車門外水切結構形式及設計分析
2020-12-30 06:59:08周銀
汽車文摘 2020年1期
周銀
(漢騰汽車有限公司,上饒 334100)
主題詞:外水切 結構形式 設計要點 車門設計
1 前言
汽車車門外水切密封條是一種既有功能要求又有外觀要求的汽車零部件,安裝在汽車車門外板止口上(如圖1),實現(xiàn)車門與車窗玻璃之間的密封以及裝飾作用。作為功能零件,其具有:防水、防塵、降噪等功能;作為裝飾零件,其具有裝飾外露車門鈑金的作用,并通過對外觀面不同材質、亮度、顏色的選擇提供不同的裝飾風格[1]。

圖1 車門外水切示意
外水切細節(jié)設計結構及生產工藝對其性能也會起到至關重要的作用。斷面的設計、端頭的設計、拉彎弧度及與周邊件的配合等都會影響到車門的外觀及外水切性能;除了設計生產工藝的選擇及工序的先后都會給產品質量帶來很大的差異。
2 外水切結構形式
2.1 按照生產工藝劃分
按照密封條生產工藝劃分,可分為一體共擠式(如圖2)和扣接亮條式(如圖3)兩種形式。一體共擠式是指膠料和骨架一起從口模擠出;日韓系車型最為常見。扣接亮條式是指本體從口模擠出,外觀亮面通過輥壓成型后裝配在本體上,歐系車型最為常見。擠出本體均可選用PP骨架和金屬骨架兩種形式,PP骨架相對質量輕且環(huán)保、成本也低。隨著汽車輕量化的發(fā)展,未來外水切本體必將逐漸向PP+TPV形式轉變。
一體擠出形式:多用于輥壓窗框車門,主流車型日韓系,單件成本較低。
扣接亮條形式:多用于復合式車門,端頭直接亮面翻邊,外觀較好,主流車型歐系,成本相對較高。
2.2 按照密封形式劃分
按照不同的密封形式劃分,可分為單披風、雙披風和泡管式3種形式(如圖4)。上述3種形式主要是基于外水切與玻璃之間密封結構的不同而定,3種形式均能達到密封的效果。雙披風形式使用車型最為普遍,但是雙披風異響概率較高;單披風結構簡單易控制,異響概率低;泡管式結構復雜,難度大,生產工藝控制要求高。
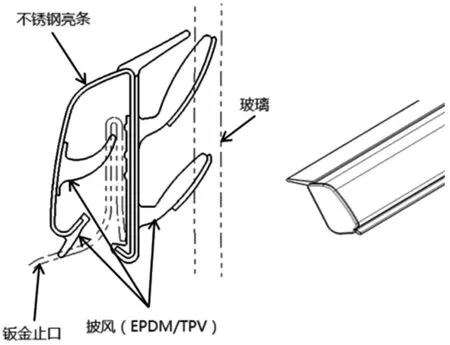
圖2 一體擠出工藝斷面示意
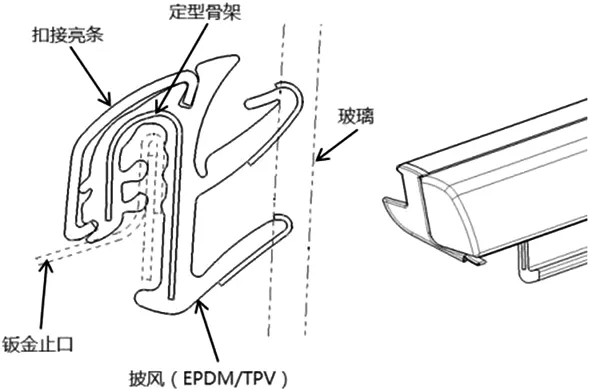
圖3 亮條扣接工藝斷面示意
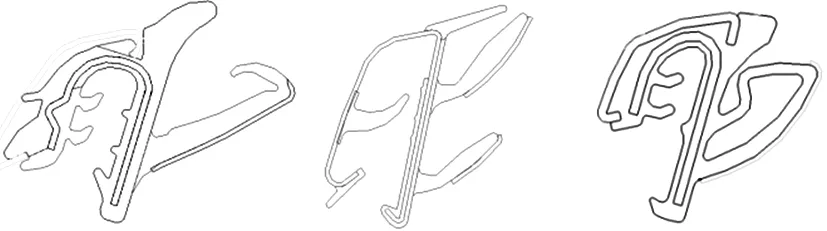
