虛擬匹配技術在車身尺寸提升中的應用
2020-12-01 02:48:38徐剛張磊周翰吳炤駿
汽車零部件 2020年11期
關鍵詞:模型
徐剛,張磊,周翰,吳炤駿
(上汽通用汽車整車制造工程部尺寸工程科,上海 201206)
0 引言
車身作為汽車零部件的載體,其尺寸質量直接影響整車的外觀及功能。傳統的車輛工程開發中,車身零件的匹配工作需要工程師在檢具上評估零件,記錄尺寸問題,然后在工裝上將零件逐一裝配焊接進行物理驗證。一方面,受限于老車型退出時間,新車型焊接設備的進廠安裝、調試、標定等前期準備工作,進行實物拼車驗證的等待周期較長。另一方面,用檢具對零件尺寸進行評估,只能通過有限的測點進行量化,對于匹配的不可見區域和狹小而無法測量的區域,很難進行尺寸評估[1]。有些問題只有在實物拼車后才能被發現,導致零件尺寸問題反饋不及時,尺寸質量提升效率低。
針對以上問題,本文作者基于Poly works軟件平臺[2],提出車身虛擬匹配技術,實現無焊接工裝條件下的零件匹配驗證。既可以在焊接設備進廠前進行車身零件匹配活動,縮短車身尺寸質量提升周期;又可以直觀地實現不可見匹配區域的零件尺寸評估,提高零件尺寸評估的準確性。
