多股絞合焊絲研究與應用進展
2020-12-01 07:40:34徐鍇武鵬博黃瑞生梁曉梅梁裕
焊接 2020年7期
徐鍇,武鵬博,黃瑞生,梁曉梅,梁裕
(1.哈爾濱焊接研究院有限公司,哈爾濱 150028;2.江蘇聯捷焊業科技有限公司,江蘇 江陰 214400)
0 前言
隨著焊接技術迅速發展,實現高效、優質、節能焊接是焊接技術發展的重要方向之一,因此高速焊接和高熔敷速度焊接得到了快速發展[1-5],目前高效的焊接方法主要有T.I.M.E.焊[6]、多絲焊接技術[7-8]、激光-電弧復合焊[9-13]和磁控高熔敷焊接[14]等。但現階段這些方法的焊接工藝和設備復雜、成本較高,在實際焊接應用中難以得到推廣。
多股絞合焊絲,也稱絞股焊絲和纜式焊絲,是由多根單絲按照一定的結構螺旋絞合而成,是一種新型結構焊接材料。因其特殊的物理結構,多股絞合焊絲具有獨特的焊接電弧特性、能量分布特性和工藝特性。近幾年來許多焊接工作者對多股絞合焊絲的機理進行了深入研究,同時開展了相關焊接方法的研究。
多股絞合焊絲對傳統的焊絲-實心焊絲或藥芯焊絲產品而言:無論是實際生產應用的焊接材料設計與研制、焊接設備的升級換代、焊接工藝的優化創新,還是焊接過程電弧形態、熔滴過渡特點、熔池熱-力行為、焊縫微觀組織性能等理論方面都得到了全面的提升及拓展,顯著提升了焊接生產效率與科學研究水平。它不僅是一種全新理念的新型焊接材料,更是焊接技術走向材料-裝備-工藝一體化的重大進步,是當前焊接技術與制造領域的一個創新和跨越。
1 多股絞合焊絲結構特性
1.1 絞合結構
1.1.1幾何結構
單絲為光滑圓柱體結構,而多股絞合焊絲為多絲絞合的纜繩狀結構,如圖1所示。
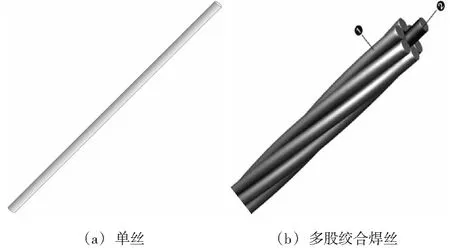
圖1 單絲與多股絞合焊絲的結構示意圖
多股絞合焊絲的絞合結構和具體絞合參數選定組成其結構特征。理論上多股絞合焊絲結構是多種多樣的,但從實用性的角度來說主要有如圖2所示的5種絞合結構[15]。每一種絞合結構都有其應用的側重點,如1×3結構的多股絞合焊絲偏重于增強焊縫熔透性,3+3結構的多股絞合焊絲偏重于焊縫成分調控,7×7結構的多股絞合焊絲偏重于堆焊的熔敷速度等。多股絞合焊絲結構可設計性強,根據焊接工藝需求可以通過焊絲結構選擇、焊絲成分調控、不同線徑搭配和絞合參數選定等方面進行設計。如圖3所示,兩種相同線徑但不同絞合結構的多股絞合焊絲在同等焊接工藝條件下的焊縫截面,可見兩種多股絞合焊絲的熔深差別較大。

圖2 多股絞合焊絲絞合結構

圖3 相同線徑不同絞合結構的多股絞合焊絲焊縫形貌
1.1.2焊絲線徑
藥芯焊絲廣泛應用于冶金、鐵路、橋梁等領域,其具有適應性好、熔敷效率高、工藝性好等優點。傳統藥芯焊絲線徑在1.2 ~ 6 mm之間,當焊絲線徑超過6 mm時,焊絲的可盤繞性變差,焊絲剛度大大增加,焊接質量變差。多股絞合焊絲由多根小直徑的焊絲按一定結構絞合而成,增加了焊絲的可盤繞性和柔韌性,有效解決大直徑藥芯焊絲難以盤繞和焊接質量差等問題,提高焊接熔敷速度,有利于大型金屬構件的焊接。
1.1.3焊絲組合
實心焊絲每次調整一次合金成分就需要重新冶煉,工序多、成本高,難以滿足用量少品種多的要求。多股絞合焊絲可以將不同成分的實心焊絲、藥芯焊絲或實心焊絲和藥芯焊絲混合絞合在一起,從而滿足特定成分設計要求,顯著增加焊材的種類,多股絞合焊絲組合示意圖,如圖4所示[16]。

