感應釬焊工藝對釬縫組織和性能的影響
2020-12-01 08:01:18張冠星張雷沈元勛董宏偉
焊接 2020年7期
張冠星,張雷,沈元勛,董宏偉
(鄭州機械研究所有限公司,新型釬焊材料與技術國家重點試驗室,鄭州 450001)
0 前言
金剛石、硬質合金具有較高的耐磨性,故制成的工具特別適合加工硬脆材料尤其非金屬材料,如石材、墻地磚、玻璃、陶瓷、混凝土、耐火材料、磁性材料、半導體、寶石等;也可以用于加工有色金屬、淬火鋼、鑄鐵、復合耐磨木板等。近30年來金剛石、硬質合金工具得到高速發展,已廣泛應用于建筑、建材、石油、地質、冶金、機械、電子、陶瓷、木材、汽車等工業。釬焊技術是該類型工具制造過程的關鍵技術之一,在切、磨、鋸、鉆等工具中無一不依靠釬焊實現金剛石/硬質合金與基體的連接,其中釬料選擇及釬焊工藝水平直接決定著工具使用壽命。目前對金剛石/硬質合金工具釬焊用釬料的研究較多[1-6],釬焊工藝方面系統研究較少,而如釬焊工藝操作不合理,必然會造成脫焊,從而造成較為嚴重的損失。因此,分析并提高釬焊工藝水平具有重要的現實意義。
硬質合金及金剛石工具釬焊連接一般采用感應釬焊方式,該工藝具有加熱迅速、操作靈活、效率高等系列優點,已經在不銹鋼、硬質合金、金剛石等材料焊接中得到廣泛的應用。感應釬焊時,釬焊溫度(功率百分比)、釬劑涂敷量、加熱時間等釬焊工藝參數的選擇至關重要,文中以釬焊硬質合金銑刀為例,采用國標釬料BAg49ZnCuMnNi進行釬焊連接,系統研究釬焊工藝參數對釬縫組織和性能的影響,為現場操作人員提供技術參考。
1 試驗
1.1 試驗用釬料及釬劑
試驗選用銀、銅、鋅、鎳、錳等原材料按照50%Ag, 16%Cu, 22%Zn, 4.5%Ni, 7.5%Mn(質量分數)的配比關系,依次經過熔煉、澆注、擠壓、軋制、酸洗、成品軋制、分切等生產工序制備成所需尺寸。將采用上述方法制備的釬料表面進行清潔,不得有影響釬焊性能的油污、雜質、脫皮、裂紋及氣泡等缺陷。釬料和釬劑基本性能見表1。
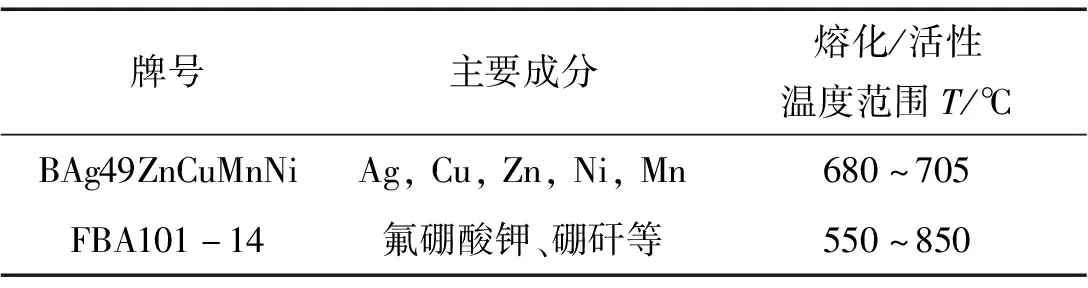