1 虛擬匹配技術簡介
文中提出的虛擬匹配技術是通過手持式三維掃描激光儀獲取零件的原始點云數據,利用Poly works軟件創建三角化模型。將創建完的三角面進行兩兩匹配,從而對其進行虛擬匹配分析,最后生成匹配色差圖以顯示零件匹配的間隙/干涉情況[3-4]。流程如圖1所示。
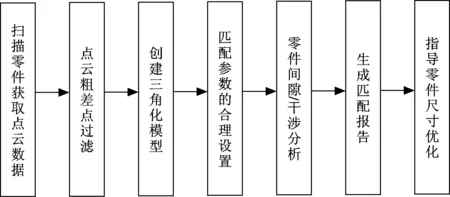
圖1 虛擬匹配技術流程
2 虛擬匹配技術應用實例
考慮到虛擬匹配技術在白車身尺寸質量提升中的應用前景,某公司基于Poly works自主開發了虛擬匹配軟件,并在某新車型項目第一輪車身匹配活動中采用虛擬匹配代替傳統的實物拼車活動。通過虛擬匹配,共發現165個匹配問題,有效地指導車身零部件的尺寸整改。隨后,在車身實物拼車階段,僅用4個月的時間就將白車身尺寸合格率提升至90%。
下面以車身儀表盤(Instrument Panel,IP)定位銷偏后2.0 mm問題為實例,具體介紹虛擬匹配技術在車身尺寸提升中的應用。
