基于激光焊的薄壁體焊接工藝優(yōu)化研究
2020-12-01 02:50:10李雄志張穎王虎楊黃銳
汽車零部件 2020年11期
關(guān)鍵詞:焊縫實(shí)驗(yàn)
李雄志,張穎,王虎,楊黃銳
(東風(fēng)(武漢)實(shí)業(yè)有限公司,湖北武漢 430000)
0 引言
焊接技術(shù)是工業(yè)生產(chǎn)中重要的連接技術(shù)。激光焊接在多種行業(yè)都有廣泛應(yīng)用。在特種材料焊接中,國(guó)內(nèi)進(jìn)行了許多研究,如對(duì)BT20欽合金、H E130合金[2]等的焊接。德國(guó)玻璃機(jī)械制造商Glamaco Coswig公司和IFW接合技術(shù)與材料試驗(yàn)研究院合作開(kāi)發(fā)出了一種用于平板玻璃的激光焊接新技術(shù)。我國(guó)激光焊接技術(shù)也處于領(lǐng)先水平,2004 年,華工激光法利萊“高功率激光切割,焊接及切焊組合加工技術(shù)與設(shè)備”項(xiàng)目獲得國(guó)家科學(xué)技術(shù)進(jìn)步二等獎(jiǎng)[3];2006 年 9 月,中科院沈陽(yáng)自動(dòng)化研究所開(kāi)發(fā)出國(guó)內(nèi)第一套激光拼接成套生產(chǎn)線,并成功開(kāi)發(fā)了機(jī)器人激光焊接系統(tǒng),實(shí)現(xiàn)了平面和空間曲線的激光焊接[4]。
激光焊接參數(shù)是影響焊接質(zhì)量的重要因素。只要控制好主要參數(shù),即能有效采用高激光焊接加工技術(shù)[1]。本文作者闡述了激光焊接基本原理及國(guó)內(nèi)外研究概況,并采用正交分解法進(jìn)行激光焊接實(shí)驗(yàn)。同時(shí)采集相關(guān)數(shù)據(jù),觀察接頭金相組織并分析焊接接頭試樣在不同的激光焊接工藝參數(shù)條件下的焊接接頭成形質(zhì)量、接頭變形以及焊接強(qiáng)度等,以獲得最佳的激光焊接工藝參數(shù)。
1 實(shí)驗(yàn)部分
1.1 母材及試樣準(zhǔn)備
利用切割機(jī)將母材切割成150 mm×30 mm的試件進(jìn)行實(shí)驗(yàn)。
馬口鐵的成分見(jiàn)表1[5]。
試樣準(zhǔn)備:將實(shí)驗(yàn)材料按照需要焊接的尺寸進(jìn)行裁剪;焊前清洗,將母材試樣放入盛有丙酮和無(wú)水乙醇的燒杯中清洗去除水、銹等污物,清洗時(shí)間各為15~20 min,用電吹風(fēng)機(jī)吹干準(zhǔn)備焊接。
1.2 實(shí)驗(yàn)設(shè)備
實(shí)驗(yàn)選用深圳大族激光焊接機(jī),其型號(hào)是WF310。焊接機(jī)的性能見(jiàn)表2。