圖4 多股絞合焊絲組合示意圖
在電弧增材制造中金屬間化合物難以拉拔成絲,可以根據金屬間化合物增材制造對成分需求,靈活設計各種成分多股絞合焊絲,實現多類型金屬間化合物的熔絲增材制造,顯著增加焊接材料種類[17]。
1.2 捻制流程
多股絞合焊絲捻制流程主要包括單絲前處理和粗拉-單絲精拉-捻股-層繞-包裝這5個主要流程。多股絞合焊絲較傳統焊絲而言多了捻制工序,制作成本相對提高。
目前,多股絞合焊絲的種類主要包括微合金無鍍銅多股絞合焊絲、碳鋼類多股絞合焊絲、不銹鋼類多股絞合焊絲、鋁合金類多股絞合焊絲、鎳基合金多股絞合焊絲等。
1.3 捻制參數
多股絞合焊絲的捻制參數制定會影響多股絞合焊絲的質量,同時也會對焊縫形貌進行調節,制造工藝參數中相對重要的參數是捻距和螺旋升角。多股絞合焊絲捻距和螺旋升角示意圖[18],如圖5所示。多股絞合焊絲捻距倍數和螺旋升角可以調節焊縫熔深和熔寬,當多股絞合焊絲捻距倍數和螺旋升角減少時,在相同的焊接工藝參數下,可以獲得較小的熔深;當多股絞合焊絲捻距倍數和螺旋升角增大時,在相同的焊接工藝參數下,會獲得更大熔深。在實際焊接生產過程中,可以根據焊接實際需求制定多股絞合焊絲捻制參數,以滿足焊接生產對熔深和熔寬焊縫尺寸的需求。
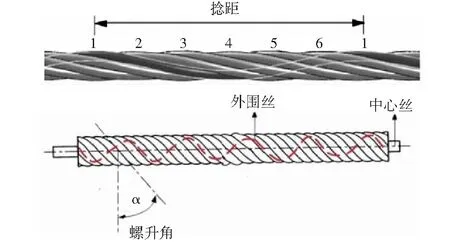
圖5 多股絞合焊絲捻距和螺旋升角示意圖
綜上所述,多股絞合焊絲的優點主要體現在可以增加焊絲線徑、不同種類焊絲絞合改變焊絲成分、設計焊絲結構改變焊縫形貌。
2 多股絞合焊絲的電弧特性
2.1 多陽極區電弧耦合
當多股絞合焊絲進行熔化極氣體保護焊作為陽極時,在焊絲端部會出現多絲同時熔化現象,每一個焊絲會形成一個小陽極,多個小陽極耦合成為一個大陽極。
楊志東等人[19]以1×7結構多股絞合焊絲為例對多股絞合焊絲多陽極耦合機理進行了分析,研究表明:電弧作為一種柔性等離子體,在電場作用下定向運動形成電流。在焊絲端部一定范圍內7根焊絲相對平行,流經這段范圍焊絲電流相互平行,因此單根焊絲周圍磁場分布相同,磁場之間相互吸引,外圍焊絲受到其他焊絲相互作用力的合力指向中心焊絲,多股絞合焊絲中單絲電弧之間相互作用力示意圖如圖6所示。以A焊絲為例,電弧A受電弧B、電弧F和電弧G的作用力,由于各分焊絲上的電流相等,方向相同,因而電弧A上的合力反向指向電弧G。同理可知,其余外圍焊絲的電弧受力的合力方向均指向中心焊絲,在電磁收縮力的作用下,電弧保持一定形狀并向電弧中心聚集,使得電弧呈現內外層電弧耦合規律。
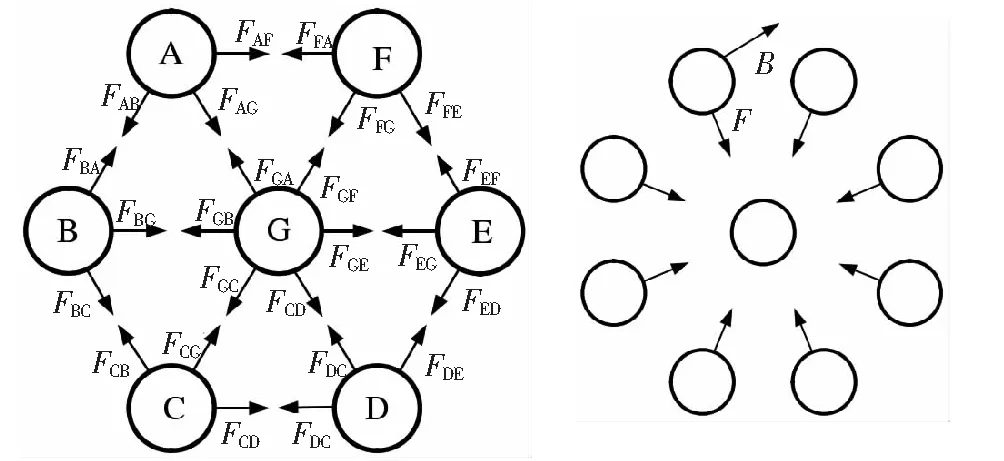
圖6 多股絞合焊絲電弧受力示意圖
2.2 旋轉電弧
在焊接過程中隨著焊絲不斷送進,焊絲端部會逆絞合方向熔化,隨著焊絲的周期轉動,電弧也會產生周期轉動,因此形成圍繞焊絲軸線的旋轉電弧。
Yang等人[20]對電弧旋轉周期進行了分析,以1×7焊絲結構為例,電弧旋轉周期如圖7所示,t1時刻到t6時刻為一個電弧的旋轉周期。研究表明:多股絞合焊絲一個捻距為一個電弧旋轉周期,電弧旋轉周期與送絲速度和多股絞合焊絲捻距有關,同時電弧旋轉周期會影響焊接過程中攪動熔池的頻率。多股絞合焊絲在大電流焊接時,電弧會出現相對收縮,形成一種近似束狀的電弧形態。使電弧直徑與焊絲直徑相接近,電弧向電弧中心靠攏。

