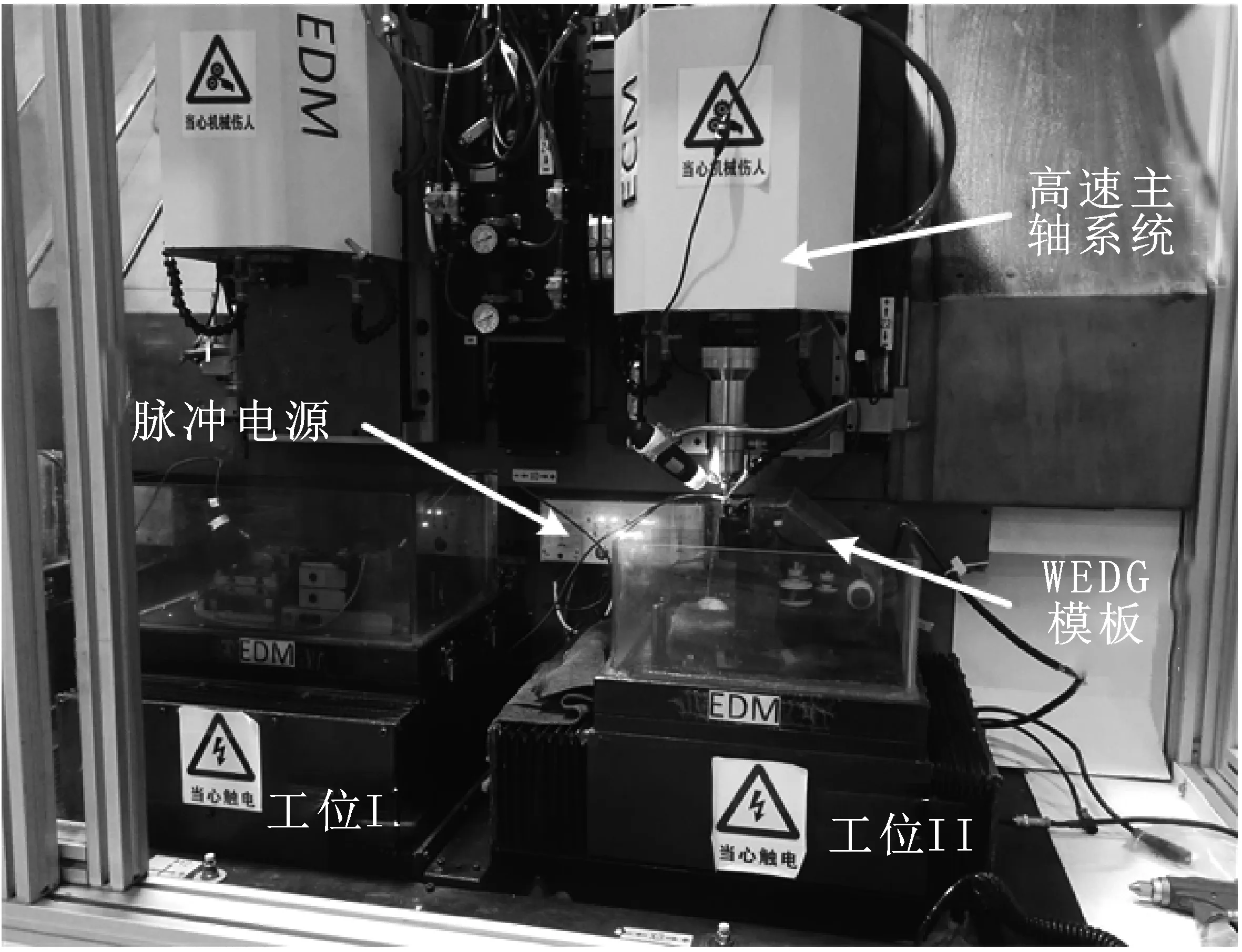
微銑刀的線電極電火花磨削方法如圖2所示。本文采用直徑為120 μm的鉬絲作為工具電極絲。微銑刀毛坯裝夾在高速主軸上,在微銑刀毛坯和電極絲之間連有脈沖電源,通過(guò)控制主軸的高速旋轉(zhuǎn)和進(jìn)給,與導(dǎo)絲輪之間的電極絲產(chǎn)生相對(duì)運(yùn)動(dòng),并在脈沖電源不斷提供電脈沖的情況下,通過(guò)兩者之間的微能脈沖放電進(jìn)行電火花加工。采用導(dǎo)絲輪使電極絲勻速走絲,以此來(lái)自動(dòng)補(bǔ)償電極絲的損耗,避免短路或者集中放電現(xiàn)象的產(chǎn)生,提高了放電加工的穩(wěn)定性,加工出理想的刀具尺寸。

圖2 WEDG制備微銑刀Figure 2. WEDG micro-milling cutter fabrication
本次實(shí)驗(yàn)中采用超細(xì)晶粒硬質(zhì)合金(晶粒度為0.4 μm)作為微銑刀的材料,該材料具有較高的硬度、耐磨性與抗彎剛度,主要參數(shù)如表1所示。制備的D形銑刀的尺寸特征如下:刀柄直徑D1為3 mm,刀頭直徑d為0.05 mm,刀頭長(zhǎng)度l為0.15 mm,銑刀總長(zhǎng)L1為30 mm,主切屑刃與底切屑刃前角均為0°,底切屑刃后角為20°,刃傾角為20°。制備完成的刀具掃描電鏡圖如圖3(a)所示。最終制備的D形微銑刀直徑為50 μm。