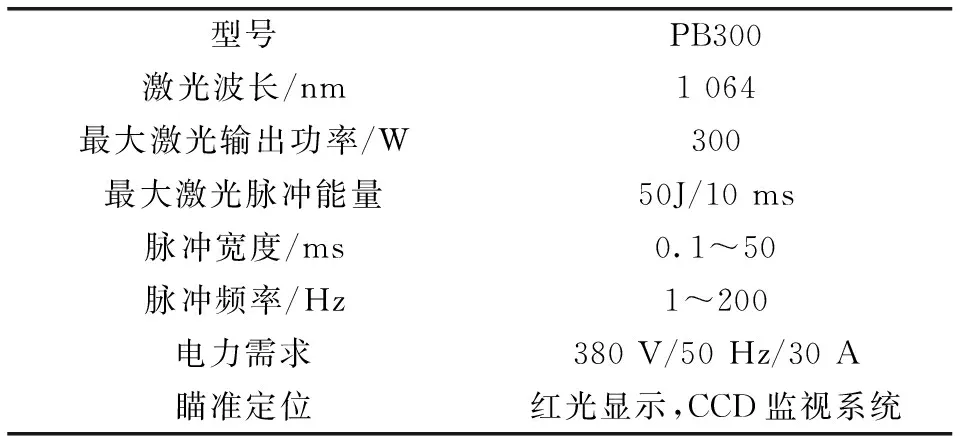
表2 WF310激光焊接機(jī)性能參數(shù)
1.3 夾具的設(shè)計(jì)
由于實(shí)驗(yàn)時(shí)需要焊接的材料很薄,在焊接時(shí)必須保證焊接試件的平整和穩(wěn)定,所以在進(jìn)行實(shí)驗(yàn)之前需設(shè)計(jì)制造出夾具來(lái)確保實(shí)驗(yàn)的正常進(jìn)行。設(shè)計(jì)的夾具圖如圖1所示。
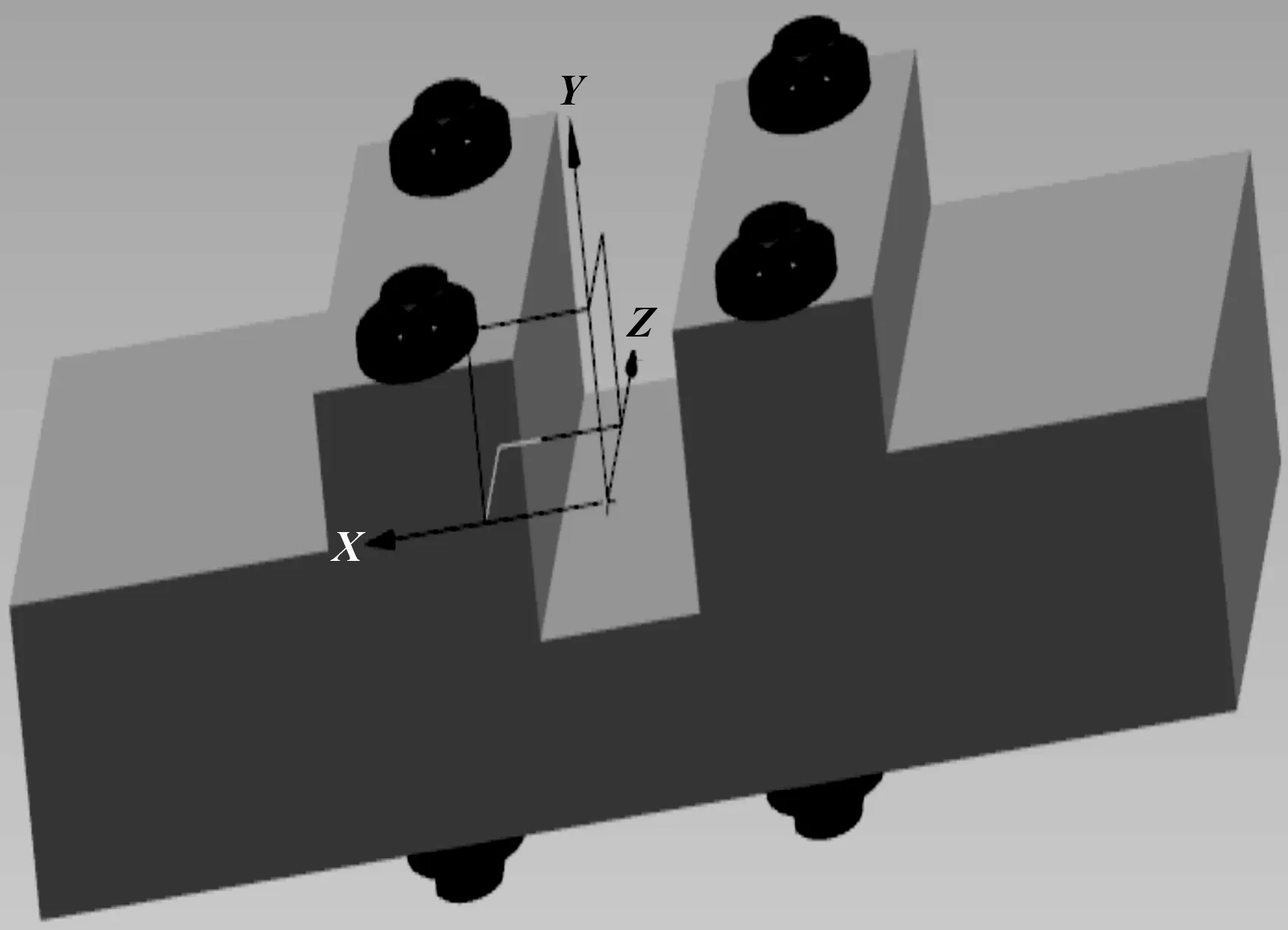
圖1 夾具設(shè)計(jì)圖
1.4 實(shí)驗(yàn)設(shè)計(jì)
1.4.1 實(shí)驗(yàn)方法
將裁剪好的試件采用對(duì)焊的焊接方法固定在夾具上,調(diào)節(jié)不同的焊接參數(shù),結(jié)合鍍鉻馬口鐵包裝金屬板材料焊接的實(shí)際情況,討論激光功率、激光脈沖寬度、焊接速度及脈沖頻率4種因素對(duì)焊接的影響,確定一組最優(yōu)工藝參數(shù)。
文中采用對(duì)接法進(jìn)行焊接。
1.4.2 實(shí)驗(yàn)內(nèi)容
影響激光焊接接頭質(zhì)量的因素有4個(gè),3個(gè)水平因素。因素水平表見(jiàn)表3。
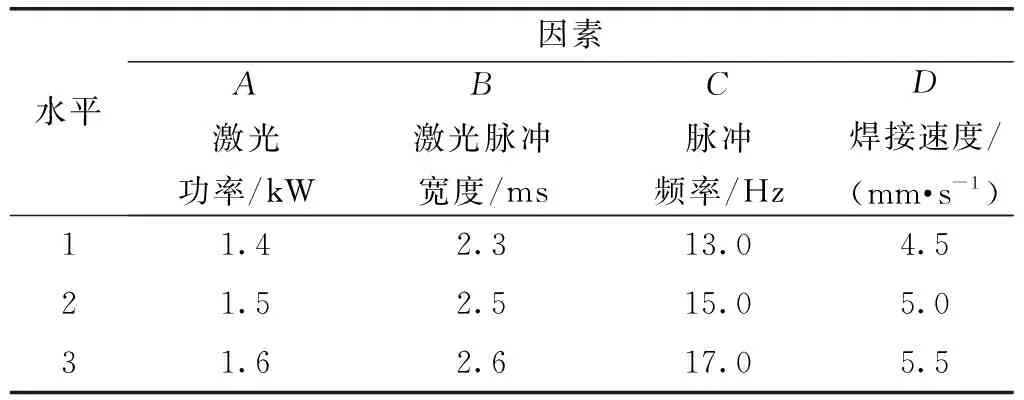
表3 因素水平表
選擇L9(34)正交表,具體見(jiàn)表4。
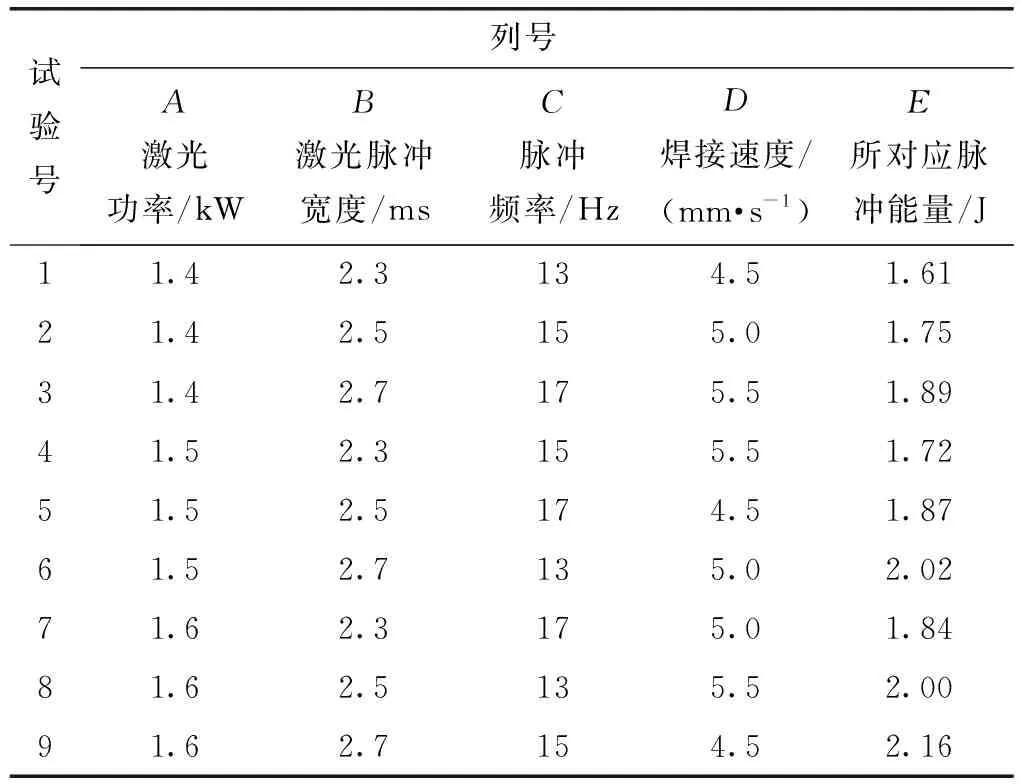
表4 L9(34)正交表
按照表4的正交試驗(yàn)表進(jìn)行實(shí)驗(yàn),對(duì)焊接接頭進(jìn)行檢測(cè)以及綜合評(píng)判,選出最佳的實(shí)驗(yàn)參數(shù)。
1.5 金相試樣的制備
1.5.1 焊縫的宏觀形貌
根據(jù)試驗(yàn)方案進(jìn)行實(shí)驗(yàn),實(shí)驗(yàn)過(guò)后把所得的試樣按要求進(jìn)行切割、打磨、拋光和腐蝕,用相機(jī)記錄下宏觀形貌如圖2所示。由于焊縫截面比較小,不便于打磨及金相觀察,故將焊接件用牙托粉鑲嵌在塑料管中。
圖2 鑲嵌后的試件
1.5.2 金相制備
金相組織觀察分析之前要進(jìn)行試樣的金相制備。其主要步驟如下:
(1)預(yù)磨試樣
在焊接后的試樣上選取具有代表性的地方,用手工鋸截取試樣。先用 NO.100 的粗砂紙把試樣的焊縫截面磨平到無(wú)大的劃痕,用砂紙進(jìn)行精細(xì)打磨,至試樣表面平整。預(yù)磨過(guò)程中,每當(dāng)更換一次更細(xì)的砂紙打磨時(shí),試樣打磨的方向?yàn)榍耙淮未蚰シ较虻拇怪狈较颍⑶医o試樣施加的壓力要適當(dāng),力道逐步降低[6]。