圖4 不同密封形式外水切斷面示意
2.3 按外觀效果劃分
可分為黑條、高亮黑、亮條、啞光和色彩亮條5種形式(如圖5)。黑條表面多為軟性材料直接共擠而成,也有表面附一層硬質膜的形式。高亮黑有鋁陽極氧化、不銹鋼電鍍、共擠高亮黑膜、高光注塑、噴粉和噴漆等工藝形式。亮條為不銹鋼拋光亮條,光澤度有不同等級,可根據造型需求選擇。啞光目前用的最多為鋁條,為了降低成本,不銹鋼啞光銀目前已經有車型在嘗試。色彩亮條國內目前是通過共擠不同色彩的膜和噴漆兩種工藝來實現(xiàn),色彩亮條使用車型較少,成本較高。
參加2019上海車展主要重點關注了47款新車型,其中轎車22款,SUV車型20款,MPV車型5款,其中涉及新能源車17款。關注車型里涉及日韓系、法系、德系、美系和自主系列(如圖6),為了保證調研充分性,故涵蓋各種派系車型。
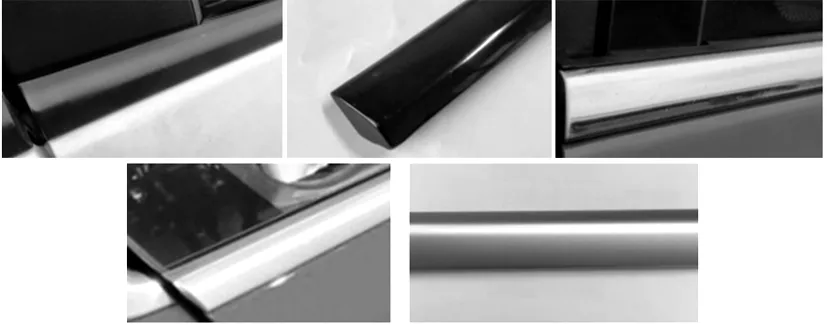
圖5 外水切不同外觀形式示意
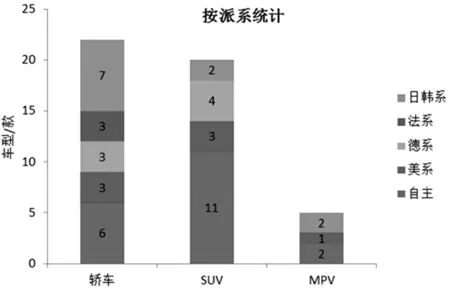
圖6 不同派系車占比
通過對重點車型調查發(fā)現(xiàn),外水切外觀大部分車型均還是采用技術成熟的不銹鋼亮條的形式,少數廉價車型依然還是用黑條形式,只有少部分新車會采用高亮黑和啞光的形式(如圖7/8)。中高端車型開始出現(xiàn)運動版車型配置外水切高亮黑外觀,而大部分高端車型依然還是使用鋁材啞光居多。

圖7 外水切外觀亮條統(tǒng)計
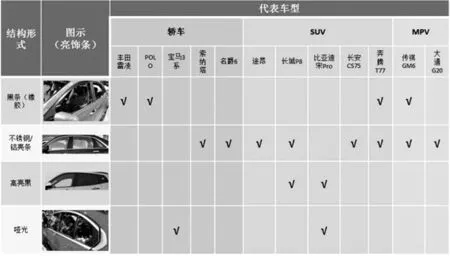
圖8 部分車型統(tǒng)計
高亮黑技術在近兩年逐漸成熟,它的運動感十足受到廣大消費者的喜愛,但是高亮黑擠出覆膜工藝依然還存在很多難題等待攻克,陽極氧化工藝成本過高,過高的成本是大部分主機廠依然觀望的主要原因。外水切啞光外觀多用在奔馳、寶馬、奧迪等豪車品牌,市場主流車型因為其鋁條的成本而一直未普遍采用,但是不銹鋼啞光工藝日趨成熟,成本相對較低。不銹鋼高亮黑和不銹鋼啞光工藝必將成為未來幾年外水切外觀亮條的發(fā)展趨勢。
3 外水切材料及設計原則
3.1 外水切材料選擇
