間隙與墊片補(bǔ)償下復(fù)材-鋁合金結(jié)構(gòu)表面應(yīng)變的研究
2021-01-04 11:08:34葉鑫安魯陵岳烜德蔡躍波劉慶波
機(jī)械制造與自動(dòng)化 2020年6期
葉鑫,安魯陵,岳烜德,蔡躍波,劉慶波
(南京航空航天大學(xué) 江蘇省精密與微細(xì)制造技術(shù)重點(diǎn)實(shí)驗(yàn)室,江蘇 南京 210016)
0 引言
復(fù)合材料較金屬相比,具有比強(qiáng)度和比模量高、抗疲勞、耐熱、耐腐蝕性好等優(yōu)點(diǎn)[1-2],在飛機(jī)制造中應(yīng)用越來越多,并且使用部位越來越重要。如空客A380就將復(fù)合材料用于中央翼盒,而且其復(fù)合材料用量超過了50%[3]。鋁合金材料因其優(yōu)良的性能在飛機(jī)上仍具有不可替代的作用,隨著復(fù)合材料使用量的增加,復(fù)合材料構(gòu)件與鋁合金材料構(gòu)件之間的連接將大量出現(xiàn)。但是在復(fù)合材料成型過程中,由于纖維、樹脂以及模具之間熱膨脹系數(shù)的不同,其在固化以及成型脫模后都會產(chǎn)生變形,導(dǎo)致復(fù)合材料構(gòu)件和鋁合金構(gòu)件裝配時(shí)容易產(chǎn)生間隙。如果在較大間隙情況下,采用螺栓載荷將裝配間隙強(qiáng)行閉合,即強(qiáng)迫裝配,不僅會影響飛機(jī)結(jié)構(gòu)的氣動(dòng)外形,其產(chǎn)生的巨大裝配應(yīng)力更會造成復(fù)合材料構(gòu)件出現(xiàn)裂紋和分層等損傷[4]。所以間隙較大時(shí)不能采用強(qiáng)迫裝配,必須使用墊片進(jìn)行補(bǔ)償。
目前已有研究人員對此進(jìn)行了初步研究。CEPHAS Yaw Attahu等[5]研究了墊片對復(fù)合材料-鋁合金螺栓連接結(jié)構(gòu)應(yīng)力和應(yīng)變的影響,得出應(yīng)力主要集中在孔邊區(qū)域,小間隙下液體墊片補(bǔ)償效果好,在>0.9 mm間隙后,可剝墊片補(bǔ)償效果更好。CHANG J H等[6]通過試驗(yàn)測試了固體墊片和混合墊片對復(fù)合材料裝配結(jié)構(gòu)的影響,試驗(yàn)結(jié)果表明:最大應(yīng)變發(fā)生在間隙邊緣處,加入墊片之后表面應(yīng)變遠(yuǎn)遠(yuǎn)小于不加墊片時(shí)的應(yīng)變,且混合墊片可以很好地貼合不均勻間隙。