(2)機(jī)械拋光
需要對(duì)粗磨好的試樣進(jìn)行機(jī)械拋光,在拋光前先在拋光布上擠少量金剛石研磨膏,由于馬口鐵的硬度不高,所以選擇用3.5人造金剛石研磨膏。拋光過(guò)程中應(yīng)使用 900 r/min的拋光機(jī)來(lái)進(jìn)行拋光。拋光過(guò)程中應(yīng)該將試樣放在靠近拋光機(jī)中央部位拋光,直到試樣拋光至在金相顯微鏡下觀察無(wú)劃痕為止。每換一個(gè)試樣時(shí)拋光布要用清水清洗。
(3)試樣腐蝕
將拋光后的試樣用清水沖洗干凈,再用酒精除去水漬和污物。將試樣在4%的硝酸乙醇溶液的腐蝕劑中進(jìn)行腐蝕,腐蝕時(shí)間約為4 s,腐蝕后立即用水沖洗,然后再用酒精除水,用吹風(fēng)機(jī)吹干試樣,放在100、200、500倍目鏡下對(duì)焊縫截面進(jìn)行觀察,如能清楚看清組織且無(wú)明顯劃痕,則試樣準(zhǔn)備完畢,否則重復(fù)以上步驟直到滿足需求[7]。
2 實(shí)驗(yàn)結(jié)論與分析
2.1 顯微硬度測(cè)試
馬口鐵經(jīng)過(guò)激光焊焊接后的試件使用FM-300超微載荷顯微硬度計(jì)進(jìn)行硬度測(cè)試,測(cè)試載荷為0.490 5 N,加壓時(shí)間為5 s。制備好試樣后為了使熔合區(qū)位置明顯,測(cè)試硬度值時(shí),從焊縫中心向熔合去母材方向測(cè)試硬度值。用激光焊接馬口鐵薄壁的實(shí)驗(yàn)一共有9組,每個(gè)試件不同區(qū)域的硬度值見(jiàn)表5—表14。

表5 試件1顯微硬度測(cè)試值 HV

表6 試件2顯微硬度測(cè)試值 HV

表7 試件3顯微硬度測(cè)試值 HV

表8 試件4顯微硬度測(cè)試值 HV

表9 試件5顯微硬度測(cè)試值 HV

表10 試件6顯微硬度測(cè)試值 HV

表11 試件7顯微硬度測(cè)試值 HV

表12 試件8顯微硬度測(cè)試值 HV

表13 試件9顯微硬度測(cè)試值 HV

表14 母材顯微硬度測(cè)試值 HV
2.1.1 試件硬度分析
焊接熱流會(huì)對(duì)靠近焊縫的基體內(nèi)造成較大的影響,形成熱影響區(qū)。在熱影響區(qū)內(nèi),組織會(huì)發(fā)生變化,并有碳化物出現(xiàn)。更重要的是,由于焊接時(shí)受熱不均、變形和相變,將會(huì)在焊縫中產(chǎn)生殘余應(yīng)力。在熱影響區(qū)內(nèi)緊鄰焊縫區(qū)的一側(cè),會(huì)有拉應(yīng)力存在,這一拉應(yīng)力將會(huì)導(dǎo)致應(yīng)力腐蝕現(xiàn)象[8]。