圖7 多股絞合焊絲電弧旋轉周期示意圖
2.3 束狀電弧
多股絞合焊絲在大電流焊接時,電弧會出現相對收縮,形成一種近似束狀的電弧形態。使電弧直徑與焊絲直徑相接近,電弧向電弧中心靠攏。
Yang等人[21]對φ3.6 mm的1×7結構多股絞合焊絲產生束狀電弧原因進行了分析,研究表明:多股絞合焊絲進行熔化極氣體保護焊時,弧柱作為柔性導體,弧柱中各分絲電流由多根電線流組成,電流流向之間相互平行,使得流經弧柱的電流受到磁場作用產生指向弧柱中心的洛倫茲力,因而形成遠離焊絲端部的弧柱也能夠保持一定的收縮形態,這種收縮對弧柱中心也起到一定壓力作用,從而形成弧柱區的壓力大于電弧外側壓力,且電弧收縮后的弧柱區內氣體濃度保持一定平衡。焊接電流越大,弧柱中的相互吸引作用越大,弧柱的收縮就會越明顯。磁力的大小不同、焊接氣體不同時,對電弧收縮力也會產生不同的影響。φ3.6 mm多股絞合焊絲束狀電弧形態和φ1.2 mm單絲圓臺狀電弧形態如圖8所示。

圖8 兩種焊接方法電弧形態
綜上所述,多股絞合焊絲電弧主要特點為電弧耦合、旋轉電弧和束狀電弧。
3 焊接工藝方法匹配研究及應用現狀
3.1 熔化極氣體保護焊
3.1.1數值模擬
浦娟等人[22-23]通過Gambit軟件對多股絞合焊絲熔化極氣體保護焊進行了數值模擬,研究焊接電流對多股絞合焊絲熔化極氣體保護焊電流密度、電磁場、速度場和壓力場分布特征的影響。通過高速攝像拍攝電弧形態驗證數值模擬的準確性。不同焊接電流下多股絞合焊絲熔化極氣體保護焊電弧溫度場計算結果如圖9所示。不同電流條件下電弧形態如圖9所示。

圖9 不同焊接電流下多股絞合焊絲氣體保護焊電弧溫度場
Fang等人[24-25]采用多股絞合焊絲CO2氣體保護焊和單絲CO2氣體保護焊、埋弧焊進行了對比。試驗結果顯示:φ3.6 mm多股絞合焊絲CO2氣體保護焊熱輸入為φ1.2 mm單絲CO2氣體保護焊2.9倍時,φ3.6 mm多股絞合焊絲CO2氣體保護焊焊縫熔深和熔寬分別為φ1.2 mm單絲CO2氣體保護焊的4倍和1.7倍。當φ3.6 mm多股絞合焊絲CO2氣體保護焊與φ4 mm埋弧焊在相同焊接條件下,多股絞合焊絲CO2氣體保護焊熔深大于埋弧焊,熔寬、熱循環峰值溫度和熱影響區寬度均小于埋弧焊,焊縫中影響性能的魏氏組織量少,熱影響區晶粒細小,接頭組織、性能更好。通過ANASY軟件對焊縫橫截面數值模擬,不同焊接工藝焊縫截面圖片與數值模擬結果如圖10所示。

圖10 不同焊接工藝焊縫截面圖片與數值模擬計算結果
冷昊凱等人[26-27]通過Fluent軟件對窄間隙雙多股絞合焊絲熔化極氣體保護焊溫度場和流場進行了數值模擬。不同接頭間隙對窄間隙多股絞合焊絲熔化極氣體保護焊溫度場影響規律如圖11所示。數值模擬結果顯示:在保持其它焊接工藝參數相同的情況下,不同接頭間隙焊接熔池溫度場分布情況略有不同,溫度隨時間的變化趨勢基本一致。隨著接頭間隙的增大,熔池溫度場分布范圍逐漸增大,熔寬逐漸增大,熔深逐漸減小,熔池最高溫度會隨著接頭間隙的增大而減小,3組參數熔池最高溫度分別為3 219 K,3 134 K和3 022 K。

