RGV動態(tài)調度策略研究
2020-12-04 05:24:30方衛(wèi)杰賴威鵬耿昆侖趙凱芳
數字通信世界 2020年11期
關鍵詞:模型
方衛(wèi)杰,賴威鵬,耿昆侖,趙凱芳
(1.天津大學仁愛學院信息工程系,天津 301636;2.天津大學仁愛學院數學教學部,天津 301636)
0 引言
隨著信息技術的快速崛起,自動化控制、機電一體化和機械智能化的發(fā)展,工業(yè)上出現(xiàn)了越來越多的自動化加工的車間與工廠。RGV(Rail Guide Vehicle)軌道式自動引導車被廣泛應用于物流運輸和物料加工。由于實際生產的時候是一輛RGV對多個CNC(Computer Number Controller),合理的安排RGV的調度策略是提高生產效率的重要因素。
1 基于貪心算法建模思想
考慮到 RGV的調度與物料的加工是動態(tài)過程,本文采用貪心算法。 貪心算法(又稱貪婪算法)是指,在對問題求解時,總是作出在當前是最好的選擇。基本思想是:每次從系統(tǒng)每一步結束處出發(fā)一步一步地進行,根據某個優(yōu)化測度,每一步都要確保能獲得局部最優(yōu)解。每一步只考慮一個數據,選取其應該滿足局部優(yōu)化的條件。
針對本問題,RGV每走一步之前會先向下搜索三層,找出這三步總用時最短的一條路線,然后RGV會選擇該路線的第一步作為局部最優(yōu)路線。貪心選擇圖示如下:
C - CNC的編號
T - RGV移動所需的時間
F - 層數

圖1 貪婪算法選擇示意圖
2 雙工序無故障調度模型
將加工第一道工序的CNC稱為A類CNC,而加工第二道工序的CNC稱為B類CNC。
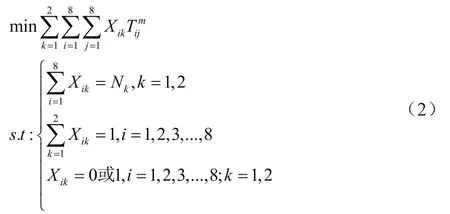
2.1 兩道工序CNC的數量和分布位置模型
針對有兩道加工工序的情況,確定CNC的排布位置,使得系統(tǒng)加工物料的效率更高.通過兩道工序加工所需的時間Tf,Ts來確定分別加工兩道工序的CNC的臺數N1,N2。

兩道工序CNC的位置分布關系到RGV總體的調度效率,即RGV從A類CNC處到B類CNC處所需的時間盡可能的少。
則可建立如下模型:
2.2 雙工序無故障調度模型
物料第一道工序加工完成后,無需清洗,直接進行第二道工序;在初始狀態(tài)時,無論加工兩道工序CNC的比例是多少,RGV總是先為所有的A類CNC上料;在為B類CNC上下料前,必須先為A類CNC下料,并攜帶已完成第一道工序的物料,而后對B類CNC進行上下料,所以無需專門為A類CNC上下料,只需研究第二道工序時RGV的調度。
取料階段RGV所需時間:

上料階段RGV所需時間

則對B類CNC進行一次上下料處理所需總時間為:

綜上所述可得動態(tài)規(guī)劃模型為:

2.3 模型求解
(1)由兩道工序CNC的數量和分布位置模型,得到 A、B類CNC分布.下圖為一二道工序所用時間不同比例下的CNC的分配案示意圖:
圖2 A、B類CNC分布
(2)調度模型求解:
算法步驟:
Step2:因為B類CNC需要A類CNC提供已完成第一道工序的物料,所以RGV會先給所有的A類CNC上好料再給B類CNC上料,下圖為CNC在各種比例下,工作開始時A類CNC上的順序:

圖3 初始RGV移動方式
Step3:遍歷RGV下一步所有可能的走法,并找出其中耗時最少的哪條路線。
Step4:循環(huán)往復步驟三,直到加工總時間超過一個工時退出循環(huán)。
Step5:最后輸出算法結果。
(3)將結果繪制成甘特圖,由此可得RGV的調度策略,這里只給出RGV前3000秒在三組不同情況下加工時間及工序的甘特圖。橫軸為時間刻度,縱軸為CNC的編號(由上到下依次為1-8)。圖4為RGV前3000秒在三組不同情況下給CNC做上下料處理的時間與工序的甘特圖。

圖4
3 實物模型
圖5 智能加工系統(tǒng)模型

圖6 樹派編程環(huán)境
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫(yī)學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
