奧氏體不銹鋼MIG焊與激光-MIG復合焊對比分析
2021-01-05 03:03:20趙核毓
造船技術 2020年6期
趙核毓, 周 誼, 林 堅
(1.海軍裝備部駐上海地區第二軍事代表室, 上海 200129; 2.上海船舶工藝研究所, 上海 200032)
0 引 言
激光-電弧復合焊接技術最初是由英國學者STEEN教授于20世紀70年代末提出的,逐步成為國際焊接界的焦點。激光-電弧復合焊接結合激光和電弧兩個獨立熱源各自的優點,具有焊縫深寬比大、焊后變形小、焊接效率高、裝配適應性好等優點,有著良好的應用前景[1]。
奧氏體不銹鋼具有良好的力學性能,但又不同于一般的造船用鋼,因其導熱性差、線膨脹系數大、加工變形回彈量大、焊接中較易產生熱裂紋和氫氣孔及焊接變形,所以焊接時有特殊的要求。采用熔化極惰性氣體保護焊(Metal Inert Gas Welding, MIG焊)與激光-MIG復合焊對厚度為6.0 mm與8.0 mm某牌號奧氏體不銹鋼對接焊縫進行焊接和對比試驗,旨在體現激光-MIG復合焊的優勢。
1 試驗設備、材料和方法
1.1 試驗設備
MIG焊試驗使用Fronius TPS 320i型焊機,最大輸出電流為320 A。