表1 釬料和釬劑基本性能
1.2 試驗方法及設備
將待焊基體依次用400號、800號、1 500號砂紙進行打磨,再用酒精清洗去除表面污物,放入干燥箱內烘干備用。試驗用高頻感應焊機額定功率為35 kW,通過調整釬焊溫度(功率百分比)、釬劑涂覆量、保溫時間等工藝參數中的某一個參量研究其對釬縫質量的影響規律。其中功率百分比分別設定為45%,47%,49%,51%,53%,55%,57%,59%,61%;保溫時間分別設定為1 s,3 s,5 s,6 s,7 s;釬劑涂敷量參數設定3種,具體指標見表2。

表2 釬劑涂敷量參數
每個工藝條件下焊接20個試樣,焊接完后去除焊接部位多余焊瘤分別進行抗拉強度和抗剪強度測試。其中抗拉強度測試選用E45.105 MTS萬能力學試驗機進行測試,測試結果選取測量值的平均值;抗剪強度選用的是非標自動化抗剪強度測試儀,試驗力分別為245 N,294 N。使用Phenom ProX掃描電鏡進行斷口形貌、微區組織和能譜分析。
2 結果與討論
2.1 釬焊溫度
釬焊過程中溫度的選擇至關重要,溫度過高過低都會產生一些缺欠。通常情況下,以高于液相線溫度30~50 ℃為最佳釬焊溫度。表3為相同焊接時間、釬劑用量過量條件下,采用不同功率百分比進行焊接時釬縫宏觀形貌及抗剪強度測試結果,圖1為不同功率百分比對釬縫抗拉強度的影響。
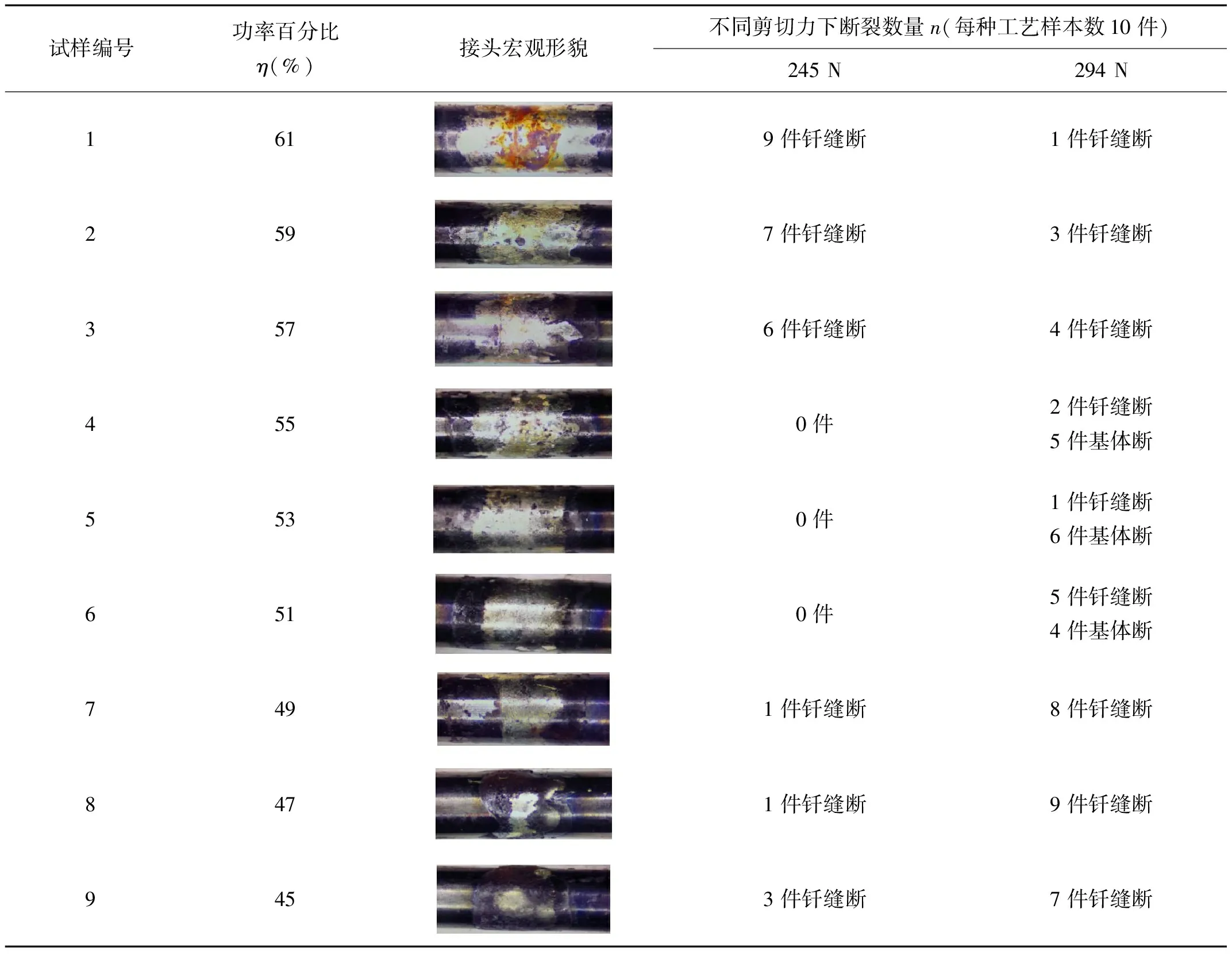
表3 不同功率百分比下接頭形貌

圖1 功率百分比對釬縫抗拉強度的影響
從表3中可以看出,當功率百分比在45%~49%時,此時的釬焊溫度較低,釬劑的作用不能充分發揮出來,釬料不能充分潤濕母材,釬縫處焊瘤多;釬料粘度增大,釬縫中氣體很難逸出,極易在接頭處產生氣孔、夾渣、造成假焊等缺陷,致使接頭的抗拉強度、抗剪強度在該溫度下降低。當提高功率百分比到51%~55%時,釬縫區域光滑明亮,245 N抗剪強度測試無斷裂情況,增加到294 N時,大部分斷裂在基體處,整體抗剪強度較高;從圖1抗拉強度的測試結果亦可看出此時釬縫抗拉強度達到420 MPa以上。