2.1 零件點云數據的獲取及處理
首先,利用手持式激光掃描設備掃描關鍵匹配零件,獲取點云數據。為防止自由狀態下零件變形,掃描時應將零件放置在檢具或測量支架上,按照零件GD&T基準設置定位夾緊。與IP定位銷尺寸相關的匹配零件包括H柱、前艙封板、上封板、前輪罩以及前縱梁,如圖2所示。
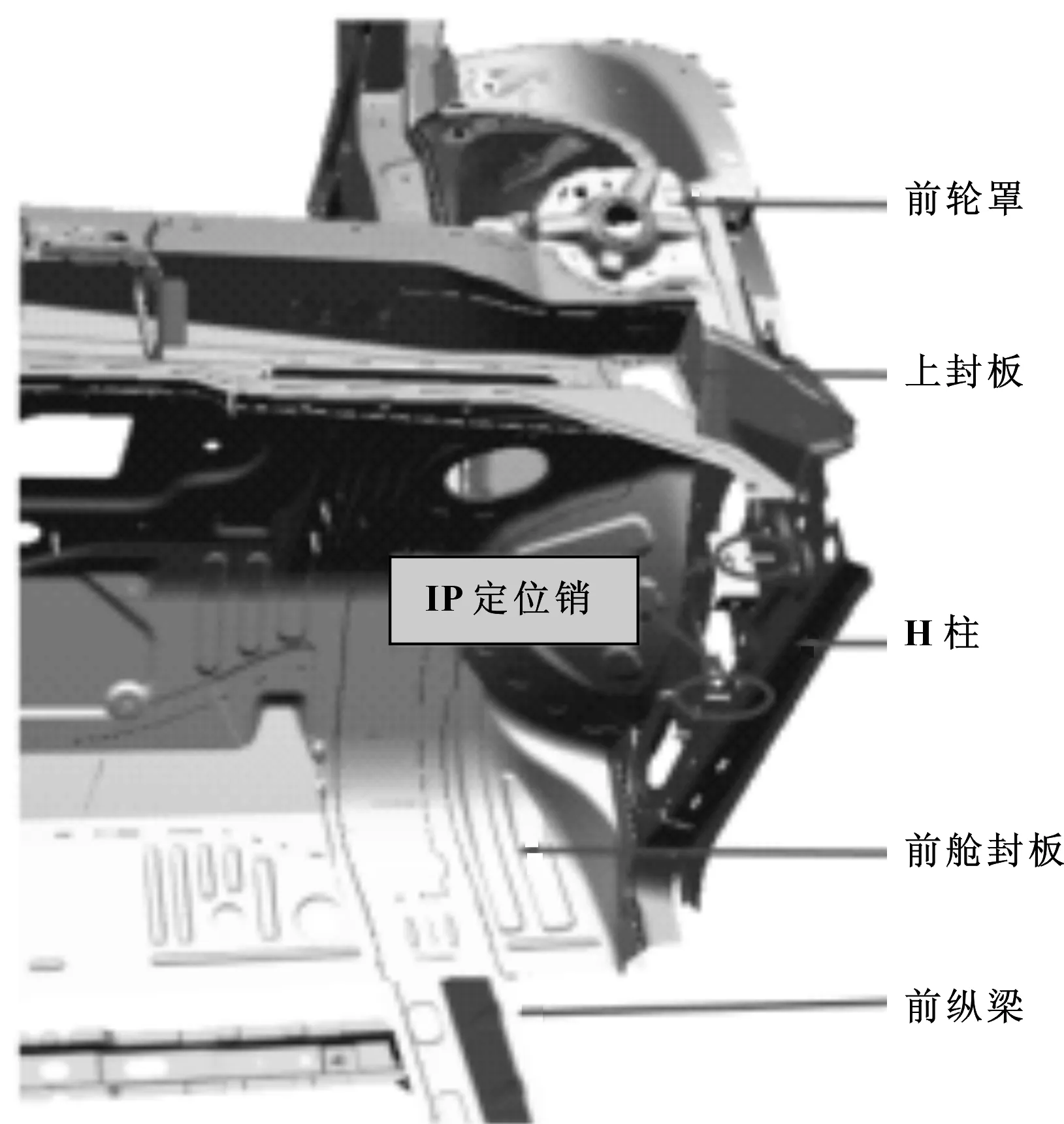
圖2 關鍵零件CAD模型示意
其次,對點云數據中的粗差點進行過濾處理。利用激光掃描設備獲取的原始點云數據存在一些粗差點、噪聲點。處理辦法是在Poly works軟件中,將點云數據與零件CAD模型進行最佳擬合,再在點云上反選獲取粗差點,然后將其過濾刪除。
2.2 建立三角化模型
虛擬匹配是面與面之間的匹配,點云文件無法直接用來做匹配,因此在使用Poly works將點云過濾后需要創建三角化模型以形成三角面用來做匹配[2]。Poly works對點云進行三角化用的是Delaunay三角剖分算法[5-6],其實質是給定一組散亂的數據點,將各數據點之間以三角形包絡,形成一張三角網格。即三角形的頂點不一定是點云數據點,而是通過三角形將點云數據點包絡其中[7]。如圖3所示,過濾處理后的點云和三角化模型。