根據(jù)文獻(xiàn)報(bào)道,在進(jìn)行硬度測(cè)量時(shí),殘余應(yīng)力的存在會(huì)影響壓痕深度和接觸面積,從而對(duì)測(cè)量值產(chǎn)生影響,采用維氏硬度可以對(duì)殘余應(yīng)力的大小進(jìn)行表征[9],利用硬度值來(lái)表征接頭處的殘余應(yīng)力大小。
圖3為各試件的顯微硬度曲線,可以看出,從焊縫區(qū)到基體區(qū)的硬度整體上呈現(xiàn)緩慢下降的趨勢(shì);焊接焊縫附近的硬度數(shù)值要比母材的硬度值高。原因主要有:(1)激光焊接時(shí),焊接的速度快,熔池的冷卻凝固速度也快,晶粒細(xì)化效果非常地明顯,致使焊縫中晶粒尺寸要比母材中的晶粒尺寸小很多,焊縫區(qū)域的硬度比母材硬度值高約50;(2)因焊接會(huì)在焊縫中產(chǎn)生較大的應(yīng)力,導(dǎo)致了母材硬度與焊縫區(qū)域硬度差別很大。還可以看出:焊縫區(qū)域的寬度和熱影響區(qū)的寬度因不同的焊接參數(shù)而不一樣,當(dāng)焊縫越窄時(shí),焊縫的質(zhì)量就越好;熱影響區(qū)的寬度隨著焊接速度的增加而變小;從焊縫區(qū)到基體區(qū)的硬度整體上呈現(xiàn)緩慢下降的趨勢(shì)。圖3中的虛線并不一定是焊縫熱影響區(qū)以及母材的分界,但是測(cè)得的數(shù)值是相應(yīng)區(qū)域的。
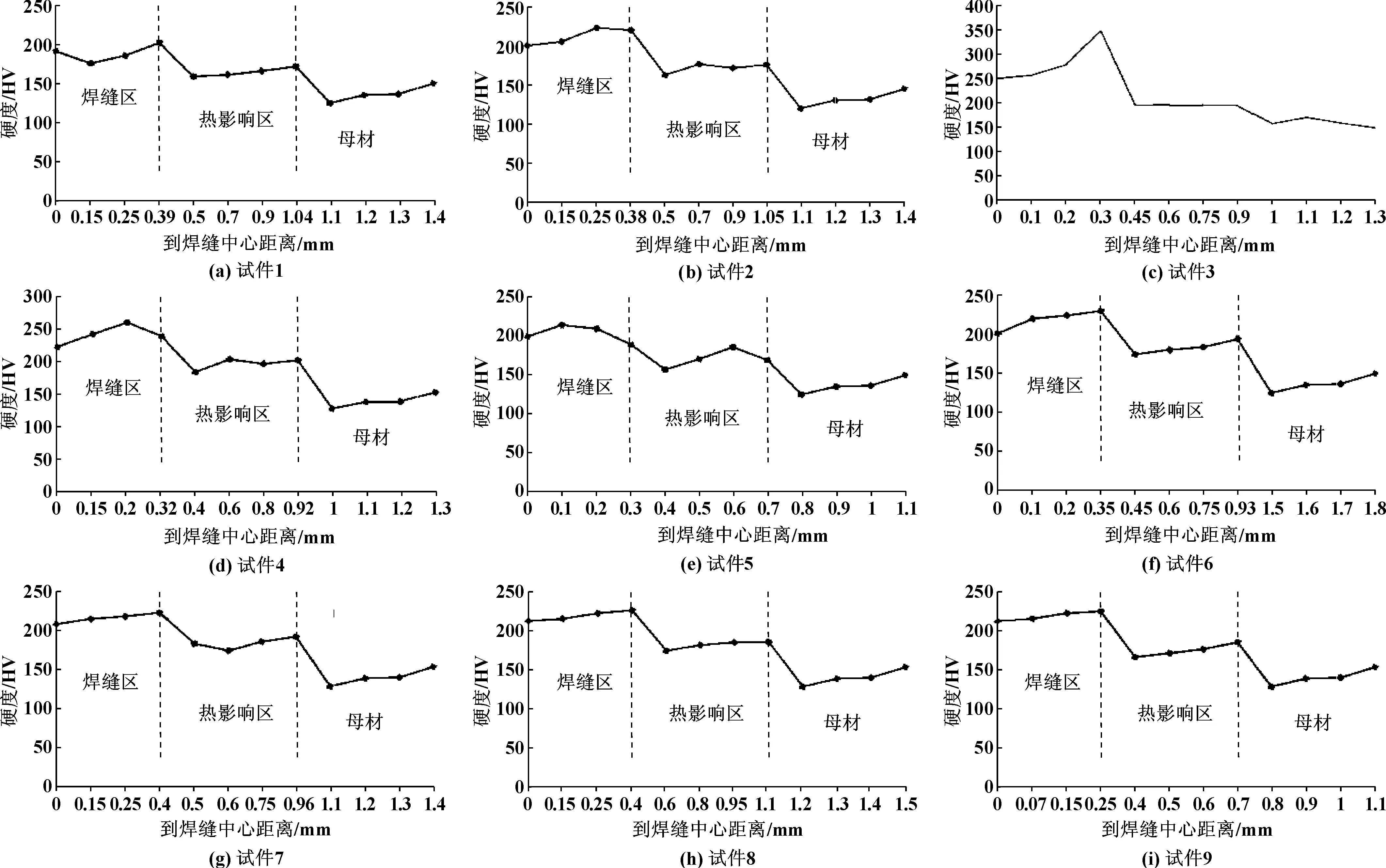
圖3 各試件的硬度曲線
正交分析時(shí)考察焊縫熱影響區(qū)的顯微硬度最大值,由表5—表14可知每個(gè)試件的顯微硬度最大值,將其加入到正交表中(表15),由此可用數(shù)學(xué)計(jì)算來(lái)選擇出一組最優(yōu)方案。
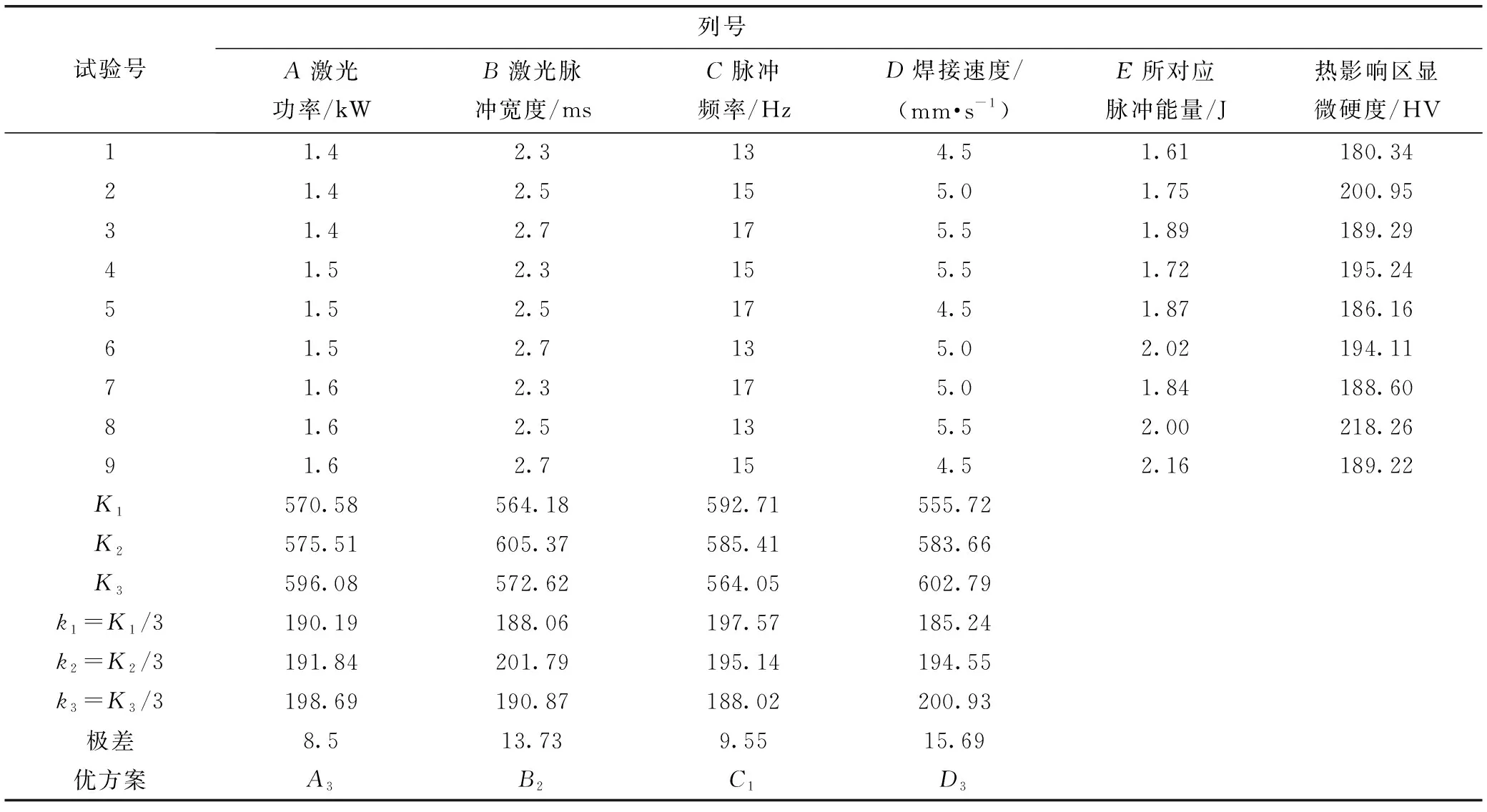
表15 正交試驗(yàn)表
表中,K1表示因素A、B、C、D的第1水平所在的實(shí)驗(yàn)中考察指標(biāo):熱影響區(qū)顯微硬度之和;K2表示表示因素A、B、C、D的第2水平所在的實(shí)驗(yàn)中考察指標(biāo):熱影響區(qū)顯微硬度之和;K3表示表示因素A、B、C、D的第3水平所在的實(shí)驗(yàn)中考察指標(biāo):熱影響區(qū)顯微硬度之和;k1,k2,k3表示表示K1,K2,K3的平均值,因?yàn)槭?個(gè)指標(biāo)相加,所以應(yīng)除以3,得到表中的結(jié)果。
由表中可知,各因素對(duì)實(shí)驗(yàn)指標(biāo)(熱影響區(qū)硬度)的影響按大小次序來(lái)說(shuō)應(yīng)當(dāng)是D(焊接速度)、B(脈沖寬度)、C(脈沖頻率)、A(激光功率);最好的實(shí)驗(yàn)方案是A3B2C1D3,即A3:激光功率,第3水平,1.6 kW;B2:脈沖寬度,第2水平,2.5 ms;C1:脈沖頻率,第1水平,13 Hz;D3:焊接速度,第3水平,5.5 mm/s。
