軸承鋼強(qiáng)化研磨的仿真及實(shí)驗(yàn)
2020-11-27 10:04:22郝曉斌康軍輝梁忠偉
機(jī)電工程技術(shù) 2020年10期
關(guān)鍵詞:變形
郝曉斌,劉 鎮(zhèn),康軍輝,梁忠偉
(廣州大學(xué)機(jī)械與電氣工程學(xué)院,廣州 510006)
0 引言
強(qiáng)化研磨是廣州大學(xué)劉曉初教授團(tuán)隊(duì)提出的一種新型的金屬材料強(qiáng)化加工方法。在強(qiáng)化加工過程中,主要將儲物罐中的高硬度鋼球、研磨粉以及研磨液以10∶2∶1 的比例混合,形成氣、液、固三相混合,通過高壓氣體加速噴向金屬材料表面。在這個過程中,鋼球外表面會由于研磨液的黏性作用吸附顆粒小的研磨粉,從而形成鋼球+研磨粉的結(jié)構(gòu)。由于使用的鋼球直徑在0.8~1.5 mm,研磨粉在80 目以上(粒度直徑d0≥0.18 mm),兩者以一定的傾斜角度與加工工件以高速撞擊接觸后在工件表面產(chǎn)生一些微凹坑,這些微凹坑起到儲油的功能,能夠提高工件的潤滑效果。通過改變氣體壓力、靶射距離、靶射角度、工件運(yùn)動速度等工藝參數(shù)后,使得微凹坑呈一定的規(guī)律排布,形成“油囊”微織構(gòu),進(jìn)一步提高工件使用性能。
近年來,對于強(qiáng)化研磨的研究逐漸深入。單士印等[1-2]通過對磨粒運(yùn)動學(xué)的分析,得出靶射角度在45°~70°能使強(qiáng)化后的材料有較高的殘余應(yīng)力;姜引[3]通過不斷調(diào)整實(shí)驗(yàn)參數(shù),將實(shí)驗(yàn)結(jié)果進(jìn)行曲線擬合,得到30~50 cm的靶射距離,能夠使材料有較高強(qiáng)化層厚度;趙傳等[4]通過實(shí)驗(yàn)的方法得到能夠提高材料硬度的最佳工件轉(zhuǎn)速。但這些研究都未能建立鋼球+研磨粉的結(jié)構(gòu),對于強(qiáng)化研磨中微凹坑的成形仿真以及實(shí)驗(yàn)研究,目前還未見到相應(yīng)的文獻(xiàn),本文將對這方面進(jìn)行研究。
1 強(qiáng)化研磨有限元模型
本文研究對象為軸承鋼(GCR15),在仿真過程中,建立鋼球+研磨粉(合稱為研磨料,下同)的結(jié)構(gòu),由于主要的研究對象為受噴材料(即板材),且實(shí)際強(qiáng)化研磨過程中彈丸的硬度、強(qiáng)度都要遠(yuǎn)高于目標(biāo)板材,因此為提高運(yùn)算效率,在仿真中將研磨料定義成剛體,材料為軸承鋼。受噴板材與彈丸材料的基本材料參數(shù)如表1 所示。在噴丸過程中,材料表層會發(fā)生高速塑性變形,材料的屈服應(yīng)力和屈服極限在不同的應(yīng)變速率下將發(fā)生改變,因而GCR15 材料的塑性參數(shù)采用Johnson-Cook[4]模型。該模型適用于大多數(shù)發(fā)生高應(yīng)變速率變形的材料,材料的屈服極限表示為:

式中:δ為材料屈服極限;A為材料屈服應(yīng)力;B為材料應(yīng)變冪指系數(shù);ε為材料等效塑性應(yīng)變;n 為應(yīng)變硬化指數(shù);C 為應(yīng)變率敏感系數(shù);ε*為應(yīng)變影響因子;T*為溫度影響因子;m為溫度敏感性系數(shù)。