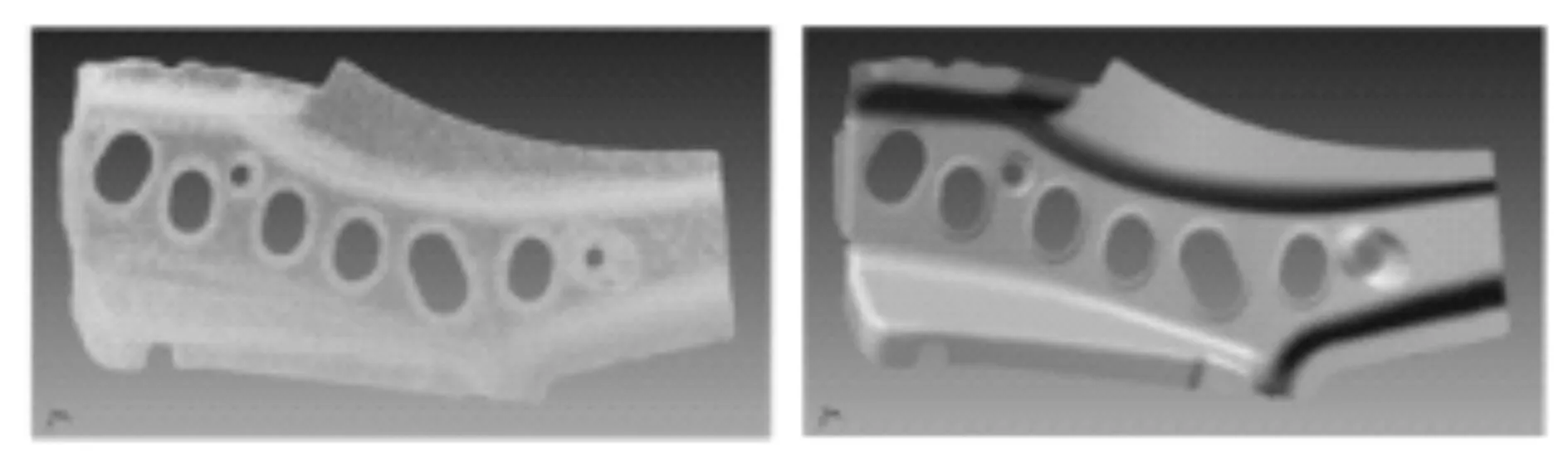
圖3 零件點云數據和三角化模型
2.3 零件虛擬匹配計算及結果定義
零件虛擬匹配分析,是將已構建的零件三角化模型在車身坐標系下按照各自的基準置零,并兩兩之間進行匹配,計算零件與零件匹配面之間的間隙或干涉量大小。并以彩圖的形式輸出兩個零件之間的匹配狀態,其中深灰色顯示為干涉、淺灰色顯示為間隙。在白車身虛擬匹配中,定義干涉量0.75 mm以上或者間隙1.0 mm以上為中低等風險問題;干涉量1.25 mm以上或者間隙1.5 mm以上為高風險問題。如圖4所示,前輪罩與前艙封板的匹配計算結果是干涉量3.8 mm,為高風險問題。同時,根據輸出的零件尺寸色差圖可以鎖定干涉量主要來自前輪罩的偏差,最大偏差值3.97 mm,如圖5所示。
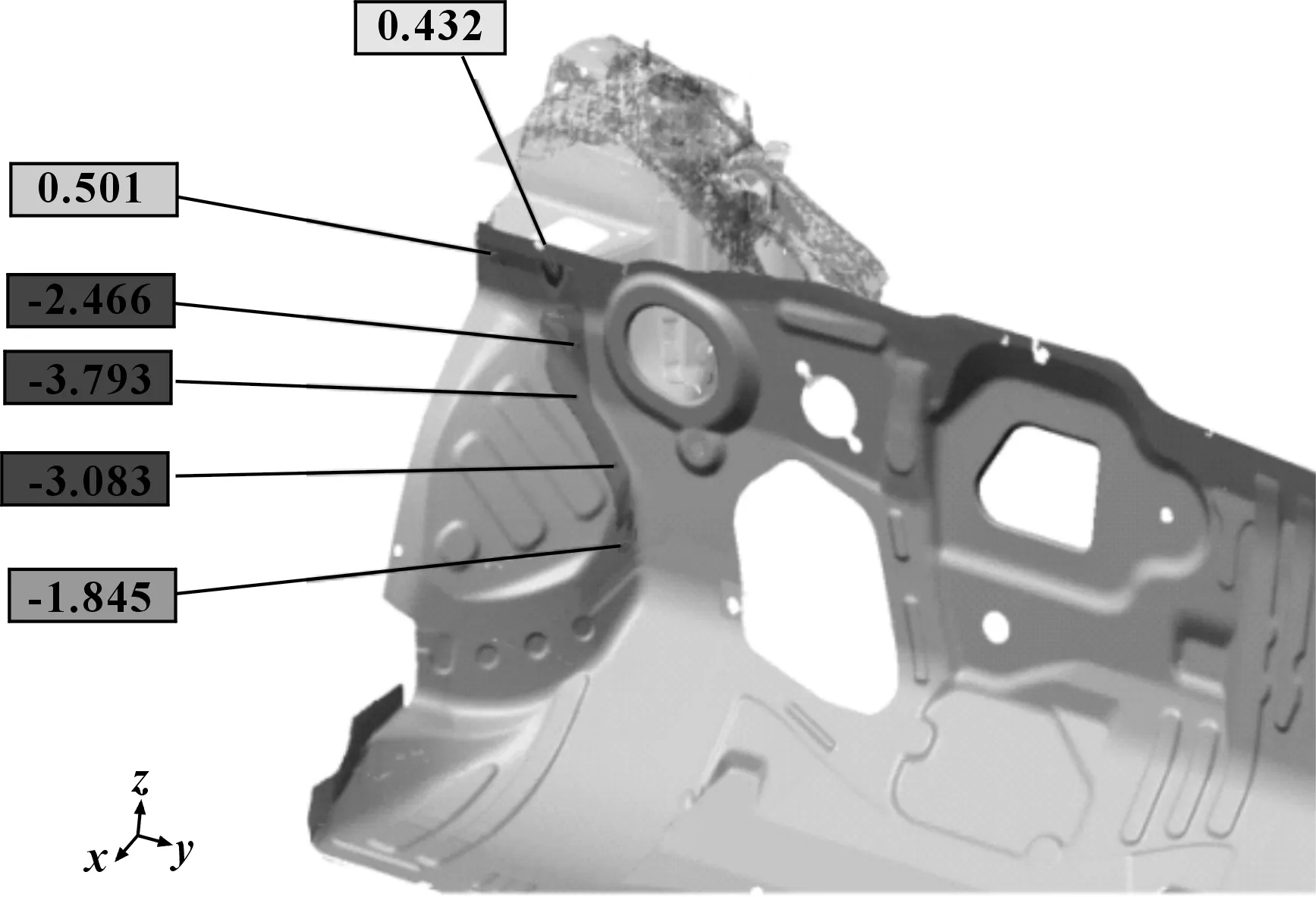
圖4 前輪罩與前艙封板匹配計算結果