可以看出,分析出的最好方案在已經(jīng)做過(guò)實(shí)驗(yàn)中出現(xiàn)過(guò),這也說(shuō)明找出的最好方案是符合要求的。
2.1.2 焊接速度對(duì)硬度的影響
從表15可以算出試件1,5,9的平均硬度是569.63 HV,試件2,6,7的平均硬度是565.7 HV,試件3,4,8的平均硬度是525.99 HV。而試件1,5,9的焊接速度時(shí)4.5 mm/s,試件2,6,7的焊接速度時(shí)5.0 mm/s,試件3,4,8的焊接速度時(shí)5.5 mm/s。試件的硬度隨著焊接速度變化的曲線如圖4所示。
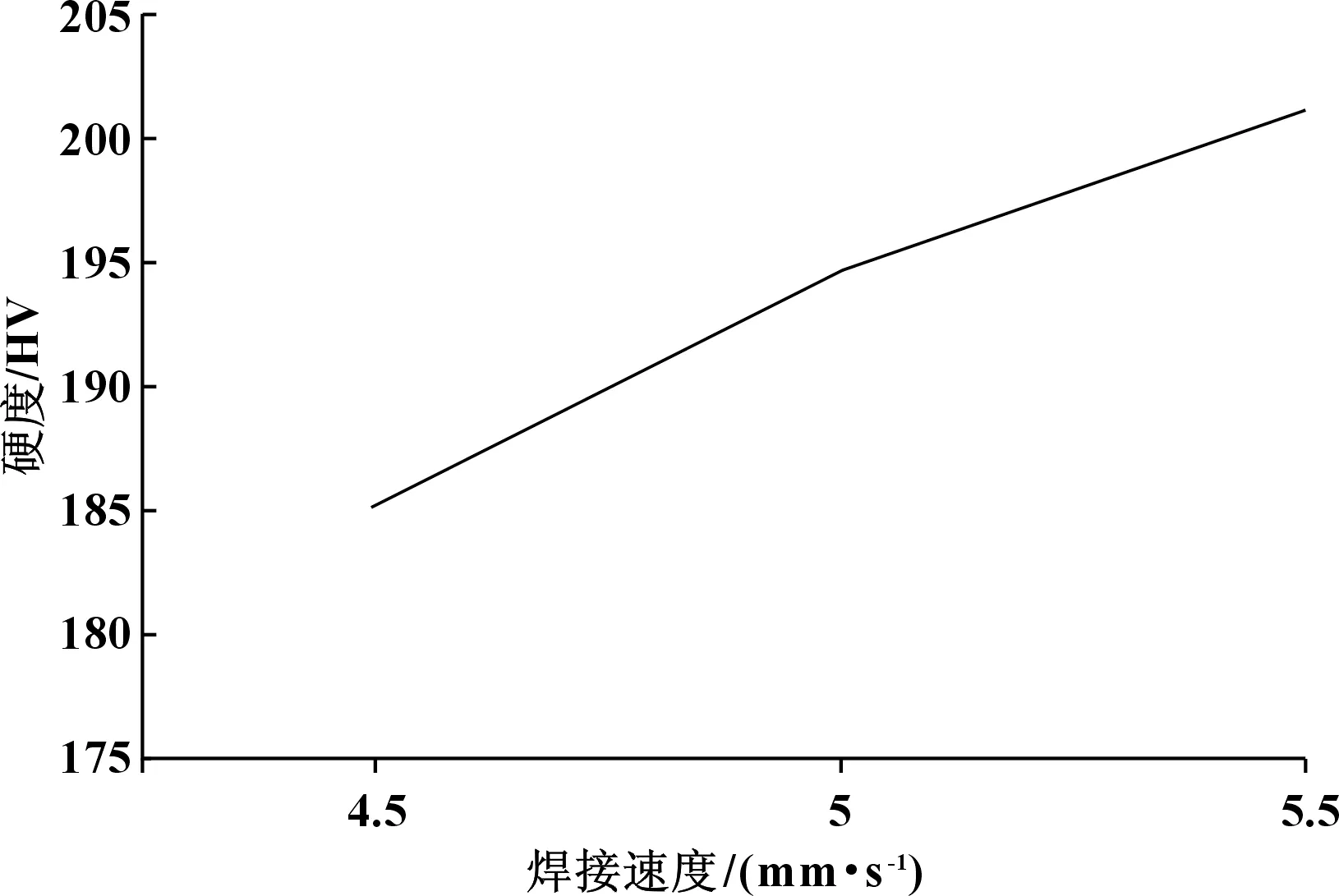
圖4 硬度隨焊接速度變化曲線
由圖可看出,隨著焊接速度增加試件的硬度出現(xiàn)變大趨勢(shì)。原因如下:(1)隨著焊速的增加,熱輸入量減少,熔池中δ→γ的轉(zhuǎn)變被抑制,起到強(qiáng)化作用的硬相鐵δ鐵素體含量增多,使得焊縫區(qū)和熱影響區(qū)的平均硬度值上升。(2)焊接速度的減小會(huì)導(dǎo)致焊接熱輸入的增加,進(jìn)而使焊縫晶粒粗化,造成該位置塑性和韌性下降。
2.2 焊接試件的微觀組織分析
進(jìn)行實(shí)驗(yàn)時(shí),焊接區(qū)域附近的組織和成分會(huì)發(fā)生變化。為了獲得好的激光焊焊縫,焊縫的微觀組織觀察和分析是必不可少的。將按照正交實(shí)驗(yàn)設(shè)計(jì)焊接的試件以及母材經(jīng)過(guò)腐蝕后進(jìn)行金相顯微鏡觀察。
母材的材料是馬口鐵,其含碳量是0.101%,屬于低碳鋼。母材的基體組織是鐵素體+珠光體。如圖5所示,白色部分是鐵素體,黑色部分是珠光體。測(cè)量鐵素體晶粒的平均長(zhǎng)度是10.63 μm,平均寬度是8.25 μm。從圖中可以看出,晶粒形狀大小比較均勻。
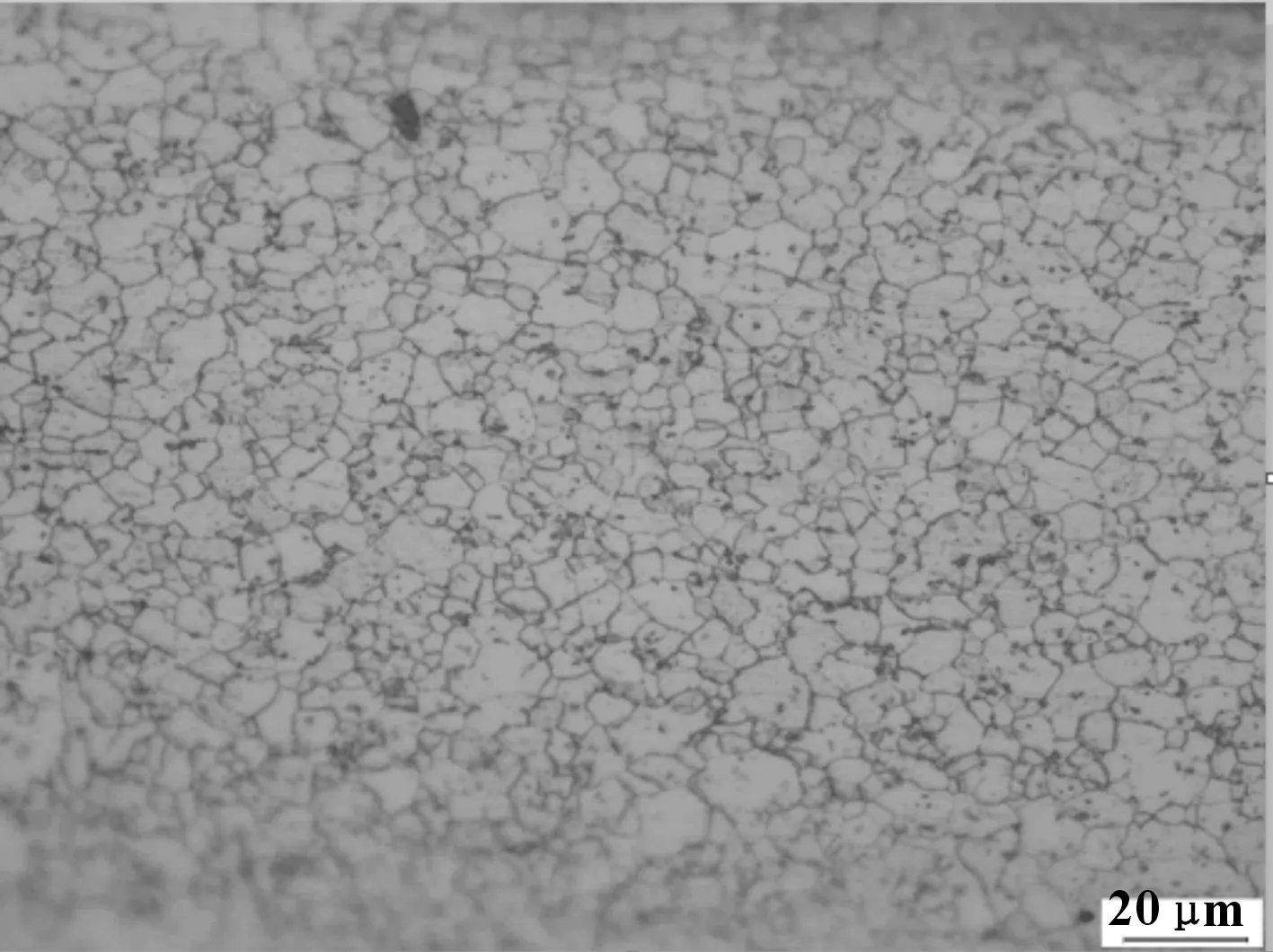
圖5 母材顯微組織
從圖5和圖6可以看出母材再經(jīng)過(guò)激光焊接之后顯微組織發(fā)生了明顯變化。圖6(a)中黑色部分為板條狀馬氏體,白色部分為鐵素體,還有少量沿晶界分布的珠光體。焊縫區(qū)出現(xiàn)板條狀馬氏體的主要原因?yàn)椋寒?dāng)焊接速度較高時(shí),焊縫的加熱和冷卻速度較高,相當(dāng)于經(jīng)過(guò)了淬火,因此焊縫區(qū)出現(xiàn)了板條狀馬氏體。圖6(a)中在焊縫中心處的鐵素體的平均長(zhǎng)度是8.605 μm,平均寬度是6.345 μm。