表1 軸承鋼的基本材料參數(shù)
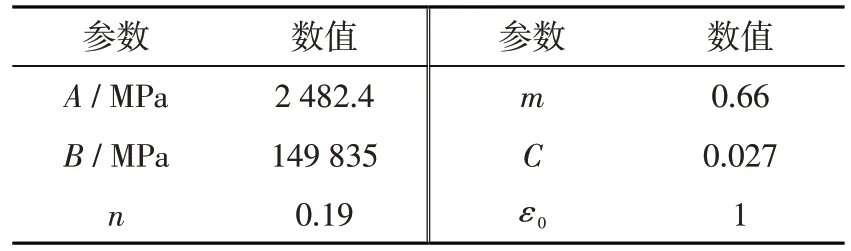
表2 GCR15材料本構(gòu)模型參數(shù)
同時在ABAQUS 中要設(shè)置材料熔點(diǎn)和參考溫度(一般取室溫),其他參數(shù)如表2 所示[5]。考慮到計(jì)算時長,同時強(qiáng)化研磨強(qiáng)化層深一般在1 mm 之內(nèi),為了減小模型邊界反射作用的影響,板料模型尺寸取為5 mm×5 mm×3 mm。設(shè)定研磨料單元類型為C3D10M,板材單元C3D8,強(qiáng)化研磨影響區(qū)采用局部細(xì)化網(wǎng)格方式劃分單元,且網(wǎng)格尺寸小于研磨料直徑的1/10,考慮到研磨料最小直徑為0.18 mm,板材及研磨粉網(wǎng)格最小尺寸設(shè)置為0.015 mm,設(shè)置彈丸與板表面之間的摩擦模型為罰函數(shù)摩擦模型,摩擦因數(shù)取為0.2,設(shè)置好邊界條件與約束,將研磨料初始速度方向設(shè)置為60°,只將速度大小作為單一變量進(jìn)行研究,在ABAQUS 中運(yùn)用顯式動力學(xué)分析步求解模擬研磨料對板材表面的撞擊過程,求解時間設(shè)置為4×10-5s。查看器中在板材上表面撞擊點(diǎn)畫條沿Z 軸的路徑,路徑節(jié)點(diǎn)的起點(diǎn)與終點(diǎn)編號分別為53 950、53 984,上述板料、研磨料模型、網(wǎng)格劃分、路徑信息如圖1所示。分別模擬30 m/s、50 m/s、70 m/s、90 m/s研磨料速度的撞擊情況,繪制路徑上沿Y軸方向變形的二維圖,如圖2所示。

圖1 模型信息
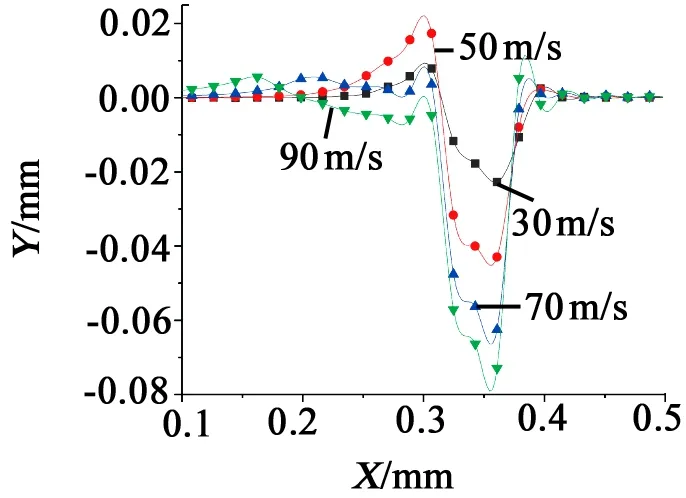
圖2 不同噴射速度對于鋼板變形的影響
分別測量變形長度L,其中變形長度L 的測量方法如圖3所示,并將30 m/s、50 m/s、70 m/s、90 m/s 研磨料速度撞擊后沿路徑的變形分別編號為1、2、3、4,各自的變形長度情況如圖4 所示。由圖可知,30~50 m/s 的速度撞擊鋼板時,鋼板的最大變形量以速度每增大20 m/s,變形量以6%呈線性關(guān)系增加;當(dāng)速度從70 m/s 增大到90 m/s 時,鋼板的最大變形量以速度每增大20 m/s,變形量以8%呈線性關(guān)系增加。這是由于當(dāng)研磨粉速度達(dá)到50 m/s 后,鋼球與鋼板有了接觸,造成鋼板變形量增大,這一點(diǎn)從圖2 中可以看到。當(dāng)速度低于50 m/s時,鋼板除了有0.08 mm的凹陷外,還有0.01~0.02 mm的突起;而當(dāng)速度高于50 m/s 后,在較深凹陷的旁邊還有一個較淺的凹陷,這個較淺的凹陷就是由于鋼球與鋼板的接觸造成的。
從以上分析可知,研磨料能夠造成一定深度的微凹坑,且深度隨著研磨料速度的增大而增大,微凹坑的長度隨著研磨料速度每增大20 m/s以7%的平均增長率增大。