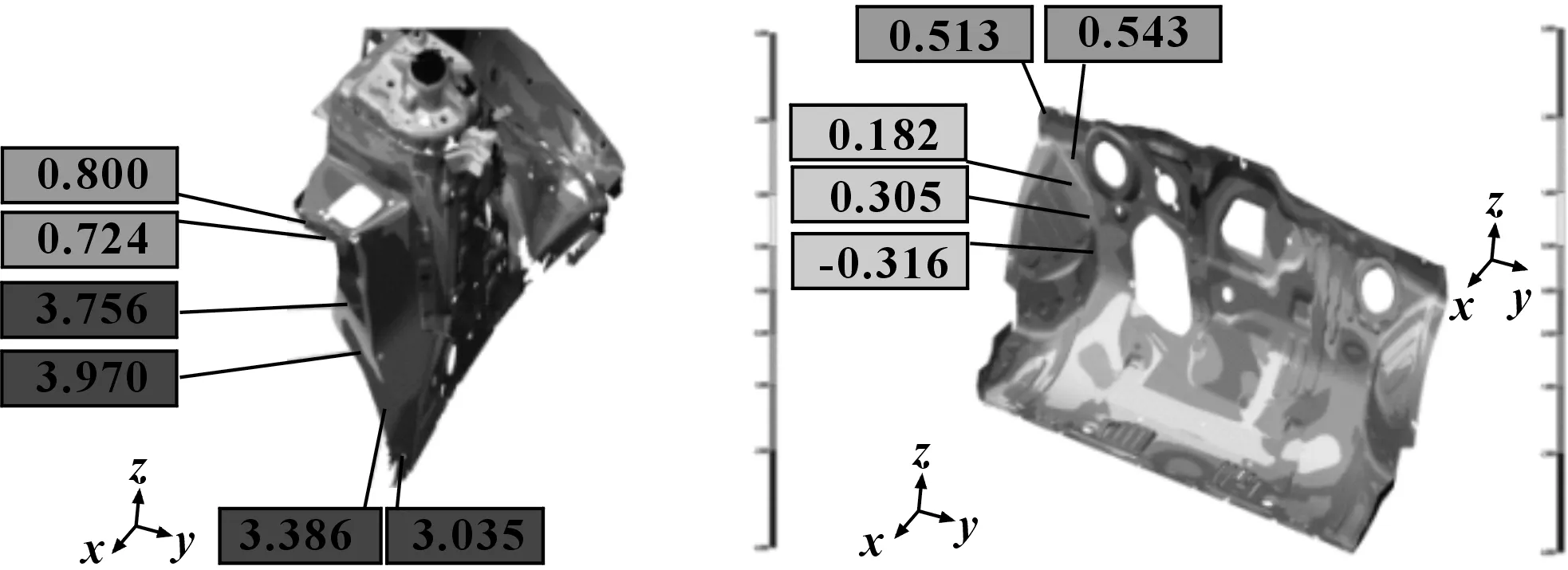
圖5 零件匹配面的偏差值
根據虛擬匹配結果,可以清晰地看到各關鍵零件之間的匹配狀態,以及匹配問題的偏差來源。以IP定位銷偏后2.0 mm為例,依據虛擬匹配結果得出,問題來源于前輪罩匹配面偏差0.8~3.97 mm。
3 結論
虛擬匹配技術是一項汽車尺寸工程創新應用技術,文中從車身虛擬匹配技術的實例應用出發,簡述了虛擬匹配技術在車身尺寸提升方面的優勢以及虛擬匹配技術應用的方式方法。與傳統的車身零件匹配方法相比,虛擬匹配技術具有以下優點:
(1)實現無焊接工裝條件下的零件匹配驗證,節省了現場焊接設備的準備時間,車身匹配活動啟動周期可提前一個月進行。
(2)與檢具上評估零件相比,三維掃描技術可以更全面更精確地評估零件尺寸,避免復雜匹配面或匹配不可見區域零件尺寸問題的遺漏,提高零件尺寸評估準確性以及零件尺寸優化效率,縮短白車身合格率提升周期。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