圖11 不同間隙溫度場分布圖
程力[28]對多股絞合焊絲等離子-MIG復合焊進行了研究。通過Fluent軟件對多股絞合焊絲等離子-MIG復合焊進行了電弧數值模擬,并采用高速攝像對模擬結果進行驗證。試驗結果顯示:不同MIG焊焊接電流時,多股絞合焊絲等離子-MIG復合焊電弧溫度場分布圖如圖12所示,可見隨著MIG焊焊接電流的增加電弧高溫區溫度不斷增加,兩個弧重合部分明顯變多,耦合性增強。
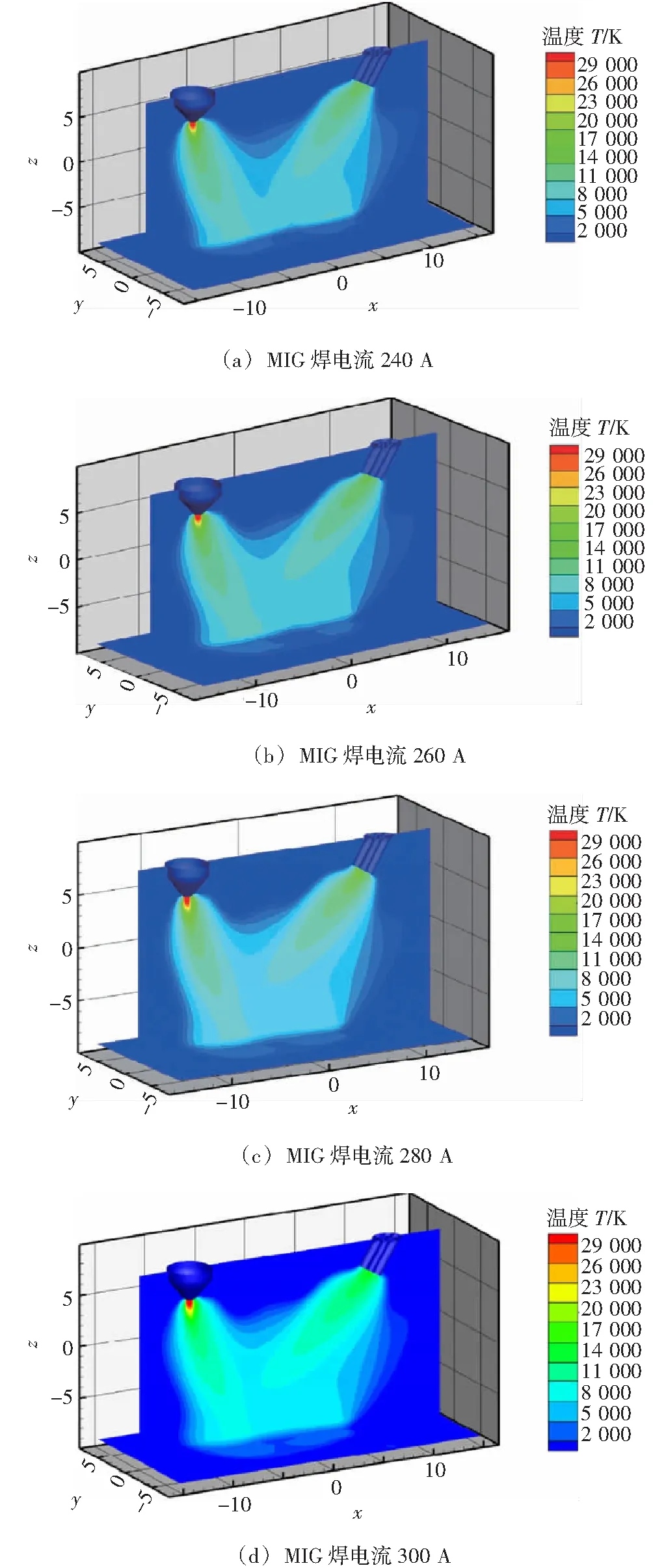
圖12 不同電流復合焊電弧溫度場云圖
吳浩[29]通過Fluent軟件對多股絞合焊絲等離子-MIG復合焊焊接過程熔池流體行為進行了數值模擬。不同MIG焊焊接電流熔池流場分布模擬結果示意圖如圖13所示。數值模擬結果顯示:由于多股絞合焊絲對熔池內部有攪動作用,使熔池金屬一部分被擠向熔池后方,另一部分金屬流向匙孔方向;隨著焊接電流增大,多股絞合焊絲對熔池的攪拌作用加強,電弧作用熔池內的金屬流向匙孔,與沿匙孔壁上升的金屬相撞;隨著MIG焊電流的增大,形成金屬堆積覆蓋匙孔的趨勢越明顯。
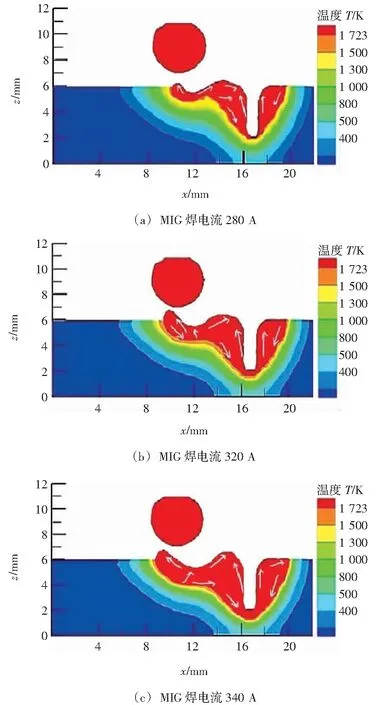
圖13 焊接開始0.25 s時刻工件XOY面流場分布
3.1.2電弧形態
楊志東等人[30]對多股絞合焊絲不同焊接電流條件下電弧形態進行了研究。試驗結果表明:從圖14可以看出隨著焊接電流增大,電弧形態分別為斜柱體狀、圓臺狀、鐘罩狀和束狀。

