克勞斯硫磺尾氣工藝治理選擇及應用
2021-01-06 10:32:14劉錦芳
煉油與化工 2020年6期
劉錦芳
(陜西延長石油(集團)有限責任公司榆林煉油廠,陜西靖邊718500)
延長石油某煉油廠原配套環保裝置為80 t/h酸性水單塔汽提和300 t/a LO-CAT?硫磺回收裝置[1],一直受酸性水單塔汽提凈化水氨氮含量高、LO-CAT硫磺回收所產粗硫磺含水量大、粗硫磺庫存積壓大、處理成本費用高等影響,制約該廠的發展。為解決問題,該廠立項新建1套60 t/h酸性水汽提裝置和其配套使用的1套1×104t/a的硫磺回收裝置,其中酸性水汽提裝置選用工藝路線為雙塔加壓汽提回收氨技術,硫磺回收裝置選用2級Claus+SCOT尾氣還原硫磺回收工藝[2]。國家環保部于2015年發布GB 31570-2015《石油煉制工業污染物排放標準》,明確規定石油煉制工業企業及其生產設施的水污染物和大氣污染物排放限值、監測和監督管理要求。受硫磺回收裝置原設計脫硫率限制及裝置低負荷運行影響,該裝置尾氣SO2無法持續達標排放,由此對其進行尾氣改造治理。
文中主要介紹了1×104t/a硫磺回收裝置運行現狀,并通過分析,確定改造內容。改造后運行情況良好,并在其煉油廠推廣應用。
1 裝置運行基本情況
該煉油廠1×104t/a硫磺回收裝置選用的工藝為2級克勞斯+斯科特尾氣處理技術,由山東三維石化工程股份有限公司設計,主要包括硫磺回收、尾氣處理、液硫脫氣與成型3部分。裝置設計運行負荷30%~110%,設計尾氣排放指標300 mg/m3。裝置原料設計為全廠加氫酸性水汽提裝置酸性氣和全廠液化氣、干氣脫硫單元溶劑再生酸性氣,酸性氣設計量及組成見表1。硫磺回收裝置全年能耗為1 360.44×104MJ,全年硫磺產量為6 184 t。

表1 硫磺回收裝置酸性氣設計量及組成
2 運行存在的問題及原因分析
該硫磺回收裝置自2018年8月運行以來,硫磺尾氣排放數據SO2無法達到設計值300 mg/m3,接近《石油煉制工業污染物排放標準》中硫磺回收尾氣排放值400 mg/m3,硫磺尾氣穩定排放壓力較大。運行過程中硫磺尾氣排放情況見圖1。

圖1 硫磺尾氣實際運行排放情況
由圖1可知,硫磺回收裝置運行過程中,硫磺尾氣月平均排放數據接近排放限值,月穩定達標排放壓力巨大。
針對硫磺尾氣排放實際情況,該廠成立技術組對尾氣排放不達標原因進行了技術排查,其硫磺尾氣排放不合格的原因確定為:(1)硫磺回收二級克勞斯自身處理脫硫率低的受限;(2)硫磺回收裝置進料量波動較大,進料量低于設計值,轉化爐爐膛溫度長時間需外來燃料來維持轉化溫度,導致轉化催化劑積炭,硫轉化率低,從而進一步影響斯科特尾氣處理效果[3]。硫磺回收裝置設計與實際運行中酸性氣量及輔助燃料氣量的對比見圖2。由圖2可知,設計硫磺回收制硫爐燃料氣為0,但實際運行中需燃料氣約為178 m3/h;設計硫磺回收正常原料酸性氣量為1 800 m3/h,但實際運行中原料酸性氣量為812 m3/h,低于最低30%的運行負荷。由實際運行燃料氣、酸性氣量知,硫磺回收裝置轉化爐爐膛溫度需靠燃燒燃料氣來長時間維持而非原設計酸性氣,燃料氣的長時間使用,造成硫轉化催化劑發生積炭,影響催化劑轉化效率,從而影響脫硫率。

圖2 硫磺回收酸性氣量及轉化爐燃料量
3 尾氣治理工藝技術選擇
3.1 工藝技術路線
針對硫磺回收實際加工負荷低、進料組成變化大導致硫磺尾氣排放不合格的實際情況,因受全廠加工負荷影響,無法通過提高加工量來解決尾氣排放不合格的問題。為保證尾氣合格排放只能進行硫磺尾氣二次治理,以滿足排放要求。結合安全,成本、可實施性綜合考慮,就硫磺回收尾氣組成,為滿足GB31570-2015排放指標400 mg/m3的限值及未來環保更嚴排放限值,決定進行尾氣深度凈化處理,根據脫硫機理,需引入堿性物質(NaOH)來處理,具體脫硫機理為:堿性物質與SO2溶于水生成的亞硫酸溶液進行酸堿中和反應[4]。其反應化學式如下:
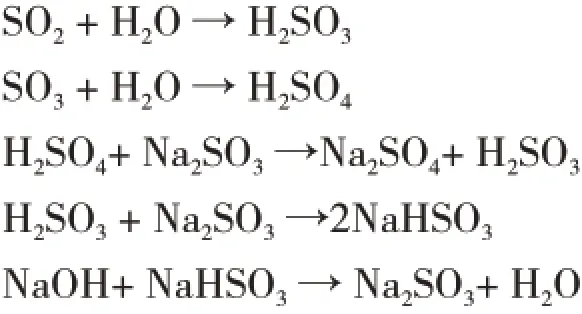
選擇堿性物質進行脫除SO2,主要考慮到其有與SO2反應速度快,吸收能力強,并且生成物Na2SO3、Na2SO4都有較大的溶解度,脫硫循環液可循環使用,溶液不易結垢堵塞。
3.2 改造方案選擇
就硫磺尾氣二次治理堿洗工藝,選擇新建脫硫塔進行技術處理還是引入其它脫硫單元進行處理[5],經過技術可行性分析以及改造成本、運行成本等綜合考慮,創新性地選擇將硫磺尾氣引至于硫磺回收裝置相間400 m的催化裂化脫硫塔進行處理。此次治理工藝選擇硫磺尾氣引至催化裂化煙氣脫硫塔治理的方案比選見表2。

