KDF2濾棒成型機預張力輥氣路改進
2020-11-27 10:04:56喻濤
機電工程技術 2020年10期
喻 濤
(紅云紅河集團曲靖卷煙廠,云南曲靖 655001)
0 引言
KDF2濾棒成型機降速接紙過程分為以下3個階段:先由正常生產速度快速降到接紙速度;新舊盤紙拼接;拼接結束后,成型機速度快速由接紙速度再加速到生產速度。接紙過程中開松輥輥速跟隨主機速度成比例快速變化,但預張力輥輥速變化滯后,從而導致絲束填充量波動,濾棒吸阻值波動較大。國內外煙草行業已對卷煙輔助材料對卷煙品質的影響進行了大量研究,結果表明濾棒吸阻每增加或減少294 Pa,焦油量相應增加或減少0.412 mg[1]。濾棒的壓降波動對卷煙吸阻波動影響很大,要獲得穩定的卷煙吸阻,不但應控制好煙支段吸阻的穩定性,還應嚴格控制好濾棒壓降的穩定性[2]。另外,濾棒吸阻波動范圍大易導致不在吸阻指標范圍內的不合格濾棒的產生,因此生產中需要對濾棒吸阻加以嚴格的控制。為減小降速接紙過程中濾棒吸阻的波動,確保濾棒的合格率及減小對卷煙的影響,對預張力輥氣路進行改進。通過增加新的控制氣路,與原有氣路形成高低壓控制回路,在降速接紙過程中調節預張力輥壓力,改變預張力輥輥速,從而調節絲束填充量,減小濾棒吸阻的波動。
1 預張力輥組
如圖1 開松系統示意圖所示,預張力輥組由鋼輥和橡膠輥組成,生產過程中橡膠輥壓緊鋼輥,其壓力值固定,主要作用是確保絲束的連續運動和絲束預伸展[3]。其中,開松輥組中4、5 所示的上輥是由不銹鋼制成的螺紋輥,下輥是橡膠輥,為鋁芯外包聚氨酯材料的輥筒。