與母材的晶粒大小比較之后,發(fā)現(xiàn)焊縫區(qū)的晶粒變小。原因是:焊接過(guò)程中,因有溫度高且加熱范圍小的特點(diǎn),主要靠傳導(dǎo)的熱量擴(kuò)散很快,所焊縫的冷卻速度也很快,導(dǎo)致原本是有一定取向的纖維組織在焊接重熔冷卻結(jié)晶過(guò)程中組織細(xì)化。圖6(b)中在熔合區(qū)左側(cè)也就是靠近焊縫方向的熱影響區(qū)晶粒明顯變大。熱影響區(qū)的組織形式主要是馬氏體+鐵素體,是由于發(fā)生再結(jié)晶形成的,有部分馬氏體中的過(guò)飽和碳析出,形成鐵素體組織。
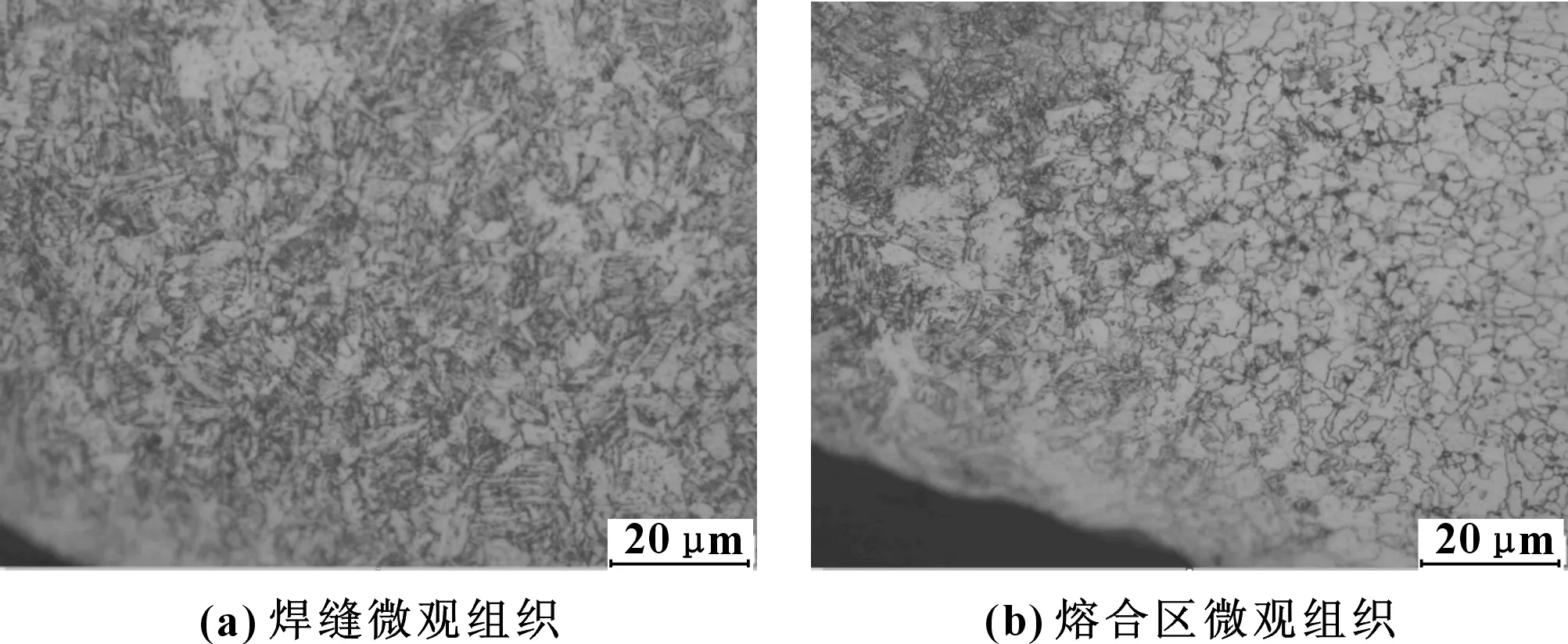
圖6 試件1焊縫和熔合區(qū)微觀組織
正交實(shí)驗(yàn)中的第二組,經(jīng)過(guò)激光焊接實(shí)驗(yàn)后發(fā)現(xiàn)雖然試件的上下表面焊接紋理清晰,但是試件有焊透和塌邊嚴(yán)重現(xiàn)象,其表面形貌如圖7所示,說(shuō)明第二組實(shí)驗(yàn)的參數(shù)對(duì)于焊接0.2 mm的馬口鐵板不太適用,正常焊縫外觀如圖8所示。

圖7 試件2焊縫外觀

圖8 正常焊縫外觀
圖9為3號(hào)件的顯微組織,圖9(a)是焊縫中心區(qū)域組織,黑色板條狀是半條狀馬氏體,白色組織是鐵素體,還有少量沿晶界分布的珠光體。經(jīng)測(cè)量得知鐵素體的平均長(zhǎng)度是8.532 μm,平均寬度是6.33 μm。相比較于母材中鐵素體的晶粒尺寸,焊縫中心的鐵素體晶粒變小,但是與8號(hào)試件的晶粒尺寸比較,3號(hào)件中晶粒尺寸變大。圖9(b)是熔合區(qū)顯微組織,靠近母材的熱影響區(qū)晶粒尺寸明顯變大。但是熱影響區(qū)寬度較窄。
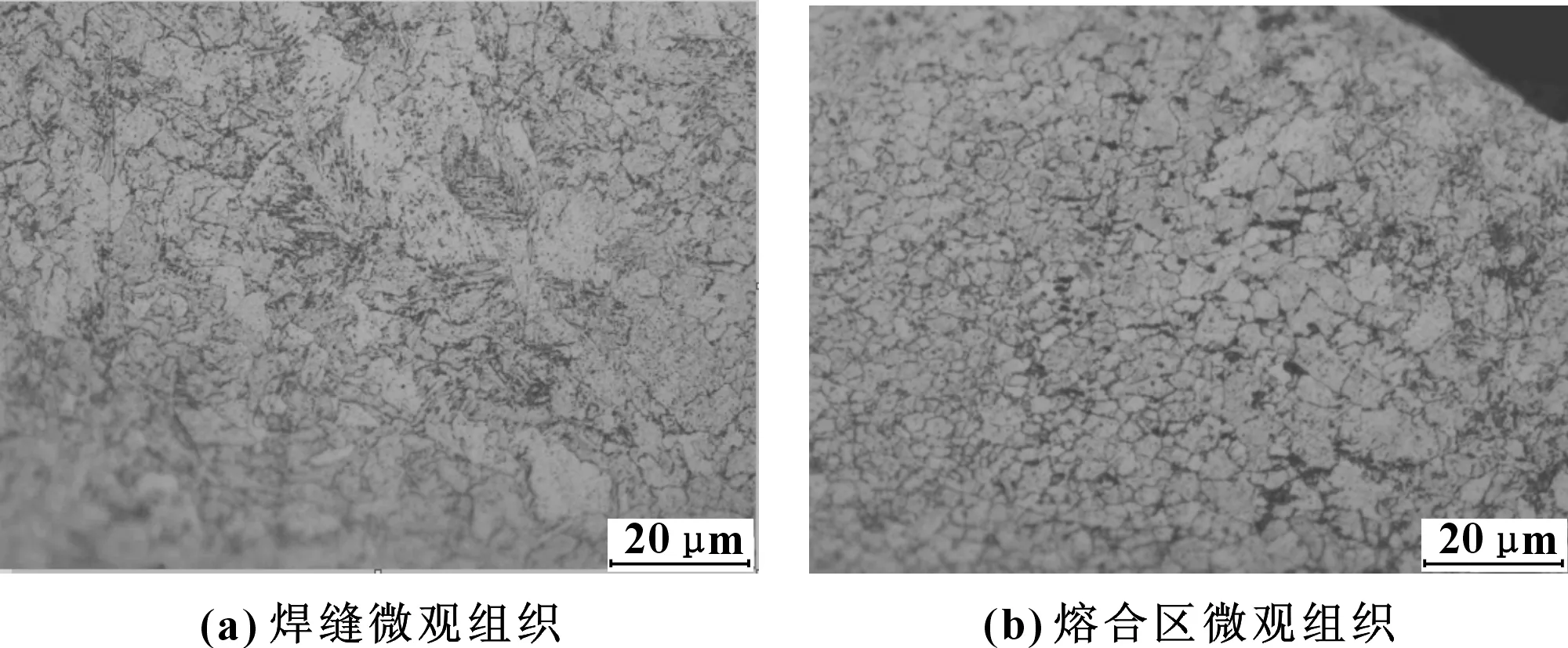
圖9 試件3焊縫及熔合區(qū)微觀組織
圖10為4號(hào)件的顯微組織,由圖10(a)可以看到條狀的黑色組織,是焊縫在激光焊接時(shí)經(jīng)歷了較高的加熱和冷卻速度形成的板條狀的馬氏體,但是板條狀馬氏體的分布不太均勻。白色晶粒是鐵素體,還有少量沿晶界分布的珠光體。焊縫中心鐵素體的平均長(zhǎng)度是9.23 μm,平均寬度是7.35 μm,與母材中鐵素體的晶粒尺寸比較是得到了細(xì)化,但是仍比8號(hào)件晶粒尺寸大。由圖10(b)中可以明顯看出晶粒尺寸變大的熱影響區(qū)較寬。
圖10 試件4焊縫及熔合區(qū)微觀組織
正交實(shí)驗(yàn)的第五組,經(jīng)過(guò)激光焊接實(shí)驗(yàn)后發(fā)現(xiàn),5號(hào)試件雖然融透了,但是上下表面的紋理模糊,焊接效果一般,其焊縫的表面形貌如圖11所示。
