高強度自鎖螺母工藝攻關
2020-12-21 02:31:54宋碧秋楊鵬周輝王熔
魅力中國 2020年39期
關鍵詞:工藝
宋碧秋 楊鵬 周輝 王熔
(中航動力株洲航空零部件制造有限公司,湖南 株洲 412002)
一、概述
目前公司已生產的自鎖螺母材料主要以合金鋼和不銹鋼為主,自鎖變形多為兩點收口形式,執行的標準是1983年版的航標,試驗項目僅有5項。目前航空發動機用自鎖螺母多以高溫合金材料為主,自鎖變形有兩點、三點、四點、開直槽等收口形式,執行的標準有HB、GJB、以及各專用技術條件,標準所要求的試驗項目增加。高溫合金類材料自鎖螺母我公司目前僅加工過材料GH2132的自鎖螺母。因此,公司要進一步研究并熟悉高強度自鎖螺母標準,開展制造工藝、試驗工裝的研究制造,并確定了零件材料為GH738的高強度自鎖螺母作為首批試制產品。
二、工藝分析
(一)設計圖熱處理要求
零件材料均為GH738,熱處理要求固溶、時效HRC32-42。
(二)零件加工特點
需滿足《使用溫度高于450℃的自鎖螺母通用規范》技術條件,按規范要求需進行微觀組織、表面不連續性、80%軸向載荷、100%軸向載荷、扳擰性能、室溫下15次鎖緊力矩、五次加溫加載后空冷到室溫檢查鎖緊力矩、永久變形、振動試驗共9項試驗,該兩個零件收口采用兩點收口及三點收口兩種方式。
三、加工難點和解決措施
(一)產品加工難點
零件均采用鐓制毛坯,零件十二角型面毛坯鐓制成型,從零件圖可以看出,零件外形結構加工工藝不存在加工難點,按技術條件要求,零件自鎖力矩要求最大為5.3N.m。加工難點主要體現在目前我公司無加工GH738自鎖螺母加工經驗,且HB、GJB技術標準對英制螺紋收口尺寸無可參考、借鑒資料查詢,為滿足零件自鎖性能要求,零件收口尺寸需摸索、驗證,同時我公司從未加工過在十二角型面進行三點收口的零件,對收口夾具結構需進行分析、驗證。以往試驗用工裝能否滿足試驗要求需摸索、驗證。因此摸索決GH738材料零件收口量及收口方式、設計合理的試驗工裝是確保產品試制成功的關鍵。
經工藝分析、研究,制定了如下工藝方案并通過了工藝評審:
毛坯—固溶—車工(加工螺紋底孔及端面)—攻螺紋—車工(去端面余量)—車工(定長)—鉗工—檢驗—壓扁收口—檢驗—時效—熒光檢驗—微觀組織檢查—鍍銀—檢驗—80%軸向載荷——100%軸向載荷——扳擰性能——室溫下15次鎖緊力矩——五次加溫加載后空冷到室溫檢查鎖緊力矩—永久變形—振動試驗—檢驗——組合——檢驗
(二)產品試制工藝實施過程及解決措施
1.收口尺寸確定
結合以往加工經驗,前期025產品試制對收口尺寸進行了工藝數據摸索,從表1可見,進行了兩組數據摸索,一組按設計圖收口要求收口前外圓尺寸為φ7.18,一組按φ7.55加工,隨著零件壁厚的增加、收口量適度降低的情況下,零件的性能更好,經咨詢設計,設計提出收口部位尺寸φ7.18工藝可作為參考尺寸進行,但零件加工需滿足性能要求及不影響扳擰使用,因此確定了零件收口部位工藝要求:收口前尺寸為φ7.55,收口尺寸為φ7,并按自鎖螺母通用規范和自鎖螺母試驗規范要求進行了自鎖性能驗證,各項性能試驗滿足設計圖樣要求。
029根據試驗結果也確定了零件收口尺寸,并按自鎖螺母通用規范和自鎖螺母試驗規范要求進行了自鎖性能驗證,各項性能試驗滿足設計圖樣要求,但因零件收口位置為毛坯表面,零件收口尺寸與以往加工的產品收口尺寸公差要求有所不同,此次零件毛坯為同一模具加工,十二角收口處尺寸變化不大,零件收口部位工藝要求:收口前尺寸為7.07min,收口尺寸為φ7,在后續加工中還需根據不同毛坯尺寸確定收口量,不斷積累數據,確保零件性能滿足設計要求。