圖3(b)為微槽銑削示意圖。 銑削加工中采用油液潤(rùn)滑的方式,在純銅工件上銑削5個(gè)直槽,每次銑削深度h為0.002 mm,進(jìn)給5次,總共銑削深度H1為0.01 mm。每個(gè)微槽長(zhǎng)度L2為3 mm,銑削的總長(zhǎng)度為15 mm。試驗(yàn)中主軸轉(zhuǎn)速n為150000 r·min-1,每齒進(jìn)給量fz為0.02 μm,切深ap為0.002 mm。使用超聲波清洗機(jī)對(duì)加工后的工件進(jìn)行清洗,以去除工件表面的雜質(zhì)和切屑。

表1 材料參數(shù)Table 1. Material parameters

(a)
(b)圖3 微銑刀及銑削加工示意圖(a)銑刀刀尖圖(b)微銑削加工過(guò)程示意圖Figure 3. Schematic diagram of micro milling cutter and milling process(a) Cutter tip diagram of milling cutter (b) Schematic diagram of micro milling proces
2 結(jié)果與討論
2.1 表面形態(tài)特征
圖4為使用超景深顯微鏡對(duì)微槽進(jìn)行測(cè)量的結(jié)果。銑削距離在3 mm內(nèi)時(shí),微槽較直,底部刀具的旋轉(zhuǎn)軌跡紋路較淺,并且都集中在刀具旋轉(zhuǎn)切出方向。隨著銑削距離的增加,銑削距離在7 mm后,槽底刀具軌跡紋路的寬度逐漸增大且明顯,此時(shí)刀具紋路主要集中在刀具旋轉(zhuǎn)切入方向。銑削距離在10 mm后,微槽的寬度出現(xiàn)局部變小的情況,變化較為明顯。

圖4 超景深顯微鏡拍攝微槽表面Figure 4. Microgroove surface photographed by ultra-depth-of-field microscope