圖11 試件5的表面形貌
從圖12可看到,焊縫區(qū)及熱影響區(qū)的組織和晶粒尺寸發(fā)生了明顯的變化。圖12(a)是焊縫中心的顯微組織照片,其中有黑色的板條狀組織,是在激光焊接時(shí)有較高的加熱和冷卻速度而得到的馬氏體,白色組織是鐵素體,還有少量的黑色珠光體沿晶界分布著。在焊縫中心位置,鐵素體晶粒的平均長(zhǎng)度是8.58 μm,平均寬度是6.77 μm,與母材中的鐵素體晶粒尺寸相比較是變小了,但與8號(hào)試件中焊縫中心的鐵素體晶粒尺寸比較是變大了。
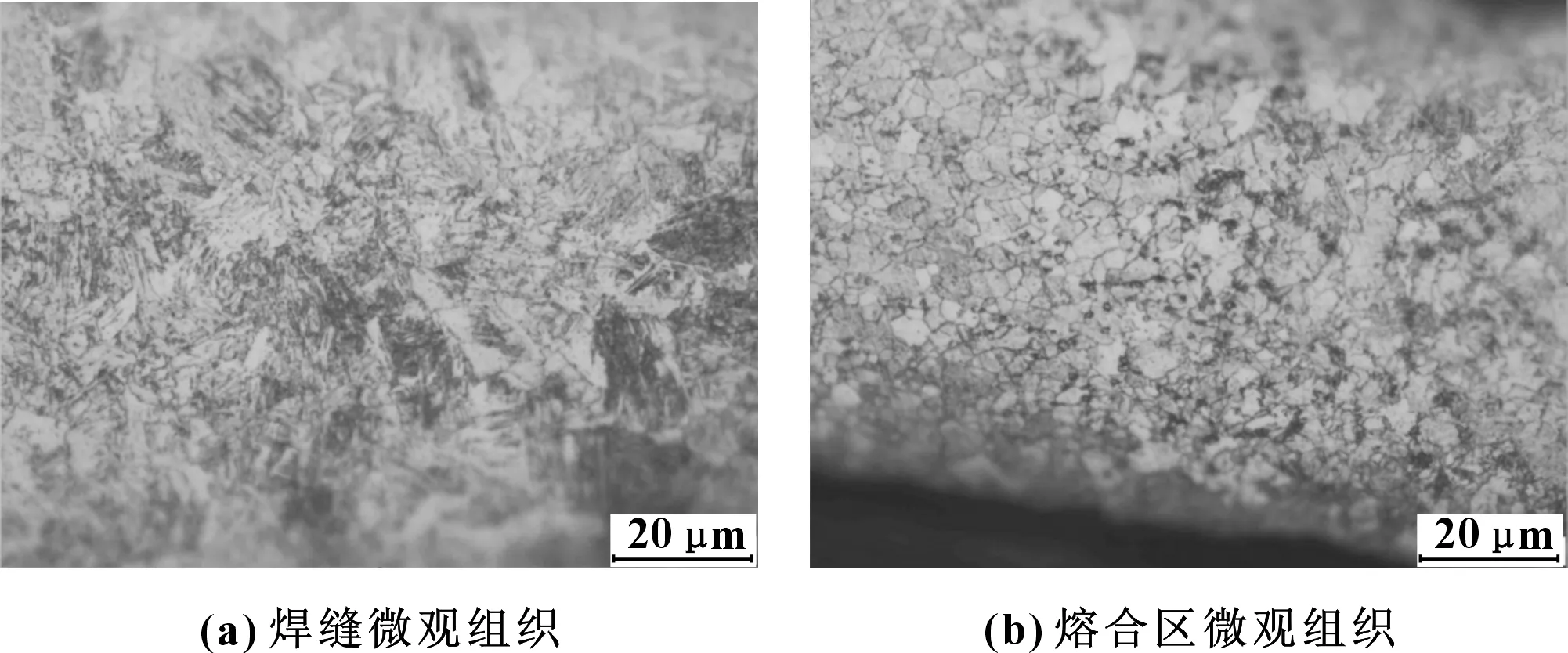
圖12 試件6焊縫及熔合區(qū)微觀組織
圖13為7號(hào)試件焊縫及熔合區(qū)的顯微組織,從圖中可以明顯看出,在經(jīng)過(guò)激光焊接之后,母材的顯微組織以及晶粒尺寸發(fā)生了明顯的變化,圖13(a)中黑色的條狀組織是板條狀馬氏體,白色組織是鐵素體,還有少量的珠光體沿晶界分布。在焊縫中心位置的鐵素體的平均長(zhǎng)度是9.25 μm,平均寬度是7.23 μm,相比較于母材中的鐵素體的晶粒尺寸,焊縫中心的鐵素體晶粒變小,但是與8號(hào)試件焊縫中心的鐵素體晶粒相比,晶粒細(xì)化不太明顯。
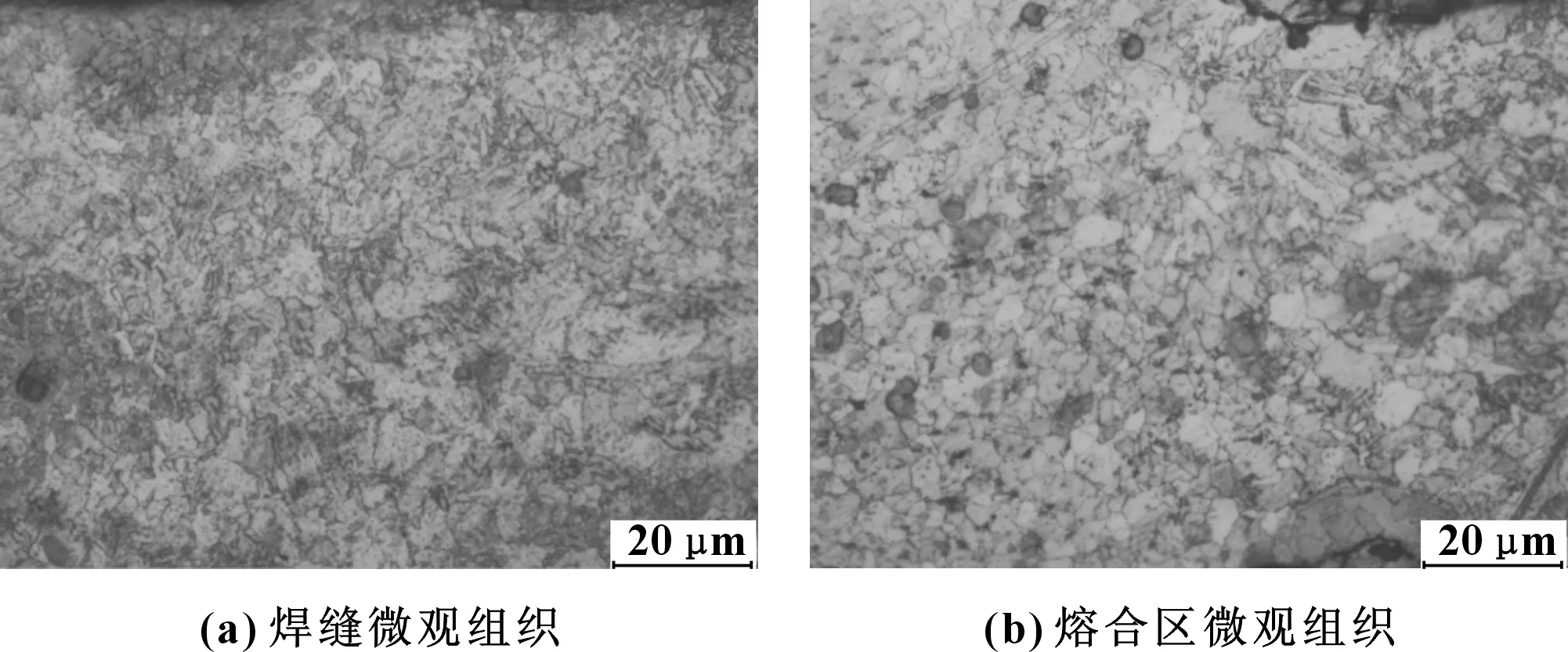
圖13 試件7焊縫及熔合區(qū)微觀組織
從圖14中可以明顯看出,母材在經(jīng)過(guò)激光焊接之后晶粒尺寸以及組織發(fā)生了明顯變化,圖14(a)和(c)臨近母材處的熱影響區(qū),晶粒尺寸明顯變大。圖14(b)是焊縫中心位置的顯微組織,黑色條狀組織是板條狀馬氏體,馬氏體的分布也比較均勻,白色組織是鐵素體,還有少量的沿晶界分布的珠光體,呈黑色。焊縫中心位置的鐵素體晶粒的平均長(zhǎng)度是8.375 μm,平均寬度是6.125 μm,相比較于母材中鐵素體的晶粒尺寸,焊縫中心處的晶粒細(xì)化比較明顯。
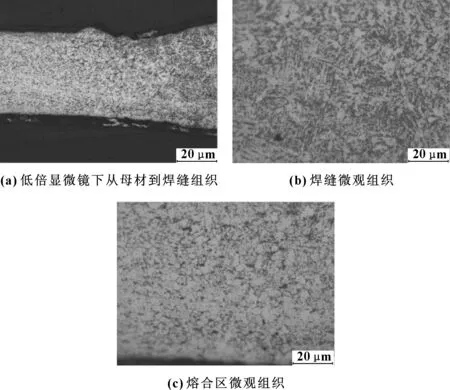
圖14 試件8焊縫及熔合區(qū)微觀組織
圖15為9號(hào)試件的顯微組織照片,圖中白色晶粒是鐵素體,沿晶界分布的以及黑色顆粒狀組織是珠光體,也有少量黑色板條狀的馬氏體。在焊縫中心的鐵素體的平均長(zhǎng)度是8.68 μm,平均寬度是7.02 μm,與母材中的鐵素體晶粒尺寸相比是變小了,得到了細(xì)化。但是與8號(hào)試件相比,晶粒細(xì)化不太明顯。組織中只有少量的板條狀馬氏體,會(huì)使焊縫的硬度不夠,影響焊縫質(zhì)量。
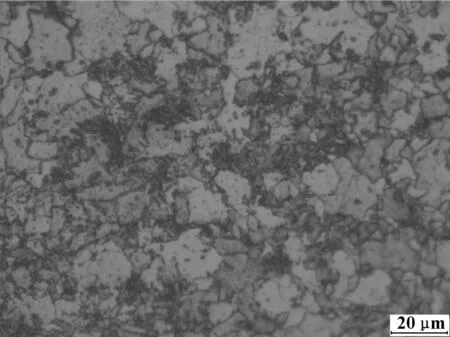
圖15 試件9焊縫區(qū)微觀組織
2.3 工藝優(yōu)化分析