激光-MIG復合焊試驗使用的MIG焊機為Fronius TPS 5000型,最大輸出電流為500 A,焊接時與激光頭一起固定在KUKA機器人(見圖1)上。激光器為YLS-10000光纖激光器,最大焊接功率為10 kW,焦點處光斑直徑為0.72 mm,輸出波長為1 070 nm,光纖直徑為0.30 mm。

圖1 激光-MIG復合焊焊接試驗平臺
1.2 試驗材料和方法
試驗選用厚度為6.0 mm與8.0 mm某牌號奧氏體不銹鋼,MIG焊焊絲為配套的實芯焊絲,直徑為1.0 mm。
MIG焊試驗采用手工焊,坡口形式為X形,裝配間隙為0~1.0 mm,正面先焊第1層,背面清根后再焊第2層。
激光-MIG復合焊試驗采用激光前引導的方式(即在焊接方向上激光熱源在前、電弧熱源在后)進行焊接,坡口形式為I形。采用負離焦,離焦量為-4.0 mm,光絲間距為2.0~3.0 mm,焊絲干伸長度為12.0~15.0 mm,裝配間隙為0~1.0 mm。
2 試驗結果及分析
2.1 焊接工藝參數
表1和表2分別給出相關焊接工藝參數,對比可知:MIG焊熱輸入量較大(焊后變形大)、熔深較淺、焊接速度較慢;激光-MIG復合焊熱輸入量小(焊后變形小)、大深寬比、焊接速度快,并且采用Ⅰ形坡口(母材自熔),可節約大量焊材。