在微銑削加工實(shí)驗(yàn)中,剛開始刀具未磨損,刀尖半徑較小,能夠有效切除工件材料。但由于局部的擠壓,少量材料會(huì)沿著前刀面流至刀具的旋轉(zhuǎn)切出方向,并在該方向堆積,形成較小的毛刺。隨著銑削距離的增加,刀具不斷磨損,刀尖半徑逐漸增大,使得未切削厚度小于刀尖半徑,部分材料會(huì)發(fā)生彈性變形,在刀具底部的擠壓下,在刀具進(jìn)給痕跡的背面堆積,形成毛刺并表現(xiàn)為比較明顯的軌跡紋路。隨著刀具的不斷磨損,會(huì)產(chǎn)生更多的毛刺,表面粗糙度也會(huì)有所增加。
圖5所示為微槽深度隨銑削距離變化情況:銑削距離為2 mm時(shí),深度為7.6 μm;隨著銑削距離的增加,微槽深度急劇減小;在銑削距離達(dá)到8 mm后,微槽深度下降緩慢,并在距離達(dá)到14 mm時(shí)達(dá)到最小值為5 μm。圖6是微槽寬度隨銑削距離變化情況:銑削距離為2 mm時(shí),微槽寬度為51.22 μm;隨著銑削距離的增加,微槽寬度急劇增加;在銑削距離達(dá)到8 mm后,微槽寬度上升緩慢,并在距離為14 mm時(shí)達(dá)到最大值為58.82 μm。

圖5 微槽深度隨銑削距離的變化圖Figure 5. Variation of microgroove depth with milling distance

圖6 微槽寬度隨銑削距離的變化圖Figure 6. Variation of microgroove width with milling distance