經(jīng)過(guò)正交分析實(shí)驗(yàn)焊接后試件的金相分析以及硬度分析,綜合選擇出8號(hào)試件的焊接參數(shù)為最佳焊接參數(shù)。把同一種材質(zhì)成型了的馬口鐵罐剪開(kāi)之后,對(duì)用激光焊接部分進(jìn)行金相以及硬度實(shí)驗(yàn)來(lái)確定8號(hào)件的實(shí)驗(yàn)參數(shù)合理性。經(jīng)過(guò)一系列的實(shí)驗(yàn)后得到其金相圖如圖16所示。
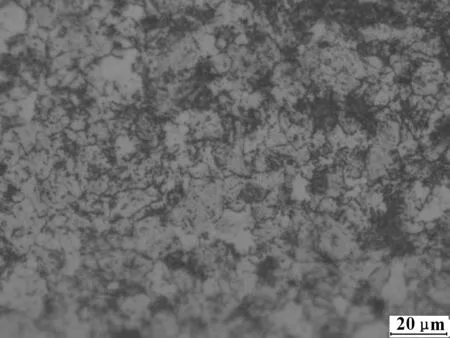
圖16 馬口鐵罐焊縫區(qū)微觀組織
從圖16可以看到白色組織是鐵素體,少量的板條狀組織是板條狀馬氏體,還有少量的黑色的珠光體沿晶界分布著。經(jīng)過(guò)測(cè)量,焊縫中心的鐵素體的平均長(zhǎng)度是8.68 μm,平均寬度是7.2 μm。焊縫中心的晶粒尺寸與母材的晶粒尺寸相比是明顯細(xì)化,但是與8號(hào)試件相比,成型的馬口鐵罐焊縫中心區(qū)的晶粒比8號(hào)件的晶粒尺寸要大。說(shuō)明8號(hào)件的晶粒細(xì)化現(xiàn)象比較明顯,同時(shí)也說(shuō)明8號(hào)件焊縫區(qū)的韌性和塑性要比馬口鐵罐焊縫好。另一方面,圖16中只有少量的板條狀馬氏體且馬氏體的分布不太均勻。
對(duì)馬口鐵罐進(jìn)行硬度實(shí)驗(yàn),得到的硬度數(shù)值見(jiàn)表16。

表16 罐身焊接接頭顯微硬度值 HV
經(jīng)計(jì)算得知馬口鐵罐焊縫區(qū)的平均硬度是201.72 HV,熱影響區(qū)的平均硬度是190.87 HV;8號(hào)試樣焊縫區(qū)的平均硬度是216.21 HV,熱影響區(qū)的平均硬度是210.88 HV,所以8號(hào)件的焊接接頭硬度比馬口鐵罐顯微硬度要高,結(jié)合金相分析,8號(hào)件的激光焊接工藝比廠家生產(chǎn)的馬口鐵罐的焊接工藝要好。
3 結(jié)束語(yǔ)
通過(guò)正交分析法設(shè)計(jì)實(shí)驗(yàn),采用脈沖激光焊焊接薄壁馬口鐵,得出如下結(jié)論:
(1)工藝參數(shù)為:激光功率為1.6 kW、脈沖寬度為2.5 ms、脈沖頻率為13 Hz、焊接速度為5.5 mm/s時(shí),焊接接頭力學(xué)性能和金相組織優(yōu)于其他試樣;
(2)適當(dāng)增加激光焊的焊接速度,焊縫和熱影響區(qū)的硬度也隨之增加。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學(xué)生數(shù)理化·中考版(2022年11期)2022-02-16 07:01:20
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