表1 6.0 mm奧氏體不銹鋼焊接工藝參數

表2 8.0 mm奧氏體不銹鋼焊接工藝參數
2.2 焊縫成形外貌
圖2~圖5展示兩種焊接方式的焊縫成形外貌。對比可見:MIG焊焊縫表面為深黃色(氧化程度較高),焊縫余高較高,焊縫寬度較寬,焊縫表面成形一般;激光-MIG復合焊焊縫表面為少許金黃色(氧化程度較低),焊縫余高較低,焊縫寬度較窄,焊縫表面成形美觀。
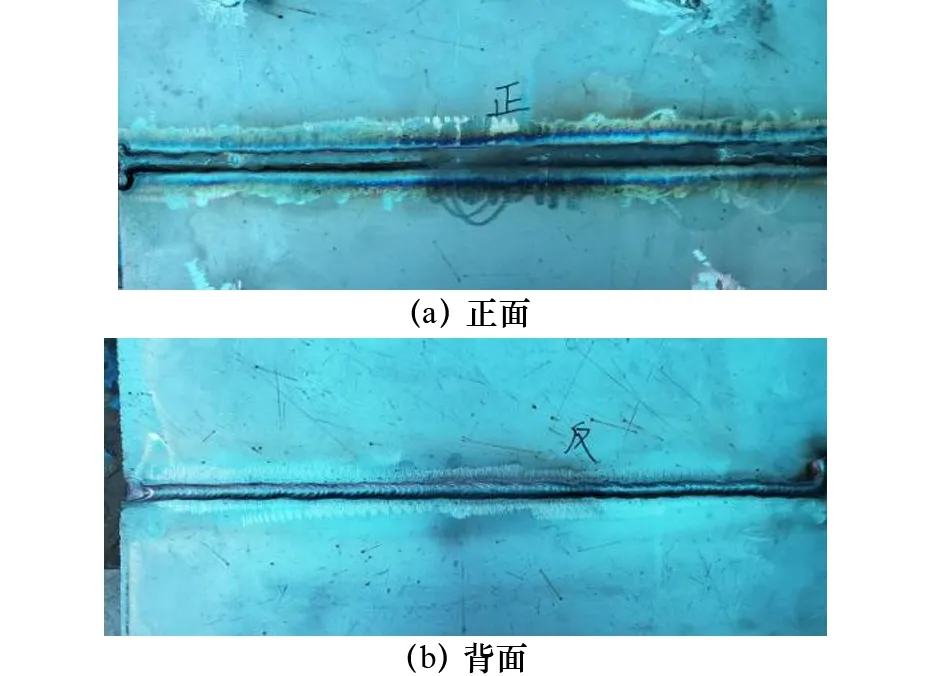
圖2 6.0 mm奧氏體不銹鋼MIG焊焊縫

圖3 6.0 mm奧氏體不銹鋼激光-MIG復合焊焊縫

圖4 8.0 mm奧氏體不銹鋼MIG焊焊縫
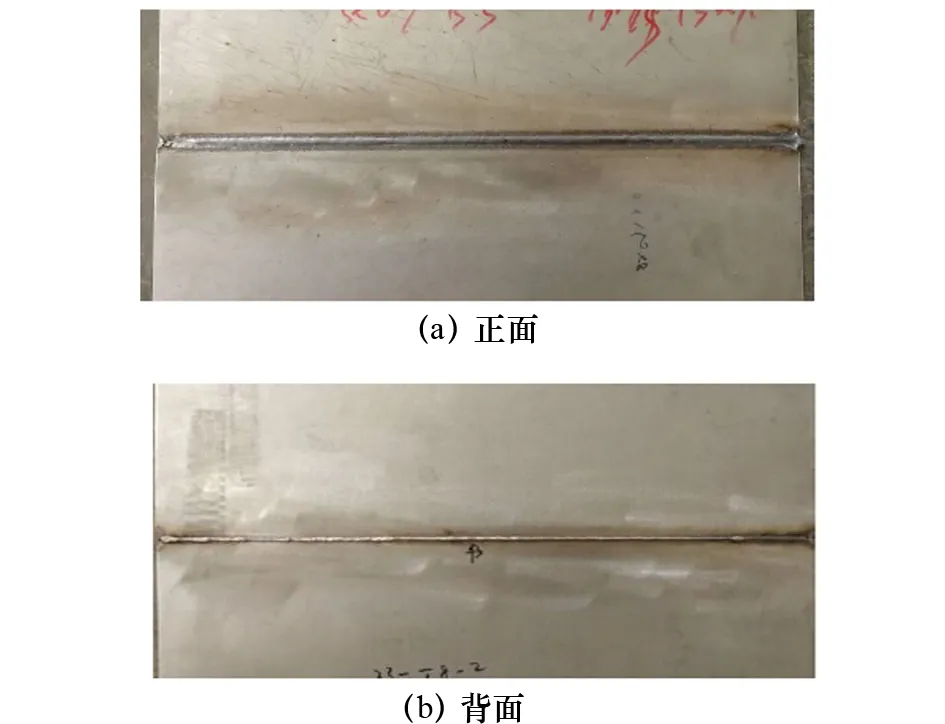
圖5 8.0 mm奧氏體不銹鋼激光-MIG復合焊焊縫
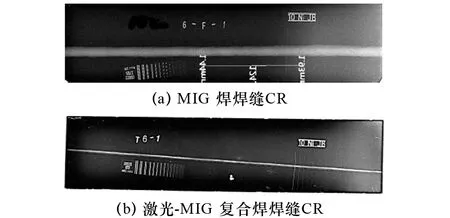
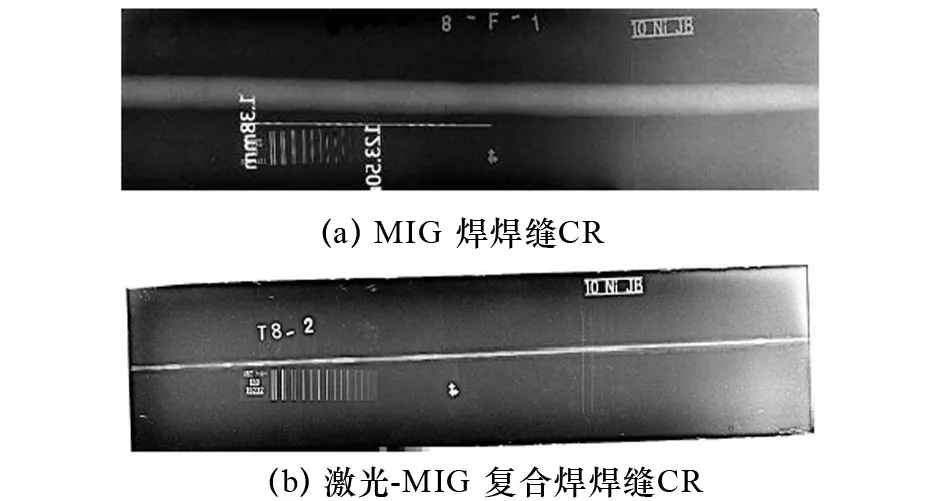
2.3 焊縫無損檢測