繼續升高釬焊溫度,當功率百分比達到59%以上時,釬縫處表面開始變黃、發黑,釬縫強度急劇下降。從圖1還可以看出高溫對釬縫強度的損傷程度要明顯高于低溫的影響,其主要原因為釬劑在高溫開始失效,無法對被焊區域進行有效保護;另外溫度過高也易造成大量氣體溶入釬料,如果此時釬料凝固,則造成釬縫處氣孔率較高;同時溫度高時釬料中部分組元開始蒸發,并伴隨母材晶粒長大、熔蝕等現象發生,致使母材變形,甚至是熔穿,接頭強度極低,造成焊件無法使用[7-8]。
選取1號試樣抗拉強度斷口進行微觀組織分析,發現釬縫內部氧化現象非常明顯,如圖2所示。圖2a中淺灰色為富銀相,深灰色為富銅相。從圖3中可以看出整個觀察區域內均出現氧元素的富集(如圖3c);從圖3b、圖3c、圖3d上亦可以看出富銅相的抗氧化能力明顯低于富銀相;圖3f中在Mn元素富集的地方氧元素富集,釬料中的Mn能雖然能提高釬縫強度,但其較易氧化,溫度過高時氧化更為明顯。

圖2 1號試樣釬縫斷口形貌
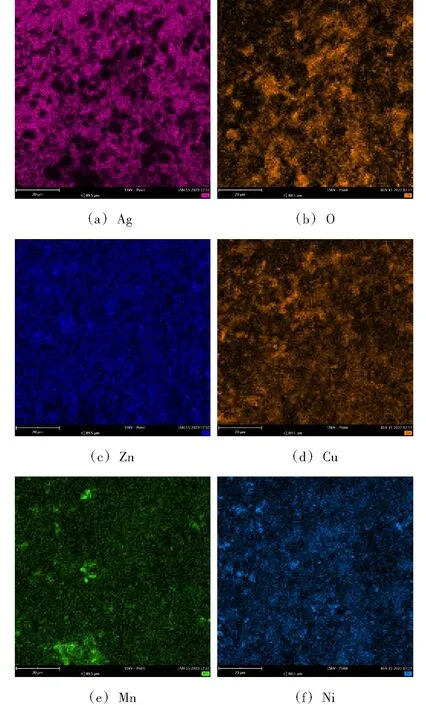
圖3 1號試樣釬縫斷口元素面掃描
2.2 保溫時間
釬焊過程中保溫時間這一工藝參數對釬焊接頭力學性能的影響亦非常重要。表4是選取功率百分比51%,釬劑涂敷過量條件下保溫不同時間的釬縫形貌和抗剪強度結果,圖4為不同保溫時間對釬縫抗拉強度的影響。

表4 不同保溫時間下接頭形貌和抗剪強度

圖4 保溫時間對釬縫抗拉強度的影響
從表4中可以直觀看出,當釬焊過程中保溫時間較短時,釬料雖然已經熔化,但其與母材的潤濕還并不充分,此刻使釬料迅速凝固,釬縫處焊瘤明顯,釬著率明顯降低,同時熔融釬料中的氣體不能充分析出,造成此時釬縫中的氣孔率也比較高,接頭抗拉強度和抗剪強度均較低,此時釬縫抗拉強度只有320 MPa。延長保溫時間至5~6 s時,釬料在母材上的潤濕性得到明顯提高,氣孔率也開始下降,釬焊接頭的性能明顯提高,245 N抗剪強度測試無斷裂情況,抗拉強度達到410 MPa以上。但是繼續延長保溫時間,釬劑將失去保護能力,釬料開始氧化,接頭強度開始下降。見表4中的14號,釬縫表面開始變黃,而此時也易造成母材熔蝕等缺陷情況的發生[9-11]。