張桂書[7]對單孔復(fù)合材料試件進(jìn)行了研究,分析在不同裝配間隙下試件的應(yīng)變應(yīng)力規(guī)律,得出結(jié)論:墊片補(bǔ)償后,試件支點(diǎn)處與孔邊應(yīng)變有了很大的改善。云一珅[8]模擬了復(fù)合材料構(gòu)件裝配連接的過程,分析墊片補(bǔ)償后對結(jié)構(gòu)的應(yīng)力、應(yīng)變影響,得出結(jié)論:液體墊片補(bǔ)償極大地降低了應(yīng)變集中區(qū)域應(yīng)變值,但是也使應(yīng)變較小處應(yīng)變值升高。
目前工程上沒有對復(fù)材-鋁裝配結(jié)構(gòu)的間隙補(bǔ)償工藝規(guī)范做出明確規(guī)定,關(guān)于間隙以及墊片補(bǔ)償對復(fù)合材料-鋁合金裝配結(jié)構(gòu)表面應(yīng)變的影響還缺乏足夠的研究,因此有必要深入研究間隙以及墊片補(bǔ)償對復(fù)合材料-鋁結(jié)構(gòu)表面應(yīng)變的影響規(guī)律。本文通過建立簡化的模型,抽象出帶有裝配間隙的試樣,然后對該試樣模擬螺栓連接過程,利用3D-DIC(3D digital image correlation)測量方法分析表面應(yīng)變場和位移場。在0~2 mm大間隙范圍內(nèi),探求間隙與墊片補(bǔ)償對結(jié)構(gòu)表面應(yīng)變的影響規(guī)律。
1 研究模型的建立
本文研究對象為飛機(jī)翼盒,裝配結(jié)構(gòu)如圖1所示。該翼盒由上壁板、下壁板、翼肋、前梁、后梁組成[9],其中3根翼肋為鋁合金材料,其余零構(gòu)件都是復(fù)合材料。當(dāng)鋁合金翼肋與壁板裝配時(shí),因制造與裝配偏差就會產(chǎn)生裝配間隙。本文主要研究均勻間隙。裝配簡化示意圖如圖2所示。
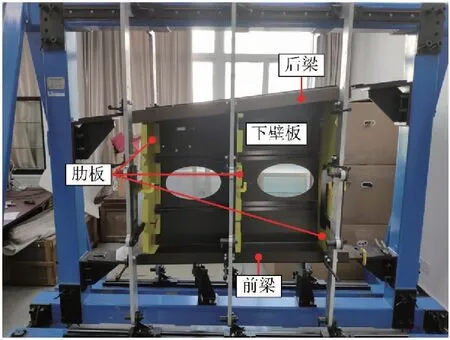
圖1 飛機(jī)翼盒裝配結(jié)構(gòu)
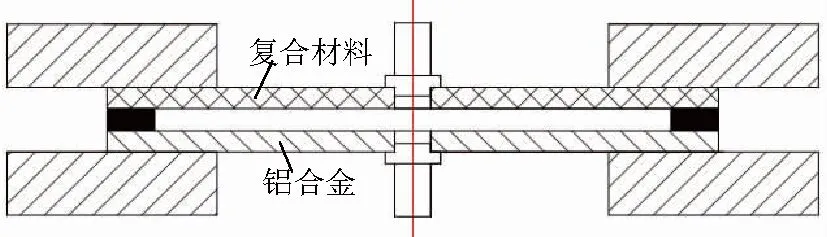
圖2 裝配間隙示意圖
2 實(shí)驗(yàn)研究
2.1 制作試樣與墊片
復(fù)合材料和鋁合金構(gòu)件尺寸如圖3所示,依照ASTM D5961[10]標(biāo)準(zhǔn)確定尺寸。其中鋁合金板厚度為4 mm,復(fù)合材料板厚度為3.76 mm。
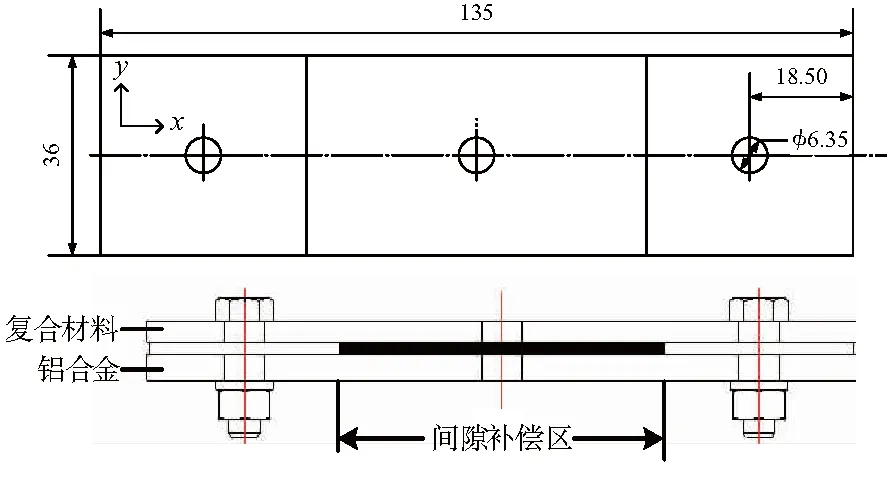
圖3 試樣尺寸