參考《承壓容器無損檢測:NB/T 47013—2015》中關于X射線無損檢測的要求,對焊縫進行無損檢測,檢測方法為計算機X射線成像(Computed Radiography, CR),檢測后按照評級要求對焊縫進行評價。檢測結果如圖6和圖7所示,均未發現明顯氣孔、裂紋等缺陷,全部滿足Ⅰ級檢測結果。
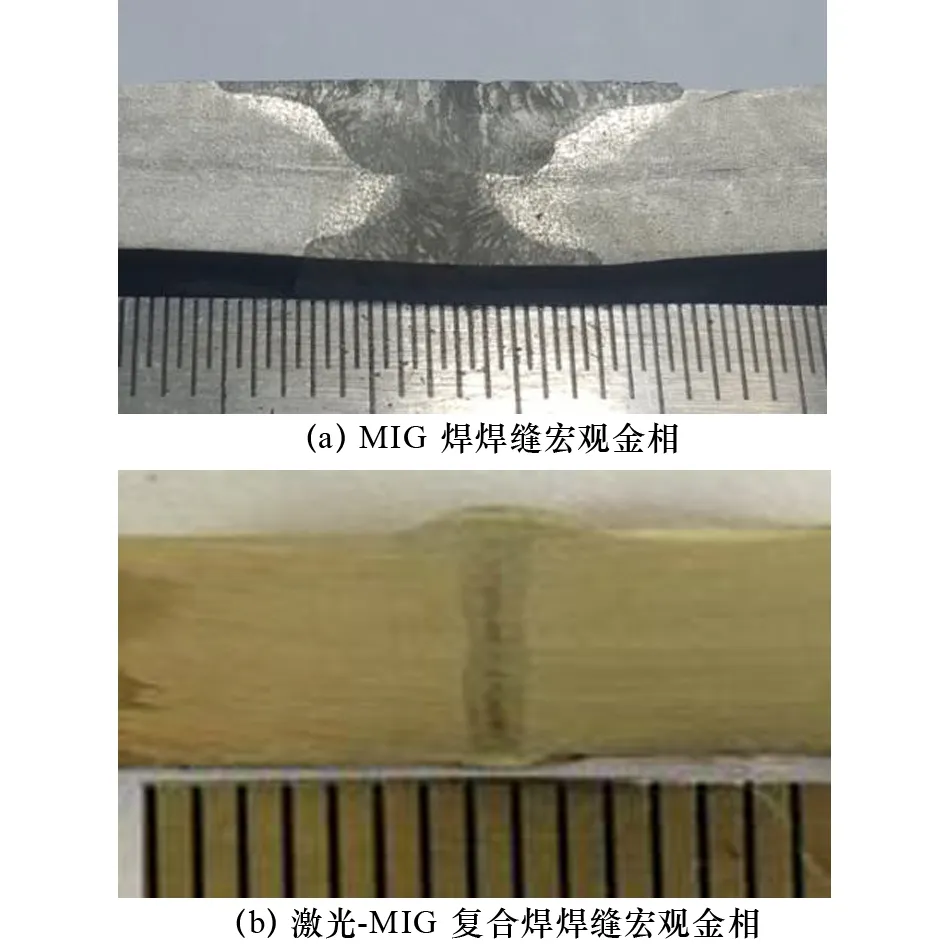
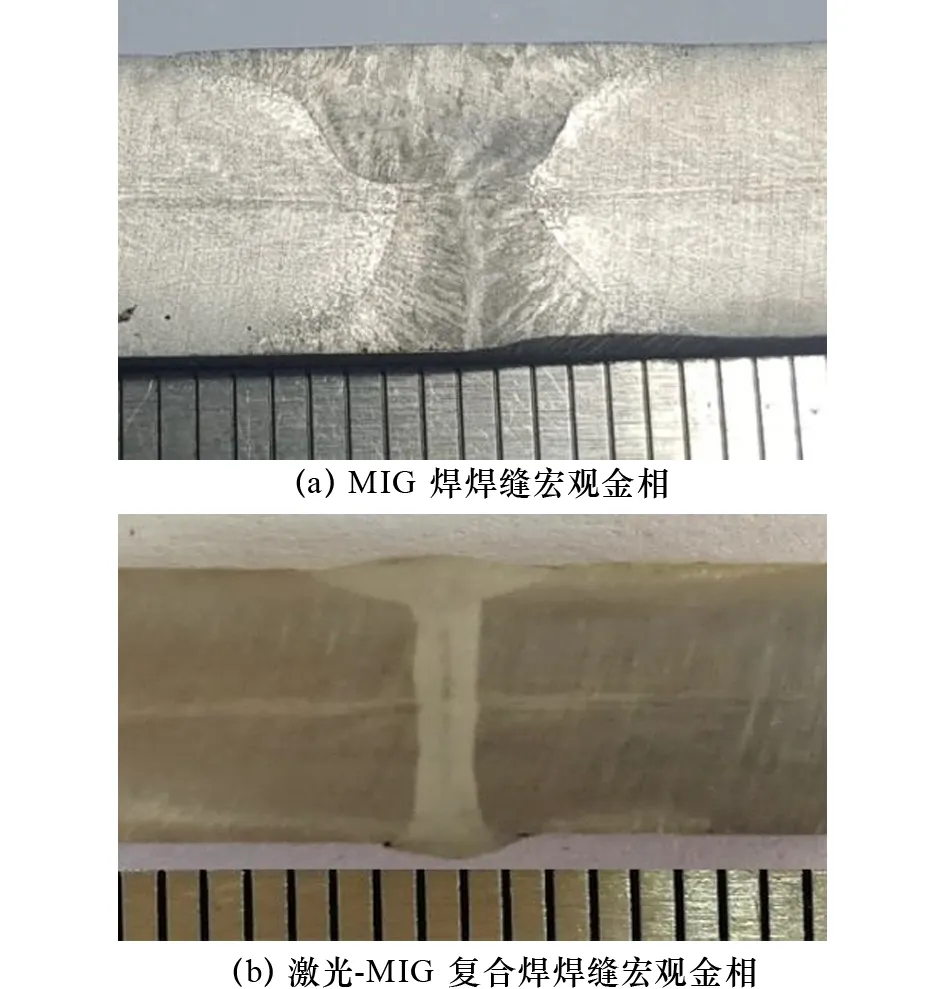
2.4 焊縫宏觀金相
采用焊縫宏觀金相方法判斷焊縫內部質量,在焊縫上使用線切割方法加工出焊縫宏觀試樣,經打磨拋光處理后使用王水溶液腐蝕焊縫試樣,腐蝕后觀察焊縫截面缺陷情況。圖8和圖9分別展示兩種焊接方式的焊縫宏觀金相,對比可見:MIG焊焊縫熔寬大、熔深淺;激光-MIG復合焊焊縫不僅具有MIG焊焊縫的上述特征,而且具有激光焊焊縫大深寬比的特征。
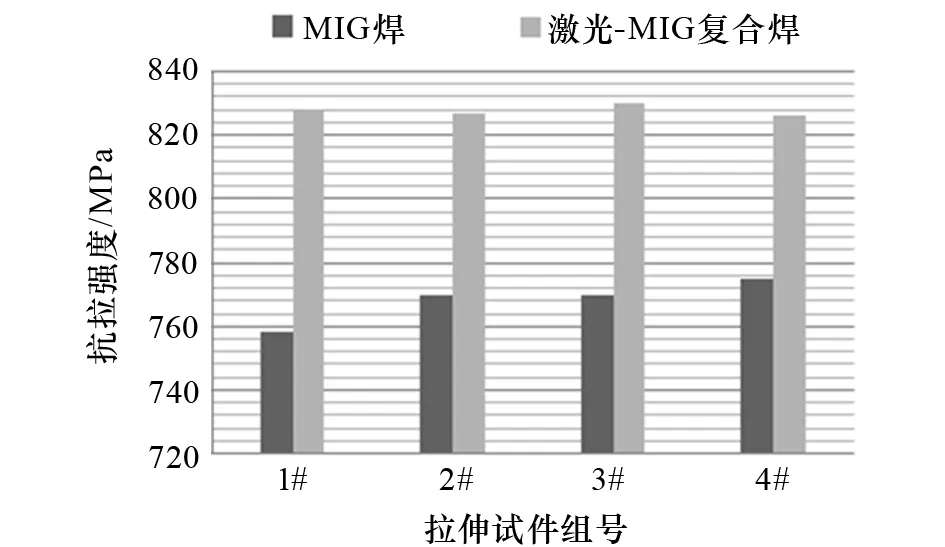
2.5 焊縫力學性能
圖10與圖11展示兩種焊接方式的焊縫力學性能,對比可見:在拉伸性能(抗拉強度)上,激光-MIG復合焊高于MIG焊約40~50 MPa,斷裂位置均為焊縫;在其他力學性能(彎曲、沖擊、硬度)上,兩者之間差別不大。究其原因,主要是激光-MIG復合焊速度快、熱輸入小,所以焊縫及熱影響區組織晶粒細小、強度較高。
3 結 論
(1) 激光-MIG復合焊結合兩種焊接工藝各自的優點:不僅具有MIG焊焊縫熔寬大、熔深淺的特征,而且具有激光焊焊縫大深寬比的特征,并且焊縫成形美觀;在力學性能(抗拉強度)上,激光-MIG復合焊高于MIG焊。
(2) 激光-MIG復合焊焊接速度快,在試驗中是MIG焊的9~10倍,并且還是單面焊雙面成形(不需要清根打磨),具有更高的生產效率和良好的工程應用前景,能夠較好地應用于內場拼板、組件的焊接。
(3) 激光-MIG復合焊一般采用I形坡口,而MIG焊一般采用V形或X形坡口,所以激光-MIG復合焊可節約大量的焊材。
(4) 激光-MIG復合焊對裝配精度要求較高,板材的I形坡口建議采用激光切割或等離子切割后機加工;激光-MIG復合焊對板材的平整度也要求較高,需采用專用的焊接夾具對焊接部位進行壓平。
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業自動化(2017年2期)2017-03-20 14:26:13
焊接(2015年9期)2015-07-18 11:03:53
制造技術與機床(2015年10期)2015-04-09 07:06:00