圖7是微槽的側(cè)面輪廓,銑削的第一個(gè)微槽具有較平的槽底和較垂直的側(cè)壁,隨著銑削距離的增加,微槽深度不斷減小,槽底變得不平整并且側(cè)壁也逐漸傾斜。這是因?yàn)閯傞_始銑削時(shí),由于刀具具有良好的刀尖形狀,能夠有效切除工件。隨著銑削距離的增加,刀尖不斷磨損,刀尖半徑增大,部分材料發(fā)生彈性變形,從而降低了槽底的平整度,并且刀尖半徑的圓弧也會(huì)復(fù)制在微槽的側(cè)壁,使得微槽側(cè)壁逐漸趨于圓弧狀。
圖7 微槽側(cè)面輪廓Figure 7. Microgroove profiles
2.2 表面毛刺形成
圖8是采用掃描電鏡拍攝的微槽表面的毛刺情況。可以看出整體上順銑側(cè)毛刺多于逆銑側(cè),逆銑側(cè)加工的微槽側(cè)壁優(yōu)于順銑側(cè)。這是因?yàn)樵谀驺妭?cè),刀具剛開始切入時(shí),切削狀態(tài)比較穩(wěn)定,能夠有效去除多余的工件。隨著刀具的旋轉(zhuǎn),刀具對(duì)工件不斷擠壓,部分材料會(huì)順著前刀面進(jìn)入切削終端,推擠到順銑側(cè)表面,然后在順銑側(cè)發(fā)生彎曲和斷裂,產(chǎn)生較大的毛刺并滯留在順銑側(cè),導(dǎo)致順銑側(cè)毛刺多于逆銑側(cè)。另外,在微銑削加工中,由于切削厚度較小,工件表面的傾斜會(huì)加劇材料順著前刀面進(jìn)入切削終端的情況,從而使得順銑側(cè)毛刺多于逆銑側(cè)這一現(xiàn)象更加明顯。
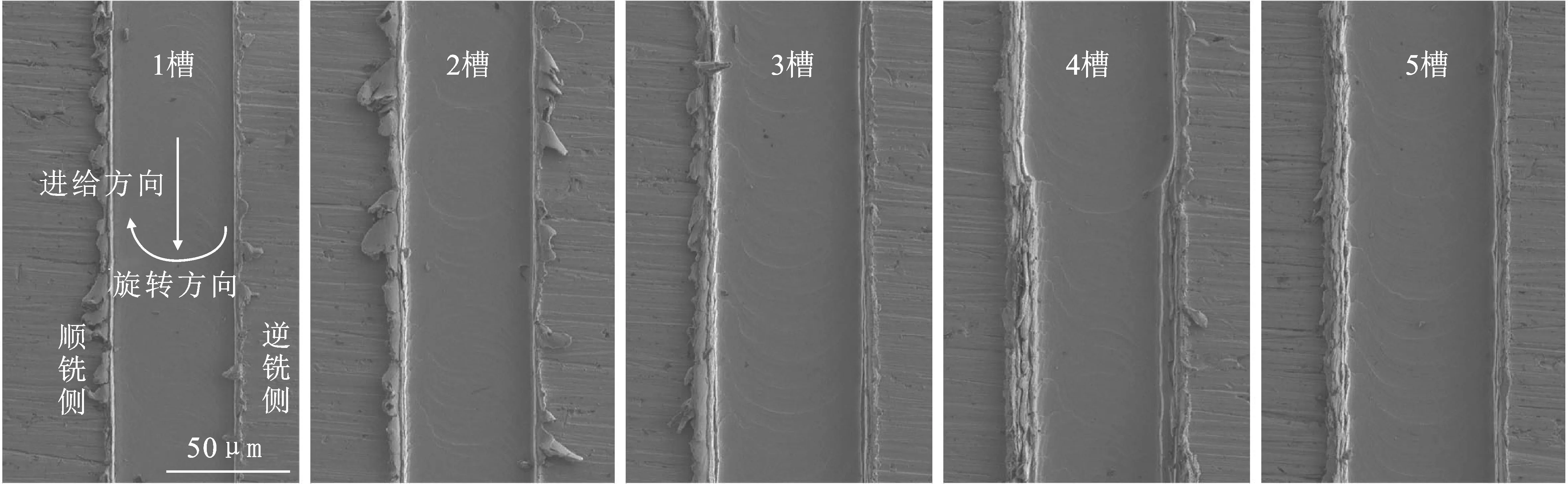
圖8 微銑削加工微槽掃描電鏡圖Figure 8. Scanning electron microscope of micro-milling machining microgrooves