外水切常用主要材料一般本體采用PVC、EPDM和TPV;骨架材料采用PP材料和金屬材料(不銹鋼/鋁)作為骨架;其中絨毛(尼龍/聚酯)和端蓋(PA6/PA66/PBT等)為輔材。材質的差異同樣也會影響到外水切性能及外觀的不同。
本體材料PVC目前少數低端車仍在使用,由于PVC材料生產的不環(huán)保和耐高溫差的原因,已經基本被淘汰[2]。主流車型均采用EPDM和TPV材料,EPDM擠出骨架必須選用金屬骨架;而TPV材料擠出除用金屬骨架外,也可采用PP骨架,不僅能降低成本,而且還能減重,為外水切輕量化提供很好的方向。
EPDM多采用植絨工藝[3],TPV本體材料均采用貼絨工藝;植絨工藝逐漸被取代,貼絨工藝絨毛直立度和絨毛密度一致性更好,生產工藝更為快捷。絨毛常用材質為尼龍和聚酯兩種,尼龍毛吸水性較聚酯毛要好。絨毛長度一般選擇0.5~0.8 mm,絨毛纖度選用3.3 DTex。
端蓋材料可根據功能的不同對材料進行選擇。端蓋與螺釘固定則需要保證有一定的保持力,并且保證在打螺釘的過程不出現(xiàn)滑牙、空轉等現(xiàn)象,建議選用PBT或則PA6材料。而端蓋用在卡接鈑金孔時,則需要保證端蓋的插拔力滿足要求,并且還得便于維修,建議選用PA6/PA66材料。
3.2 外水切斷面布置設計
外水切結構形式的不同,斷面結構也會有很大差異。本文主要針對某一車型的斷面結構進行斷面布置,對周邊件關系進行經驗定義,便于新項目設計時有一定參考。下面主要介紹一體擠出帶金屬亮面的斷面結構,對其主斷面設計參數定義(如圖9和表1)。
外水切除了滿足以上設計定義外,為了避免升降過程異響,斷面密封披風在植絨或則貼絨時必須包過披風尖部R角,避免軟性材料本體直接與玻璃接觸引起升降異響;同時在上披風與外觀唇壓縮變形接觸位置需要定義涂層、植絨、共擠PE帶等方法隔離,避免唇邊本體材料與披風本體直接接觸后摩擦異響。
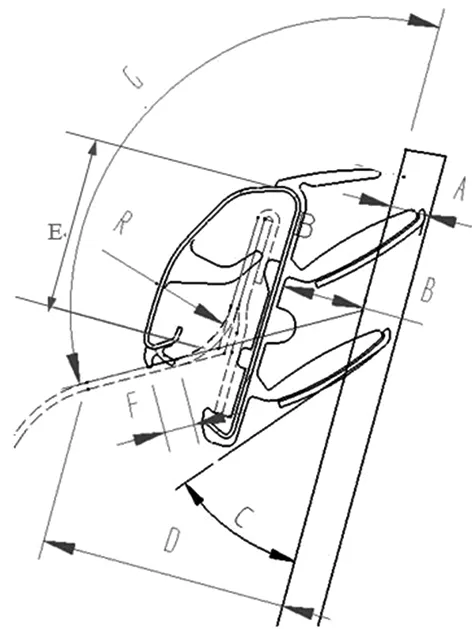
圖9 外水切主斷面設計參數

表1 外水切主斷面設計參數
外水切為了滿足造型的需求,往往外水切需要一定弧度來配合造型設計(如圖10)。弧度的大小卻決定了外水切的工藝要求,不同的密封條供應商工藝能力也不一致,這時就需要考慮工藝實現(xiàn)能力、成本、外觀質量等來校核是否需要調整造型水切外CAS。

圖10 外水切拉彎弧度示意