圖14 不同焊接電流下多股絞合焊絲電弧形態
冬壯[31]對多股絞合焊絲TIG-MIG復合焊進行了研究,采用高速攝像對焊接過程中電弧形態和熔滴過渡進行了記錄。試驗通過單絲TIG-MIG復合焊和多股絞合焊絲TIG-MIG復合焊進行了對比,當2種焊接方法均處于短路過渡時,試驗結果顯示:多股絞合焊絲TIG-MIG復合焊熔滴過渡過程中由于多股絞合焊絲特有的電弧旋轉力,減少熔滴過渡直徑和焊接過程的飛濺。單絲TIG-MIG復合焊熔滴過渡周期如圖15所示,多股絞合焊絲TIG-MIG復合焊熔滴過渡周期如圖16所示。

圖15 單絲TIG-MIG復合焊熔滴過渡周期

圖16 多股絞合焊絲TIG-MIG復合焊熔滴過渡周期
3.1.3熔滴過渡
劉丹等人[32]對多股絞合焊絲熔滴過渡過程機理進行了分析,多股絞合焊絲在焊接過程中,每股焊絲末端的熔滴會受到向心力,促進熔滴做向心運動,熔滴在力的作用下發生聚集及旋轉,最后滴落到熔池中。多股絞合焊絲末端熔滴受力分析如圖17所示。

圖17 多股絞合焊絲末端熔滴受力分析
Chen等人[33]對多股絞合焊絲熔滴過渡方式進行了分析。不同焊接電流下多股絞合焊絲熔滴過渡都經歷形成、長大、頸縮和脫落的過程,熔滴過渡主要方式表現為旋轉排斥過渡、大顆粒過渡、小顆粒過渡和射滴過渡。不同焊接電流下熔滴過渡的方式如圖18所示。

圖18 不同焊接電流下熔滴過渡方式
3.1.4熔池流動
多股絞合焊絲作為熔化極焊接材料焊接時,電弧作用于整個焊接熔池。隨焊絲的送進,參與絞合的各焊絲相對于中心軸而言是逆絞合方向旋轉的,因而出現了電弧旋轉現象,這種現象引發了焊接熔滴旋轉與熔池攪拌效應,如圖19所示。這種攪拌效應有利于熔池氣體的逸出,有利于熔池夾渣的排除,有利于焊縫組織成分的均勻化,有利于焊縫組織的細化,因而對焊縫質量的提升是非常有益的。
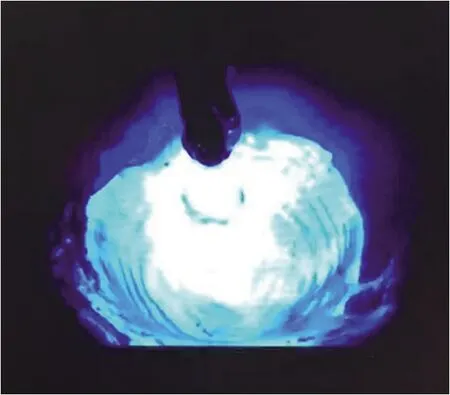
圖19 多股絞合焊絲的焊接電弧及熔池攪拌效應
Chen等人[34]對多股絞合焊絲攪動熔池和側壁熔透性進行了研究,研究表明:多股絞合焊絲焊接過程會產生持續逆絞合方向的旋轉電弧,增加熔池對流運動;熔池液態金屬存在渦流型流動,液態金屬的渦流運動使熔池中部凹陷,帶動高溫金屬向熔池底部流動,有利于增加熔深,同時促進熔池液態金屬向兩側快速擴張,增加了熔池與側壁之間的傳熱,使熱量更快的傳遞給側壁,從而保證了側壁良好熔合。多股絞合焊絲電弧作用區域熔池流動示意圖如圖20所示。多股絞合焊絲側壁熔透性試驗結果顯示[35]:采用多股絞合焊絲焊接時側壁熔寬比單絲焊接時側壁熔寬寬1 mm,多股絞合焊絲焊接和單絲焊接宏觀圖片如圖21所示。