液體墊片材料為EA9394。在墊片制備過程中,先將固化劑與基體樹脂按比例混合,然后把攪拌好的液體墊片施加在復(fù)合材料試件表面,用C型夾固定,在室溫條件下等待固化完全。可剝墊片的材料為玻璃纖維,制備時(shí),根據(jù)結(jié)構(gòu)尺寸裁剪大小,并且手工剝離墊片層到相應(yīng)厚度即可。
2.2 實(shí)驗(yàn)操作
在測試前,需要對試樣表面進(jìn)行散斑處理,效果如圖4所示。通過如圖5(a)所示的加載裝置[11]來模擬螺栓連接過程。采用3D-DIC系統(tǒng)對試樣的表面應(yīng)變進(jìn)行全場三維測量。如圖5(b)所示,在測試過程中,先拍下初始試樣照片作為參考圖像,之后開始緩慢勻速施加載荷預(yù)緊力,加載的過程中不斷拍攝散斑圖像,最終保證載荷加載到8 000 N時(shí)照片的數(shù)量在50張。最后通過VIC三維軟件將后續(xù)圖像與第一張圖像進(jìn)行比較,計(jì)算出累積位移和應(yīng)變,進(jìn)而得到位移場和應(yīng)變場。
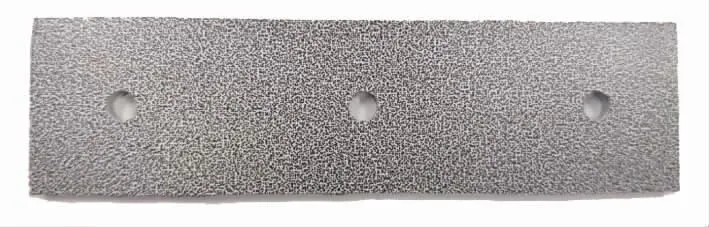
圖4 試樣表面散斑圖
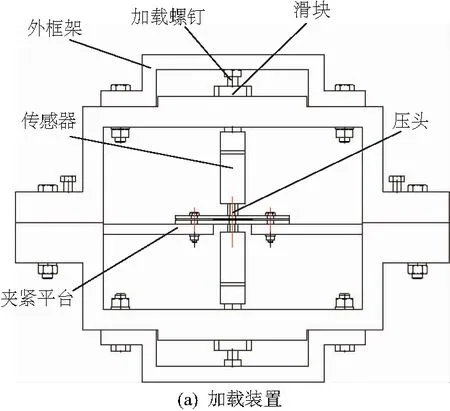
圖5 實(shí)驗(yàn)裝置
3 結(jié)果分析與討論
采用3D-DIC測量時(shí)對視野要求較高,因此本實(shí)驗(yàn)進(jìn)行時(shí)只能測量到靠外側(cè)部分區(qū)域。如圖6所示,矩形框內(nèi)的區(qū)域即為本次實(shí)驗(yàn)的測量區(qū)域。
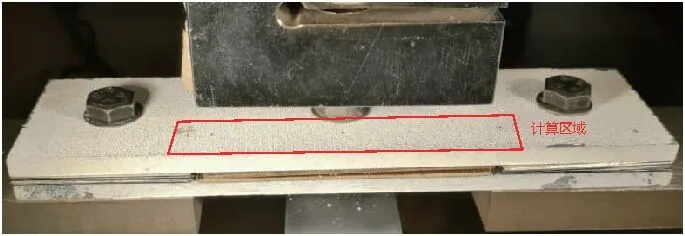
圖6 3D-DIC測量下應(yīng)變分析區(qū)
3.1 強(qiáng)迫裝配應(yīng)變分析
當(dāng)出現(xiàn)裝配間隙且未進(jìn)行墊片補(bǔ)償時(shí),強(qiáng)行擰緊螺栓使被連接件貼合,即為強(qiáng)迫裝配。強(qiáng)迫裝配下構(gòu)件會發(fā)生嚴(yán)重的彎曲變形甚至出現(xiàn)損傷。圖7和圖8分別為間隙0~2.0 mm下強(qiáng)迫裝配時(shí)復(fù)合材料表面與鋁合金表面在exx和eyy方向上的全場應(yīng)變云圖,其中exx方向?yàn)樵嚇拥目v向,eyy方向?yàn)樵嚇拥臋M向。
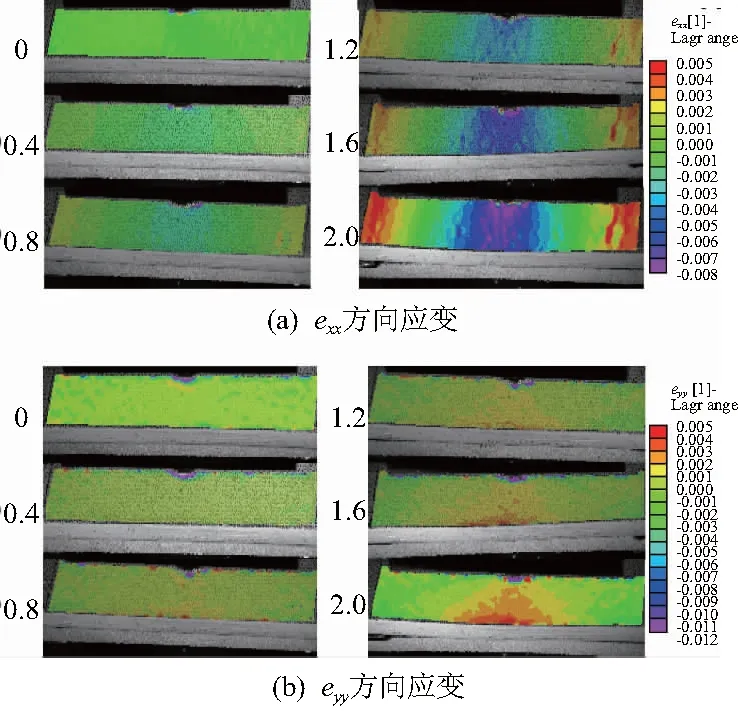
圖7 強(qiáng)迫裝配時(shí)復(fù)合材料表面全場應(yīng)變云圖
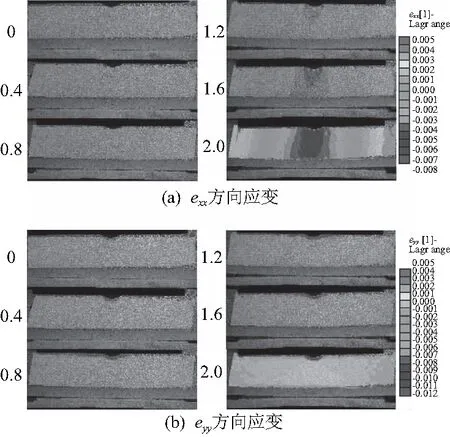
圖8 強(qiáng)迫裝配時(shí)鋁合金表面全場應(yīng)變云圖