一體擠出的水切只能通過拉彎模具來進行拉彎,不同的斷面拉彎的弧度大小也不一致,外觀面更平順的斷面一般弧度要求R>250 mm;輥壓扣接亮條弧度要求R>150 mm;若R≤150 mm時,則只能通過沖壓亮條成型后扣接在本體上,本體無法拉彎的只能通過注塑接角來完成,此方案還可滿足亮條不等寬的造型意圖,但成本較高。
3.3 外水切端頭結構設計
不同的外水切斷面結構采用的端頭結構也不一樣,主要是對外水切兩端沖切后產生的空缺進行封堵,起到裝飾作用[1]。目前常見的3種外水切端頭結構:注塑成型的塑料件封堵端頭、注塑成型的橡膠封堵端頭和裝飾金屬材料兩端翻邊形成端蓋(扣接亮條的斷面結構)。
3.3.1 注塑成型塑料端頭
注塑成型的塑料件封堵端頭形式是通過外水切直段擠出后經后端頭沖切工藝加工后將塑料端頭裝配進去。塑料端頭設計過程需注意最重要的兩個因素就是端頭與本體的外觀匹配和端頭與鈑金的固定方式。
端頭要保證裝配和本體側面全部遮擋,考慮一致性會在端蓋與骨架內側增加限位筋,保證端蓋和本體外觀質量(如圖11)。
黑條件:外擋水為端蓋式,厚度為1.2 mm,設計段差為0.2 mm,R角為0.5 mm;前后三角窗為一體注塑,無端頭、無段差。
亮條件:前后三角塊或角窗保持注塑工藝,外擋水為端蓋式,兼顧到前后三角塊或角窗是注塑件的端頭配合,前后三角塊或角窗和外擋水為保持端頭外觀統(tǒng)一效果,端頭定義為:寬度2 mm,段差0.4 mm,R角0.5 mm。
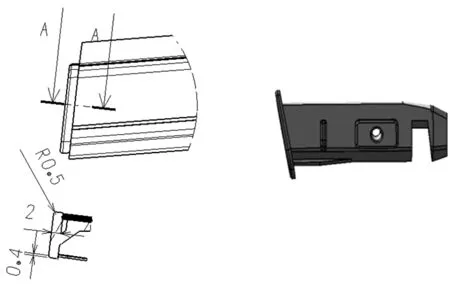
圖11 外水切塑料端蓋示意
端頭與鈑金固定方式有端頭卡子卡接固定和螺釘固定兩種形式(如圖12)。卡接固定外觀較好,但質量問題較多,難度大,常用于復合式車門結構;打螺釘固定方式簡單,牢固度好,外觀螺釘存在外露,若主密封注塑接角遮擋則成本較高,常用于輥壓上段式車門結構。
卡接固定設計分別需要考慮自身結構強度、孔位的布置、卡接結構與孔位干涉量和插拔力大小的設定,但是此結構拆卸過程卡扣有斷裂風險,維修過程卡扣斷裂需更換新件。螺釘固定需保證力矩在1.5±0.5 N·m,保證裝配后有效牙距2個以上,在裝配和使用過程中螺釘不得松動、滑牙等;螺釘與外水切外觀面間隙2 mm以上,確保外觀質量;兩端都打螺釘時要注意鈑金孔靠B柱為圓孔作為定位,另一端為腰型孔。