銑削距離對(duì)表面毛刺的影響較為明顯,根據(jù)表面毛刺形成的狀態(tài)可以分為兩種,即長(zhǎng)條須狀和鋸齒形狀。當(dāng)銑削距離為2 mm時(shí),此時(shí)毛刺較少,多呈長(zhǎng)條須狀;當(dāng)銑削距離為5 mm時(shí),微槽表面毛刺增大,并逐漸呈塊狀;當(dāng)銑削距離進(jìn)一步增加,在距離為11 mm后,微槽表面毛刺呈鋸齒狀。在銑削開始階段,刀尖半徑較小,能夠有效切除材料,但部分側(cè)邊材料會(huì)在塑性變形下向微槽表面翻轉(zhuǎn),形成長(zhǎng)條須狀毛刺,隨著銑削距離的增加,刀具不斷磨損,刀尖半徑增大,不能有效切除材料。此時(shí),在刀具的推擠下,部分切屑在表面形成鋸齒狀毛刺。
圖9為加工后刀具磨損情況的掃描電鏡圖。可以看出,整體上銑刀還保持完整,但刀尖已磨損,并呈一個(gè)三角形模式向周圍擴(kuò)散。采用3個(gè)參數(shù)W1、W2和W3來(lái)表示微細(xì)銑刀的磨損情況。其中,W1是刀具沿著刀刃處的一個(gè)磨損量,主要受切削深度的影響;W2是刀具底部寬度的磨損量;W3是刀具底部邊緣的磨損量,可以體現(xiàn)出刀具與工件接觸面的長(zhǎng)度。可以看出,此時(shí)W3磨損較多,W1和W2磨損相對(duì)較少。這是由于刀尖在不斷磨損的情況下,銑刀的W3處與工件相互接觸的面積增大并大于W1和W2處與工件接觸面積,使得W3磨損量最大。

圖9 磨損刀具Figure 9. Wear tool
2.3 表面質(zhì)量
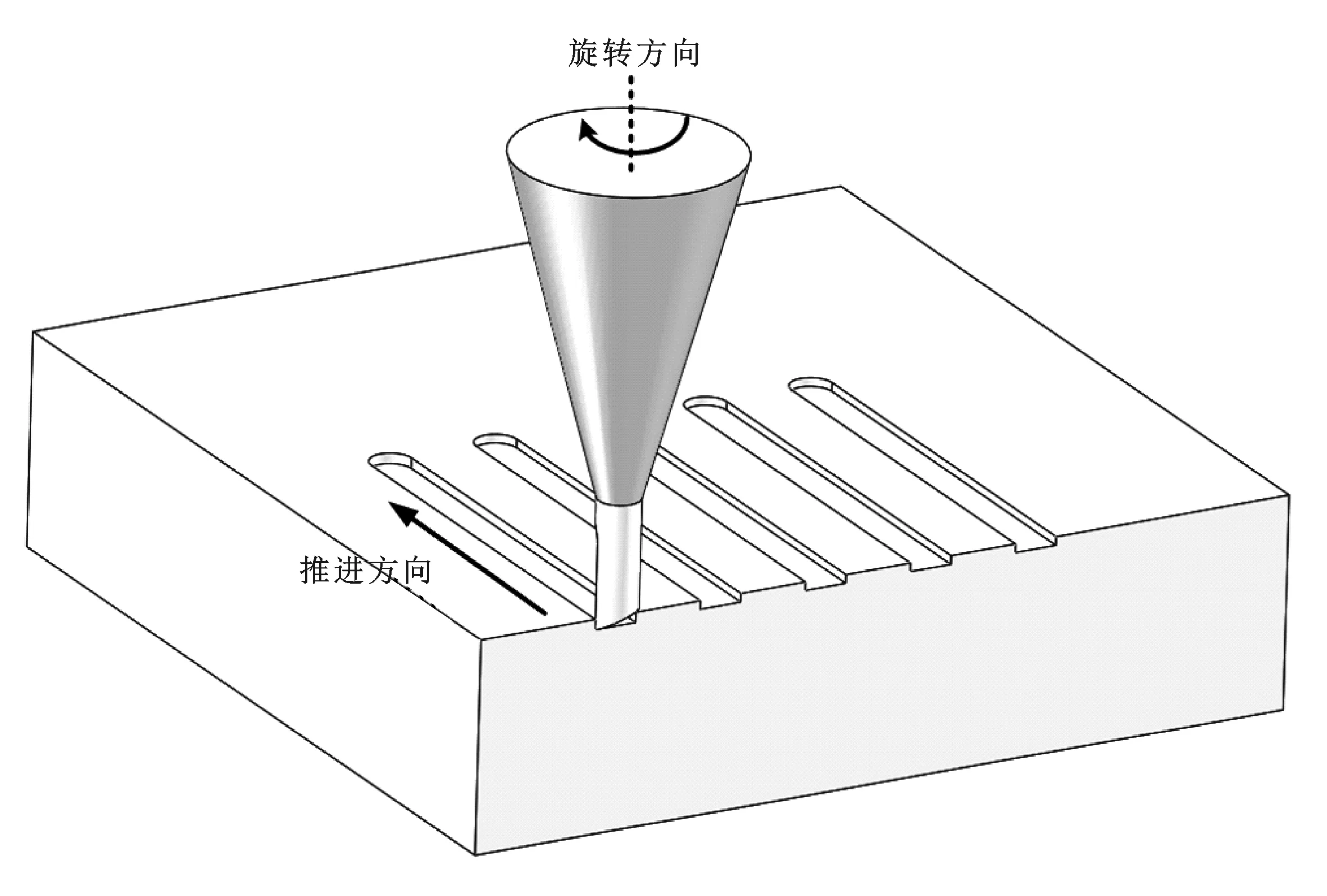
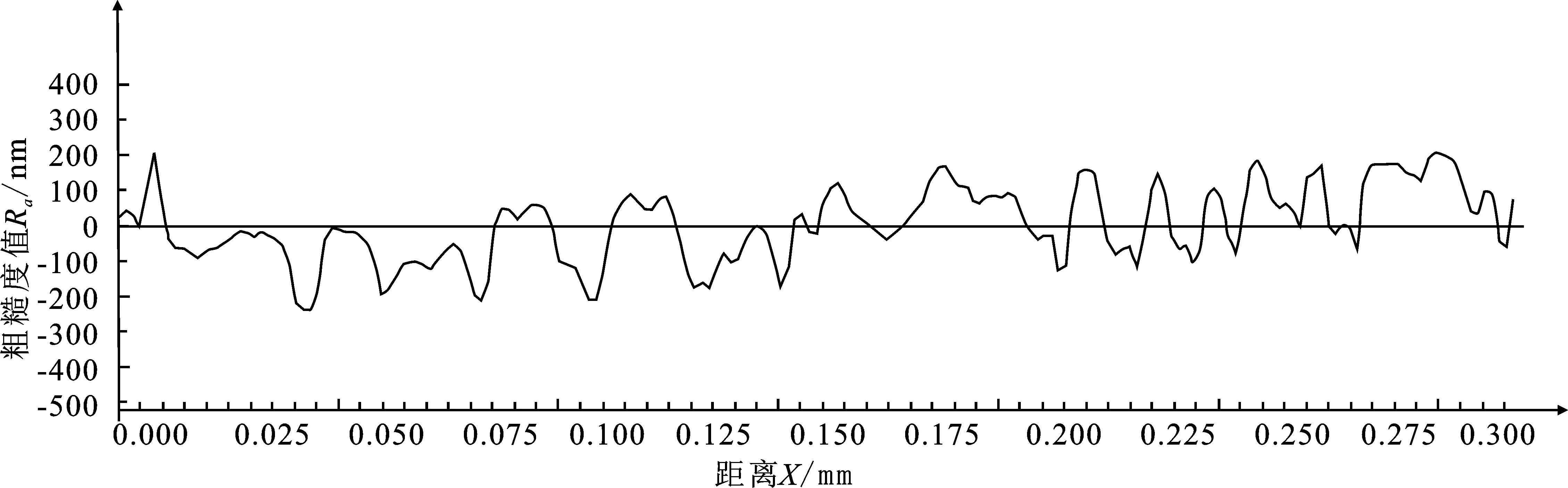
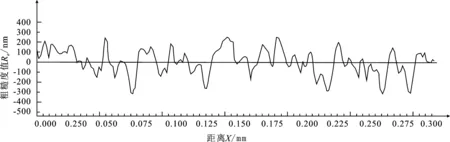