2.3 釬劑用量
釬劑是保證釬焊過程順利進行和獲得致密接頭必不可少的。釬劑的作用是清除熔融釬料和基體表面的氧化物,溶解那些不希望出現的殘留化合物,以及保護釬料和基體表面不被繼續氧化。
選取功率百分比51%,保溫時間5 s條件下,分別進行涂敷A,B,C不同量的釬劑進行焊接試驗。試驗結果發現,隨著涂敷釬劑量的增加,釬縫處得到很好的保護,整個釬縫區域光滑發亮。3種條件下的釬縫抗拉強度測試結果如圖5所示,隨著釬劑量的增加,接頭強度變化不大,基本穩定在410 MPa以上,其中在涂敷C量釬劑的接頭試樣測試時出現了部分低值,后對其進行微觀組織分析,結果如圖6所示。
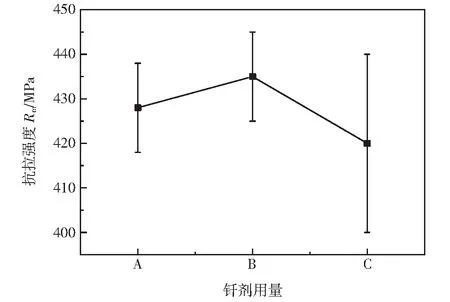
圖5 釬劑用量對釬縫抗拉強度的影響

圖6 涂敷C號釬劑接頭斷口微觀組織(同一斷口不同位置)
從圖6和表5的能譜分析可知,釬縫界面出存在部分釬劑夾渣,這是其強度降低的主要原因,因此,釬焊過程中涂敷過量釬劑如果排渣不完全亦會影響釬焊性能,因此必須合理控制釬劑用量[12-15]。
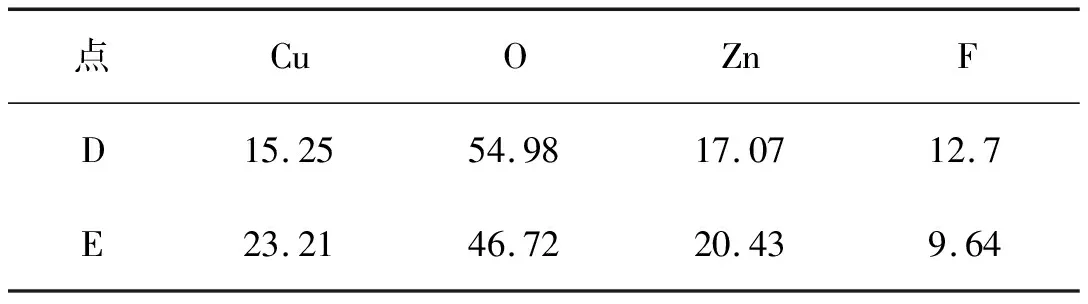
表5 圖6中D,E點能譜分析(質量分數,%)
3 結論
(1)高溫對釬縫強度的損傷程度要明顯高于低溫的影響,其主要原因為釬劑在高溫開始失效,無法對被焊區域進行有效保護;另外溫度過高也易造成大量氣體溶入釬料,如果此時釬料凝固,則造成釬縫處氣孔率較高;同時溫度高時釬料中部分組元開始蒸發,并伴隨母材晶粒長大、熔蝕等現象發生,致使母材變形,甚至是熔穿,接頭強度極低,造成焊件無法使用。
(2)延長保溫時間到5~6 s時,釬料在母材上的潤濕性得到明顯提高,245 N抗剪強度測試無斷裂情況,接頭抗拉強度達到410 MPa以上。但是繼續延長保溫時間,釬劑將失去保護能力,釬料開始氧化,接頭強度開始下降。
(3)釬焊過程中釬劑涂敷量較大時,釬縫界面處存在部分釬劑夾渣,易影響接頭性能,必須合理調控釬劑用量。