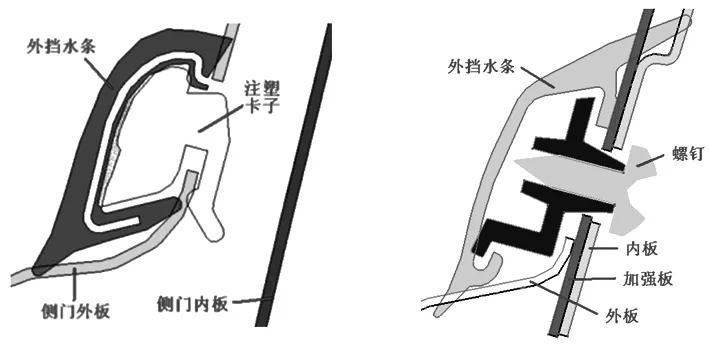
圖12 卡接固定與螺釘固定示意
3.3.2 注塑成型橡膠端頭
注塑成型的橡膠端頭主要體現(xiàn)在黑條上,除了用端蓋封堵端頭,注塑橡膠反而外觀顯得更加一致(如圖5)。固定方式與上文一致,只是在外觀上有區(qū)別;注塑橡膠需注意模具溫度、壓力、保壓時間等,工藝的好壞決定了產品的外觀是否有明顯色差和溢膠等。
3.3.3 金屬亮條翻邊端頭
金屬亮條翻邊端頭有兩種形式。一種是常見的亮條扣接形式(如圖3/5),直接亮條輥壓成型[4]后端頭翻邊,后工序亮條裝配到擠出本體上;另一種則是金屬亮條與軟性材料一起擠出后,后工序亮條端頭翻邊的形式(如圖13),若采用此形式在前期斷面設計的時候就必須選用特定的斷面,后期調整會影響造型。
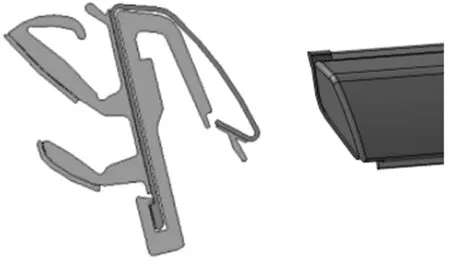
圖13 共擠亮條翻邊端頭示意
3.3.4 其它細節(jié)設計
為了避免外水切唇邊與玻璃導槽發(fā)生干涉,水切的唇邊沖切端與玻璃導槽之間有≤1 mm的間隙;所以水、灰塵和噪音都有可能進入到門腔,為了減少水、灰塵和噪音進入門腔,所以在水切沖切端處貼上海綿條堵住縫隙。
海綿條粘貼(如圖14)時必須保證海綿條處于自然狀態(tài),不要拉的太緊,兩端必須留有一定的長度(建議≥10 mm)。
海綿條規(guī)格:外擋水兩端海綿條規(guī)格建議3×5×L(L根據端部實際長度來確定,單位為mm)。
海綿條材料:選擇EPDM(發(fā)泡)材料,建議密度70~160 kg/m3。
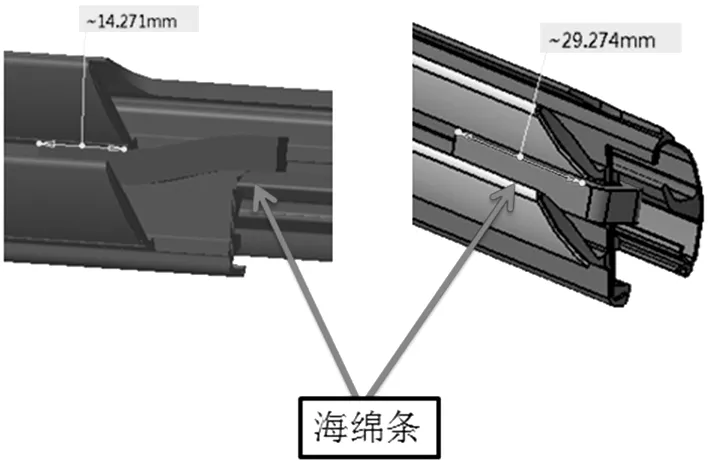
圖14 外水切海綿條布置示意
4 結束語
外水切的斷面設計已經不是難題,本文只是針對某一車型外水切斷面布置邊界及細節(jié)要點進行經驗分享;端頭設計和亮條顏色的多樣化,讓消費者有了更多的選擇。端頭金屬翻邊端頭將是一種趨勢,不銹鋼共擠翻邊也將會有越來越多的車型會采用;而PP+TPV將成為外水切輕量化的重要手段。本文認為外水切高亮黑和啞光外觀是未來發(fā)展的趨勢。
猜你喜歡
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