觀察圖7(a)和圖8(a)可以發(fā)現(xiàn),試樣表面在exx方向上的應(yīng)變?yōu)樨?fù),這是因?yàn)樵嚇訌澢冃螌?dǎo)致了表面沿縱向出現(xiàn)壓縮現(xiàn)象。當(dāng)間隙在0~0.8 mm范圍內(nèi),隨著裝配間隙的增加,試樣表面在exx方向上應(yīng)變集中程度變化不大;但當(dāng)間隙>0.8 mm后,構(gòu)件彎曲程度越來越大,應(yīng)變集中范圍迅速擴(kuò)展,試樣表面exx方向應(yīng)變集中率先發(fā)生在孔邊區(qū)域,表現(xiàn)為從孔邊逐漸向兩端延伸。觀察圖7(b)和圖8(b)可以發(fā)現(xiàn),試樣表面在eyy方向上的應(yīng)變?yōu)檎饕且驗(yàn)樵嚇涌v向的彎曲壓縮引起其在橫向的拉伸,所以試樣表面在eyy方向上的應(yīng)變變化趨勢與exx方向相對應(yīng),表現(xiàn)為從孔中心向板邊緣錐形擴(kuò)散的現(xiàn)象。
觀察和比較復(fù)合材料與鋁合金試樣表面應(yīng)變場時(shí)發(fā)現(xiàn),復(fù)合材料表面應(yīng)變集中程度大于鋁合金表面應(yīng)變集中程度,這與復(fù)合材料板和鋁合金板的彎曲變形有關(guān)。因此截取間隙2.0 mm下,復(fù)合材料板與鋁合金板的位移場進(jìn)行比較,如圖9所示。其中圖9(a)為復(fù)合材料板位移場,其最高點(diǎn)與最低點(diǎn)位移差為1.24 mm;圖9(b)為鋁合金板位移場,其最高點(diǎn)與最低點(diǎn)位移差為0.73 mm。兩者位移相加后為1.97 mm,與間隙2.0 mm誤差較小,證明了實(shí)驗(yàn)的準(zhǔn)確性,同時(shí)也證明了在本次實(shí)驗(yàn)條件中,復(fù)合材料板的彎曲程度大于鋁合金板的彎曲,從而造成了復(fù)材板表面應(yīng)變集中程度大于鋁板表面。
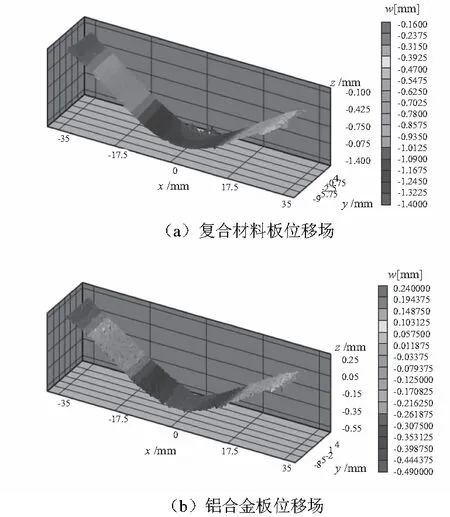
圖9 間隙2.0 mm下復(fù)合材料-鋁合金表面位移場云圖
3.2 液體墊片和可剝墊片補(bǔ)償應(yīng)變分析
圖10是間隙2.0 mm時(shí),墊片補(bǔ)償下3D-DIC在exx方向全場測量應(yīng)變云圖。從圖10中可以看出,墊片的引入使得復(fù)合材料-鋁合金連接結(jié)構(gòu)在exx方向應(yīng)變值大幅度降低,補(bǔ)償后的全場應(yīng)變與無間隙時(shí)趨勢相同。說明墊片的加入可以很好地緩解試件彎曲變形,降低在exx方向上的應(yīng)變集中程度。