圖3 變形長度提取方法

圖4 靶射速度與鋼板變形長度關(guān)系
2 實(shí)驗(yàn)方案
本節(jié)對軸承鋼板強(qiáng)化研磨處理后微凹坑的“油囊”效果進(jìn)行試驗(yàn)驗(yàn)證,在廣州大學(xué)金屬材料強(qiáng)化研磨高性能加工重點(diǎn)實(shí)驗(yàn)室進(jìn)行鋼板的強(qiáng)化研磨。其中研磨料使用1 mm的高硬度鋼球+80#棕剛玉研磨粉,強(qiáng)化研磨液的配比參照文獻(xiàn)[6]。靶射距離為40 cm,靶射角度控制在60°左右,將靶射壓力作為控制研磨料速度的關(guān)鍵因素,參照文獻(xiàn)[7]。將壓力控制在0.2~0.8 MPa,可使靶射速度在30~80 m進(jìn)行波動,將壓力控制在區(qū)間0.2~0.3 MPa、0.3~0.5 MPa、0.5~0.7 MPa、0.7~0.8 MPa各做一次試驗(yàn),強(qiáng)化后的鋼板用線切割機(jī)各切一塊,切成15×10×10的小方塊,分別編號A、B、C、D作為實(shí)驗(yàn)組,另取一塊未經(jīng)強(qiáng)化研磨處理的鋼板編號為E,作為對照組。將上述5個鋼塊用實(shí)驗(yàn)室自制的往復(fù)式摩擦磨損試驗(yàn)機(jī)在油潤滑條件下進(jìn)行摩擦磨損試驗(yàn),以C 組為例,得到的摩擦因數(shù)曲線如圖5所示。從圖中可以看出,摩擦因數(shù)在穩(wěn)定摩擦階段是在一個范圍內(nèi)上下波動。

圖5 C組摩擦因數(shù)曲線

圖6 各組摩擦因數(shù)
為了方便表達(dá),本文取穩(wěn)定摩擦階段的平均值作為摩擦因數(shù),則上述5 個鋼塊的摩擦因數(shù)如圖6 所示。由圖6 可知,經(jīng)強(qiáng)化研磨處理后的鋼板在油潤滑條件下摩擦因數(shù)遠(yuǎn)小于未經(jīng)強(qiáng)化研磨處理的鋼板,且隨著靶射壓力或速度的增大,摩擦因數(shù)逐漸減小,但減小速率逐漸趨于平緩,這與上述研究的仿真相照應(yīng),隨著速度的增大,鋼板變形速率逐漸減慢,摩擦因數(shù)減小速率趨于平緩。
3 結(jié)束語
(1)通過建立強(qiáng)化研磨單顆研磨料碰撞鋼板的有限元模型,模擬強(qiáng)化研磨單顆研磨料碰撞結(jié)果,發(fā)現(xiàn)隨著研磨料速度的增加,鋼板變形的深度以及寬度逐漸增加,且增長速率逐漸放緩。
(2)通過對強(qiáng)化研磨加工后的鋼板進(jìn)行摩擦磨損試驗(yàn),對比強(qiáng)化前后的摩擦因數(shù)。強(qiáng)化研磨后鋼板在油潤滑條件下的摩擦因數(shù)遠(yuǎn)遠(yuǎn)小于未經(jīng)強(qiáng)化處理的鋼板,且隨著研磨料速度的增加,在油潤滑條件下的平均摩擦因數(shù)逐漸減小,且減小速率逐漸放緩。
(3)聯(lián)系以上兩點(diǎn),強(qiáng)化研磨過程中,研磨料與金屬材料的碰撞能夠形成微凹坑,這些微凹坑具備改善油潤滑條件下的摩擦環(huán)境,降低摩擦因數(shù)的能力。
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