圖20 多股絞合焊絲作用熔池區域示意圖

圖21 焊縫宏觀圖片
花豪[36]對不銹鋼多股絞合焊絲焊接特性進行了分析,利用多股絞合焊絲低熱輸入、高熔敷速度和攪動熔池的特性解決了傳統不銹鋼焊絲焊接過程中為避免熱裂紋需要控制熱輸入導致熔敷效率低和藥芯不銹鋼單絲焊接中氣孔多、熔池受熱不均勻而導致晶間腐蝕的問題。
高金良等人[37]采用多股絞合焊絲對高氮奧氏體不銹鋼進行了焊接,試驗結果:采用多股絞合焊絲焊接顯著減少焊縫內的氣孔,以較低的焊接熱輸入抑制了焊縫中第二相析出物形成和熱影響區組織的改善,提高了高氮不銹鋼的顯微硬度和力學性能。
梁裕等人[38]采用高氮不銹鋼多股絞合焊絲與單絲進行了對比。試驗結果顯示多股絞合焊絲的電弧具有旋轉特性,有利于實現焊接能量的均勻分布、焊縫組織和成分的均勻化。2種焊絲的焊縫組織均為樹枝狀的鐵素體和奧氏體基體,但多股絞合焊絲在更高的表觀熱輸入量條件下獲得了更小的焊縫熱影響區,焊接缺陷更少,焊縫橫向拉伸強度和塑性均大幅提高,2種焊絲力學性能對比如圖22所示。

圖22 不同焊絲焊接高氮不銹鋼后焊縫的力學性能
董曉晶等人[39]采用多股絞合焊絲對鋁合金進行了焊接,并與傳統TIG焊進行了對比。試驗結果顯示:多股絞合焊絲MIG焊與TIG焊接頭性能差異較小,但多股絞合焊絲MIG焊可以提高約4倍的焊接效率;多股絞合焊絲MIG焊能夠降低焊接熱輸入,細化晶粒,降低Mg元素燒損。焊接接頭晶粒形貌與尺寸如圖23所示。
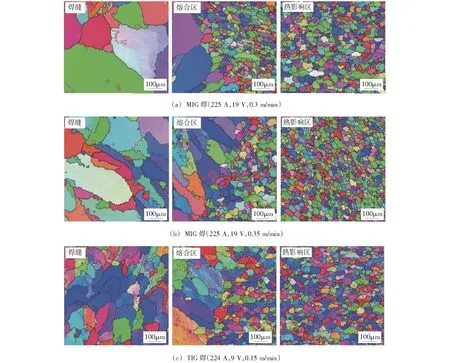
圖23 焊接接頭晶粒形貌與尺寸
張正棟[40]利用多股絞合焊絲旋轉電弧攪動熔池增加側壁熔合的特點進行了窄間隙焊接,不需要通過機械搖動電弧或外加磁控裝置等增加設備成本的方式增加側壁熔合。在合適的焊接工藝條件下,多股絞合焊絲窄間隙焊焊縫成形美觀,焊接接頭無損檢測和力學性能均滿足使用要求。
3.1.5焊接成本
通過對某反應器內壁堆焊的跟蹤數據顯示,φ1.2 mm E308LT1-1藥芯焊絲GMAW堆焊與φ1.6 mm 308L多股絞合焊絲GMAW堆焊,在各自較優的工藝規范下進行焊接綜合成本評價試驗。如圖24所示,以1 t熔敷金屬焊接工作量為基準,從人工成本、氣耗成本、電耗成本、焊材成本及時間成本五個方面對焊接綜合成本進行評價,結果表明:其綜合成本較藥芯焊絲的降低達26%以上,相當于節省時間141 h。
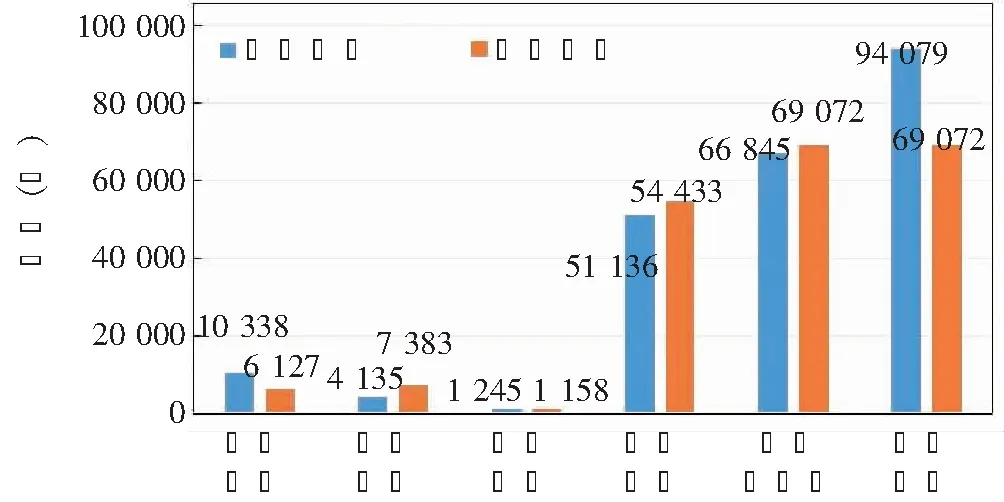
圖24 綜合成本對比圖
3.2 非熔化極氣體保護焊
采用純氬保護自動TIG焊工藝對大型鋼環表面進行了耐蝕堆焊,使用φ1.6 mm的347L多股絞合焊絲,焊接電流為150~200 A,焊接速度為400 mm/min。焊縫成形優異,呈銀白色,單道熔寬約10 mm,余高2~3 mm,焊接效率相對原單絲工藝提高了40%以上。347L多股絞合焊絲自動TIG堆焊焊接過程穩定,焊縫成形非常美觀,如圖25所示。
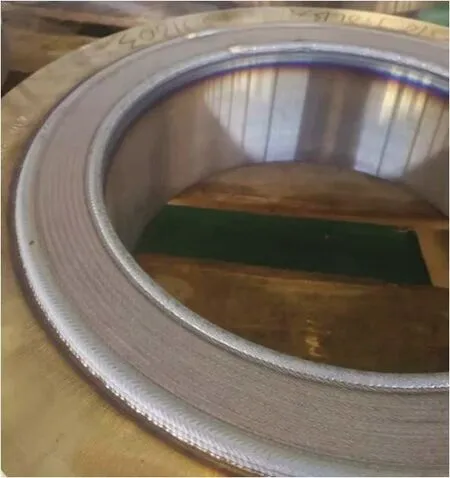
圖25 多股絞合焊絲TIG焊焊縫形貌
3.3 埋弧焊
方臣富等人[41]采用φ7.2 mm的多股絞合焊絲和φ5 mm實心焊絲對22 mm厚DH36船用鋼板進行了埋弧焊,對焊后殘余應力進行研究。采用小孔法對焊接接頭進行應力測試,利用ANSYS軟件基于熱彈性理論對多股絞合焊絲埋弧焊殘余應力進行了數值模擬計算。焊接接頭上下表面應力分布如圖26所示,試驗結果顯示:多股絞合焊絲埋弧焊應力分布特征與單絲埋弧焊相接近。