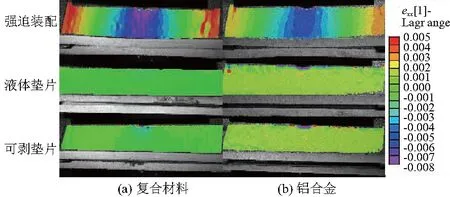
圖10 間隙2.0 mm下墊片補(bǔ)償exx方向應(yīng)變云圖
圖11是間隙2.0 mm時(shí),填隙補(bǔ)償下3D-DIC在eyy方向全場測量應(yīng)變云圖。墊片的補(bǔ)償降低了板邊緣的應(yīng)變,但對復(fù)合材料而言,在孔邊區(qū)域可剝墊片的補(bǔ)償效果反而比強(qiáng)迫裝配效果更差,這可能與可剝墊片的表面不平整有關(guān)。

圖11 間隙2.0 mm下墊片補(bǔ)償eyy方向應(yīng)變云圖
通過上述分析可得,在補(bǔ)償墊片之后,大幅度地降低了由于彎曲變形引起的應(yīng)變,但同時(shí)會增大孔邊擠壓變形,加入可剝墊片之后因?yàn)楸砻娌黄秸麕淼膽?yīng)變甚至大于強(qiáng)迫裝配時(shí)的應(yīng)變。相比之下,液體墊片效果好于可剝墊片。
4 結(jié)語
1)強(qiáng)迫裝配時(shí),構(gòu)件在exx方向上的應(yīng)變主要受彎曲變形影響,在eyy方向上的應(yīng)變與exx方向應(yīng)變趨勢相對應(yīng)。隨著裝配間隙的不斷增大,應(yīng)變集中程度都增大,且復(fù)合材料的應(yīng)變值大于鋁合金材料,即復(fù)合材料變形更嚴(yán)重。
2)墊片補(bǔ)償后,極大地改善了由于構(gòu)件彎曲變形引起的應(yīng)變,即補(bǔ)償墊片后,構(gòu)件彎曲變形大幅度降低,且液體墊片補(bǔ)償效果好于可剝墊片。
猜你喜歡
計(jì)算機(jī)應(yīng)用(2022年2期)2022-03-01 12:33:42
計(jì)算機(jī)應(yīng)用(2022年1期)2022-02-26 06:57:42
建材發(fā)展導(dǎo)向(2021年14期)2021-08-23 00:56:16
紡織科技進(jìn)展(2021年3期)2021-06-09 08:07:14
計(jì)算機(jī)應(yīng)用(2021年4期)2021-04-20 14:06:36
計(jì)算機(jī)應(yīng)用(2021年3期)2021-03-18 13:44:48
計(jì)算機(jī)應(yīng)用(2021年1期)2021-01-21 03:22:38
纖維復(fù)合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
小天使·一年級語數(shù)英綜合(2015年2期)2015-01-14 06:35:05