采用白光干涉儀測(cè)量槽底表面粗糙度,如圖10所示。當(dāng)銑削距離X為1 mm時(shí),微槽槽底粗糙度Ra為58 nm。隨著銑削距離的增加,槽底粗糙度呈線性趨勢(shì)不斷增加,并在距離X為15 mm時(shí),Ra達(dá)到最大值為95 nm。圖11為不同銑削距離下槽底表面的輪廓曲線。圖11(a)中曲線對(duì)應(yīng)的表面粗糙度Ra為最小值58 nm,曲線波動(dòng)幅度值最小。
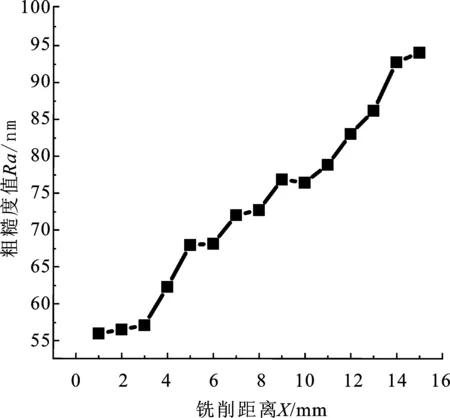
圖10 加工的槽底表面粗糙度值Figure 10. Surface roughness of machined groove bottom

(a)
(b)
(c)
(d)

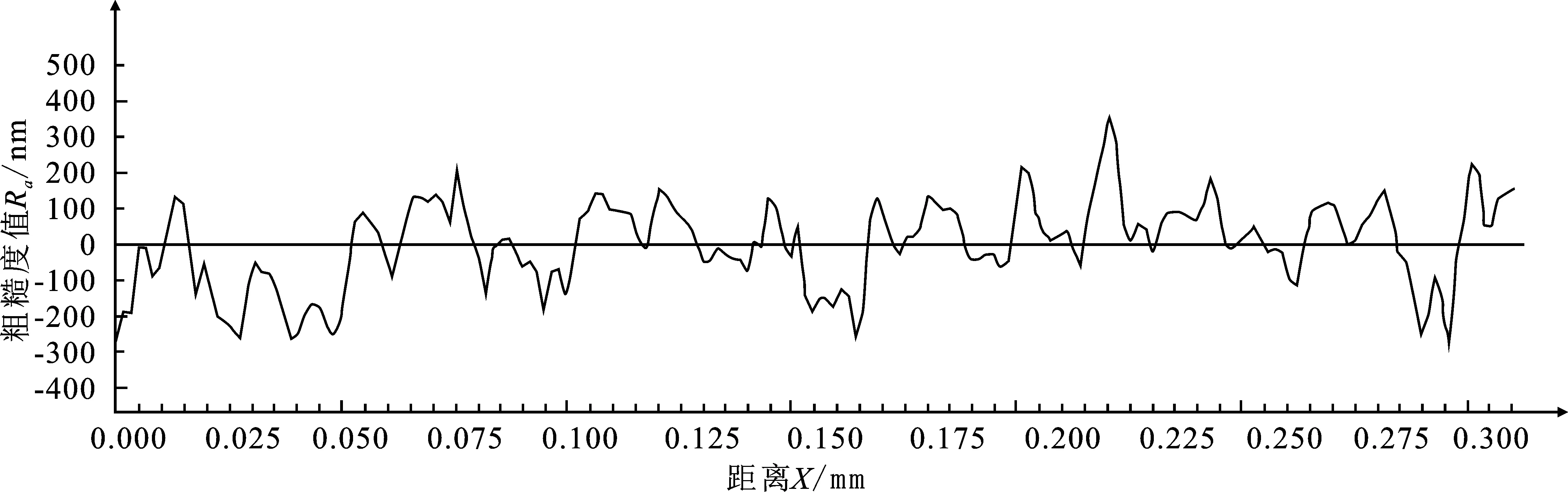
(e)圖11 不同銑削距離下微槽表面粗糙度曲線(a)銑削距離為2 mm時(shí)表面粗糙度曲線 (b)銑削距離為5 mm時(shí)表面粗糙度曲線 (c)銑削距離為8 mm時(shí)表面粗糙度曲線(d)銑削距離為11 mm時(shí)表面粗糙度曲線 (e)銑削距離為14 mm時(shí)表面粗糙度曲線Figure 11. Microgroove surface roughness curves with different milling distances(a) Surface roughness curve when the milling distance is 2 mm (b) Surface roughness curve when the milling distance is 5 mm (c) Surface