圖26 工件上下表面應力分布
梁裕等人[42]采用多股絞合焊絲埋弧焊對高強鋼石油管道進行了焊接,通過合理的焊接工藝參數和焊材化學成分的匹配,能夠使焊縫金屬的化學成分和組織達到最佳。焊縫內部氣孔、夾渣和裂紋,以及外觀邊緣過渡和咬邊等均滿足標準要求。焊縫形成較多的低碳板條馬氏體和一定量的貝氏體,板條馬氏體+貝氏體混合組織提高焊縫強度和耐沖擊性能。
Fang等人[43]采用多股絞合焊絲埋弧焊堆焊與單絲埋弧堆焊對比,試驗結果顯示多股絞合焊絲堆焊平均稀釋率降低33%,熔敷效率提高40%;由于多股絞合焊絲旋轉電弧攪拌熔池的特點,多股絞合焊絲埋弧焊堆焊層組織更加細小、微觀組織更均勻,增加堆焊層硬度。兩種焊接方法堆焊層顯微組織如圖27所示。

圖27 兩種焊接方法堆焊層顯微組織
劉亞龍等人[44]采用φ5 mm多股絞合焊絲埋弧焊和φ5 mm單絲埋弧焊對加氫反應器凸臺進行了堆焊試驗。試驗結果顯示多股絞合焊絲埋弧焊熔敷速率是單絲埋弧焊的1.44倍,平均增長44%;多股絞合焊絲埋弧焊熔敷每千克金屬耗電量大約減少1.27 kW/h,平均減少45%。多股絞合焊絲埋弧焊焊縫成形美觀,無損檢測、接頭力學性能和金相組織均滿足工藝要求,表明多股絞合埋弧焊堆焊工藝可行。
多年來,反應器凸臺SAW堆焊都是采用φ4.0 mm實芯焊絲,以往堆焊凸臺每個班次24 h可以堆焊焊絲重量為60~70 kg。當反應器凸臺SAW堆焊采用φ5.4 mm多股絞合焊絲,采在相同焊接工藝參數條件下多股絞合焊絲每個班次24 h可以堆焊焊絲重量可達到100 kg,比較而言,堆焊效率提高40%。2.25Cr-1Mo鋼加氫反應器凸臺堆焊如圖28所示。