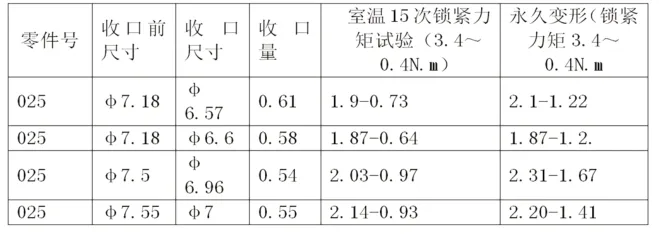
表1 025收口、性能試驗數據
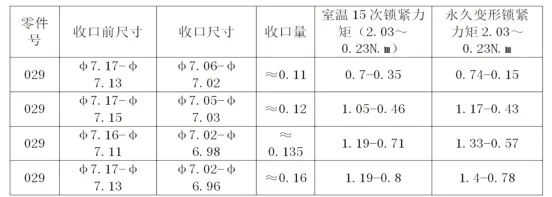
表2 029收口、性能試驗數據
2.收口夾具設計及驗證。
自鎖螺母兩點收口方法為我公司成熟工藝,025零件收口不存在技術難點,完全能滿足加工要求。但029自鎖螺母需在十二角頭毛坯面徑向收口則為我公司首次加工,無可借鑒的產品,通過工藝研究,確定了零件裝夾定位方法及收口夾具形式,采用零件十二角型面定位,在液壓機床上夾具通過錐套、滑塊將軸向力轉換為徑向力實現零件徑向三定收口,經驗證能滿足零件收口加工需求。
3.組合工藝的確定
805帶墊圈的自鎖螺母組件由025(十二角自鎖螺母)及016(墊圈)組成。
零件組合采用錐面配合,以保證墊圈與自鎖螺母組合后連接可靠,墊圈采用沖壓加工成型,10°(見圖示箭頭處)單件錐面不加工,在組件中收口的工藝,但墊圈加工工藝與設計要求存在尺寸10°單件保證要求不一致,需與設計協調完善。經自制組合加工,加工的零件滿足設計要求。
4.扭力試驗工裝的設計
自鎖螺母試驗工序按自鎖螺母試驗規范要求,對試驗用工裝進行了完善,并結合試驗規范,在進行軸向載荷試驗、室溫下15次循環鎖緊性能試驗、永久變形試驗、振動試驗時均要求試驗用心棒強度等于被試螺母強度等級的要求,對試驗用螺紋心棒的材料、硬度及螺紋尺寸進行了明確。試驗工裝見下圖所示,所設計的試驗工裝滿足了試驗要求。
5.五次加溫加載后空冷到室溫檢查鎖緊力矩試驗試驗參數的計算
五次加溫加載后空冷到室溫檢查鎖緊力矩試驗按試驗規范要求試驗螺母旋入試驗螺栓2倍螺距并滿足最大鎖緊力矩值,擰緊螺母使試驗螺栓伸長△L以施加最大工作載荷,△L值要求精確到±0.001mm。△L=σ/E(M+3H/4+Ld32/d2-L)
式中:σ-螺栓的軸向強度,MPa;
M-襯套長度
E-螺栓的彈性模量,MPa
L-螺栓光桿的長度(不包括不完全螺紋),mm
H-被試螺母的總高度,mm
d3-螺栓螺紋小徑最大值,mm
d-被試螺栓桿的實際直徑(在L范圍內測量),mm
組合件加載后,在室溫下保持1h,再測量伸長量,必要時,重新調整伸長量,以保證要求的預載荷。加熱組合件到產品標準規定的溫度并保溫到規定時間,取出組合件,緩慢空冷到室溫,然后清刷螺栓伸出部分螺紋。擰出半圈,卸除軸向載荷,停頓一下之后,自鎖螺母鎖緊裝置與螺栓仍處于全旋合狀態的情況下,測量螺栓相對于螺母開始松動的最小鎖緊力矩,應符合標準的規定。這種通過拉伸試驗螺栓伸長△L以施加最大工作載荷的方法與以往加工的HB5642標準直接規定施加載荷量不同,需工藝根據實際工裝尺寸精確計算。
四、結論
通過合理的安排工藝路線及完善工藝裝備,同時與各位專家、操作者的共同努力、按現行工藝規程加工能滿足產品加工需求,所加工的產品滿足設計圖樣要求,各項性能試驗符合技術條件要求。同時填補了我公司加工高強度(GH738)材料自鎖螺母及十二角型面自鎖螺母三點收口的空白,為后續該類型零件加工積累了加工經驗。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52