roughness curve when the milling distance is 8 mm (d) Surface roughness curve when the milling distance is 11 mm (e) Surface roughness curve when the milling distance is 14 mm
3 結(jié)束語(yǔ)
本文針對(duì)直徑為50 μm級(jí)的D形微銑刀加工微槽的表面質(zhì)量開展了實(shí)驗(yàn)研究。通過(guò)使用白光干涉儀、超景深顯微鏡、掃描電鏡等儀器進(jìn)行觀察和測(cè)量,獲得了微槽表面形貌、粗糙度等隨銑削距離的變化規(guī)律,并分析了微銑削過(guò)程中的表面質(zhì)量變化及毛刺形成的機(jī)理。本研究的主要結(jié)論為:(1)銑削距離在3 mm內(nèi)時(shí),槽底刀具的旋轉(zhuǎn)軌跡紋路較淺,并且都集中在刀具旋轉(zhuǎn)切出方向。銑削距離在7 mm后,槽底刀具軌跡紋路的寬度不斷增大,并且主要集中在刀具旋轉(zhuǎn)切入方向;(2)微槽表面順銑側(cè)毛刺多于逆銑側(cè)毛刺,銑削距離為2 mm時(shí),毛刺較少,多呈長(zhǎng)條須狀。在銑削距離達(dá)到11 mm時(shí),由于刀具的磨損,導(dǎo)致微槽表面毛刺呈鋸齒狀;(3)刀尖磨損形式主要以一個(gè)三角形模式向周圍擴(kuò)散,在刀具底部邊緣的磨損量更大;(4)微槽槽底的粗糙度以線性增長(zhǎng)趨勢(shì)不斷上升,銑削距離X為1 mm時(shí),粗糙度Ra為58 nm,且隨著銑削距離的增加不斷增長(zhǎng),最終達(dá)到95 nm。