圖28 2.25Cr-1Mo鋼加氫反應器凸臺堆焊
3.4 激光熔敷
梁裕等人[45]采用多股絞合焊絲對Q345鋼進行了激光熔敷焊接,熔敷層表面平整,無裂紋、氣孔等缺陷,熔敷層與母材為冶金結合,綜合性能良好。焊接接頭抗拉強度達到420 MPa,熔敷層硬度為50~56 HRC,磨損系數為30~34,可以適用于要求高耐磨性和力學性能的構件使用。
3.5 電弧增材制造
梁少兵等人[46]提出了高熵合金電弧增材制造方法,通過大量試驗發現當焊接參數不變時,隨著外圍絲的捻距倍數越小,焊縫熔深減少、稀釋率降低,同時多股絞合焊絲具有旋轉電弧效應,在攪動熔池時可以實現高熵合金的一體化原位成形,同時能夠加速氣體、夾渣迅速排出,同時電弧增材制造可以改善送粉增材制造中沉積件致密度差和成分不均均等問題。
林惠嫻等人[47]提出了高熵合金細晶粒原位增材制造,結合高熵合金多股絞合焊絲電弧增材制造與冷噴涂工藝強化,冷噴涂采用與高熵合金多股絞合焊絲相匹配的合金粉末高速沖擊堆焊層,彌補電弧增材制造帶來的元素燒損,同時冷噴涂的沖擊效應,又有細化晶粒和產生殘余壓應力的作用。
綜上所述,目前關于為多股絞合焊絲焊接技術研究主要在熔化極氣體保護焊、埋弧焊等方面,焊接應用主要集中在堆焊領域。多股絞合焊絲作為熔化極焊接材料時,主要體現的優勢為熔敷效率高、焊縫組織均勻化、解決窄間隙側壁熔合問題。
4 存在的問題
(1)焊接應用問題。目前市面上沒有關于多股絞合焊絲專用電源和相關焊接配套設備。
(2)缺乏標準支撐。多股絞合焊絲缺乏相關捻制參數標準、焊絲牌號和相關焊絲質量評定標準,不利于多股絞合焊絲的推廣應用。
(3)生產成本高。多股絞合焊絲對傳統的焊絲—實心單絲或藥芯焊絲產品而言,多了捻制工序,制作成本相對提高;
(4)機理未知性。多股絞合焊絲結合各種焊接方法后,無論從電弧-熔池特征和熔滴過渡形態,還是焊絲成分設計、制造到焊接工藝都發生了很大變化同時也帶來了許多未知性。
5 發展趨勢
多股絞合焊絲對傳統的焊絲—實心單絲或藥芯焊絲產品而言,多了捻制工序,制作成本相對提高;同時缺乏相應標準支撐,不利于多股絞合焊絲的推廣應用。多股絞合焊絲結合各種焊接方法后,無論從電弧-熔池特征和熔滴過渡形態,還是焊絲成分設計、制造到焊接工藝都發生了很大變化同時也帶來了許多未可知性。多股絞合焊絲焊接技術的出現為定制化焊接接頭性能提供了可能,針對多股絞合焊絲的研究一直在提升并不斷拓展。
(1)理論研究。目前關于多股絞合焊絲機理研究主要集中在1×7結構多股絞合焊絲;應開展對于不同絞合結構的多股絞合焊絲與不同焊接方法相結合,對焊接過程電弧-熔池特征和熔滴過渡形態進行深層、系統研究。
(2)焊接應用研究。基于對多股絞合焊絲的結構特性、電弧特性、工藝特性的研究進展,利用多股絞合焊絲低熱輸入、高熔敷速度、低稀釋率、熔深熔寬可調的特點,可以提高熔敷速度和熔敷金屬成分的均勻性,適應于大面積高效堆焊、電弧増材制造;此外,多股絞合焊絲旋轉電弧、攪動熔池等特點,可以細化焊縫組織、焊縫成分均勻化、焊縫氣孔排除,為其應用在對熱損傷、焊縫組織均勻性、氣孔率等方面較敏感的材料焊接提供了理論依據和技術支持;同時可以開展不同種類焊絲進行絞合,顯著增加焊材種類,到達焊縫組織與性能調控。
(3)制作成本。多股絞合焊絲因其結構特點,與實心焊絲相比制作成本相對提高,開展多股絞合焊絲絞合設備的研發和絞合工藝優化,降低焊絲生產成本。
(4)專用焊接設備。開發多股焊絲專用焊接電源和相關焊接配套輔助設備,如送絲輪、導電嘴等。
(5)制定相關標準。制定相關捻制參數標準、焊絲牌號和相關焊絲質量評定標準。
(6)市場推廣。多股絞合焊絲可以廣泛應用于管道、壓力容器、耐磨堆焊、造船等行業,適應機器人等自動化焊接的高效需求,實現了焊接效率的提升,可以為制造領域提供高效、優質、節能的焊接新技術。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24