表2 硫磺尾氣治理方案對比
由表2可知,新建脫硫塔治理硫磺尾氣所需工程費420×104元,將硫磺尾氣引至催化脫硫塔治理費用為150×104元,綜合考慮工程成本及運行費用,選擇將硫磺尾氣引至催化脫硫塔技術方案。
為確保硫磺尾氣在異常情況下合格排放,此次改造以硫磺回收異常情況下硫磺尾氣引入催化裂化煙氣脫硫塔處理能力等進行核算,硫磺回收裝置尾氣設計參數見表3。

表3 硫磺尾氣設計參數
為精確核算硫磺裝置在異常情況下尾氣能否合格排放,需依據現有催化煙氣脫硫單元的脫硫率進行核算,催化脫硫塔設計參數見表4。

表4 催化脫硫塔設計參數
依據表3、4數據及硫磺回收與催化脫硫塔間距等參數,經催化脫硫塔脫硫率、總管壓降、溫降損失等核算,論證將硫磺尾氣引至催化脫硫塔處理的可行,該技術改造方案于2019年8月開始實施。此次技術改造硫磺回收尾氣引催化治理的工藝變更流程見圖3。

圖3 硫磺回收尾氣治理現場改造變更
4 改造應用情況
該克勞斯工藝硫磺回收尾氣治理改造于2019年9月改造成功,經1 a的運行,克勞斯硫磺回收尾氣引至催化脫硫塔處理,利用現有裝置實現尾氣減排目的,硫磺尾氣排放可滿足《石油煉制工業污染物排放標準》(GB31570-2015)排放控制指標。
該技術改造解決了生產實際問題,經催化脫硫塔處理后可以將硫磺尾氣SO2由400 mg/m3降至10 mg/m3,脫硫效率高。改造前后硫磺回收尾氣SO2排放數值變化情況見圖4。
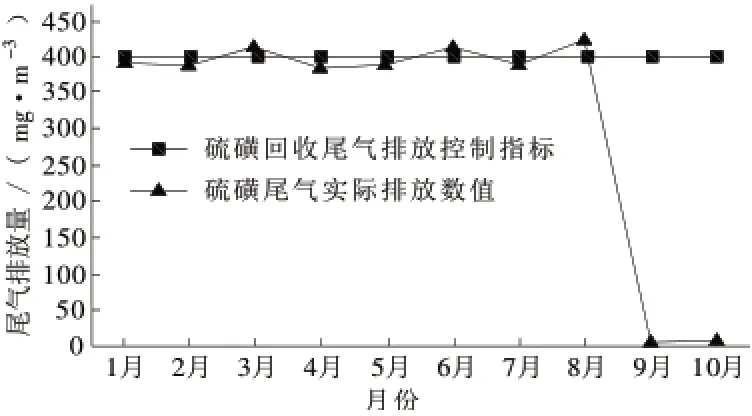
圖4 改造前后硫磺回收尾氣SO2排放數值
由圖4可知,改造前硫磺尾氣SO2月均值統計在380 mg/m3,但5月份、8月份月均值基本達排放限值指標400 mg/m3,改造后硫磺回收尾氣由原月均值380 mg/m3降至10 mg/m3。改造后硫磺尾氣與催化煙氣混合后混合廢氣SO2排放情況見圖5。
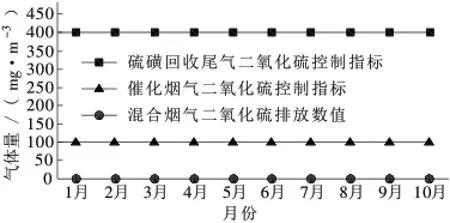
圖5 改造后硫磺尾氣與催化煙氣混合排放數據
由圖5可知,改造前催化煙氣在0~2 mg/m3,改造后將硫磺尾氣引至催化脫硫塔與催化煙氣混合脫硫后混合煙氣SO2在5~10 mg/m3,低于100 mg/m3的控制指標,遠低于硫磺尾氣控制指標400 mg/m3。
5 結束語
應用催化脫硫塔治理硫磺尾氣后,硫磺尾氣與催化煙氣混合煙氣SO2排放值為5~10 mg/m3,小于硫磺尾氣回收環保排放指標400 mg/m3,小于催化裂化煙氣環保控制指標100 mg/m3,尾氣排放滿足《石油煉制工業污染物排放標準》(GB31570-2015)控制指標要求,SO2減排量為15.1 t/a。
猜你喜歡
化工管理(2022年13期)2022-12-02 09:21:52
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年2期)2019-05-11 09:12:16
測控技術(2018年2期)2018-12-09 09:00:52
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
當代化工研究(2016年9期)2016-03-20 16:22:15
中國資源綜合利用(2016年2期)2016-01-22 07:27:41