2個螺紋輥旋向相同,但螺紋略有差異,均為主動輥[4],分別由單獨的伺服電機驅動,預張力輥為從動輥,自身沒有動力,開松輥組向前輸送絲束時由絲束拖動預張力輥旋轉,其速度與開松輥速度及預張力輥輥壓有關。
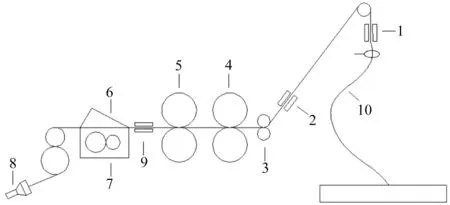
圖1 開松系統示意圖
成型機啟動和停機時,電磁閥延時動作,橡膠輥延時提升和延時下降。啟動時電磁閥延時打開,接通高壓氣源,經過減壓閥,升起開松輥及預張力輥氣缸帶動橡膠輥升起并壓緊上部的鋼輥;成型機停機時,電磁閥延時關閉,橡膠輥在自重的作用下下降并與鋼輥脫開[5]。開松輥及預張力輥輥壓根據生產實際情況可由減壓閥進行手動調節,但不會自動調節。圖2所示為開松輥及預張力輥氣路圖。
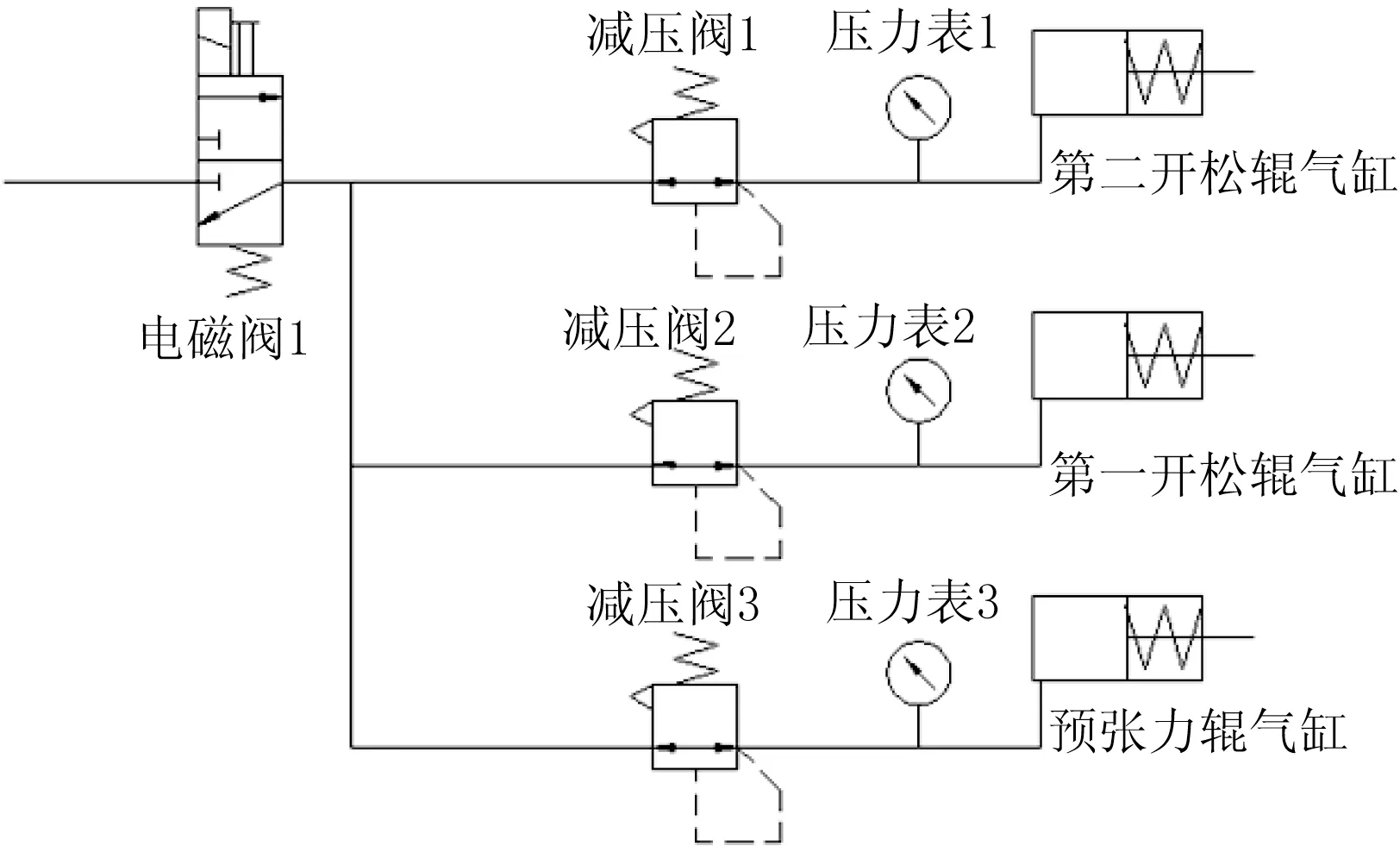
圖2 開松輥及預張力輥氣路圖
2 問題及原因
成型機正常生產速度為320 m/min,接紙速度為280 m/min,由320 m/min降至280 m/min及接紙所用時間為3 s,接紙完成后加速時間為3 s。降速接紙過程中第一開松輥、第二開松輥、輸送輥線速度比保持在1.12∶1.54∶1,這是因為第一開松輥、第二開松輥、輸送輥分別由1臺伺服電機單獨驅動,主電機與3臺輥電機形成直聯從動,通過電子齒輪使電機嚴格按照速比關系運行,電機保持速度和位移同步[6],在主電機降速時輥速能跟隨成型機主機速度成比例快速變化;但第一開松輥與預張力輥線速度比波動較大,在接紙過程中的減速段,第一開松輥輥速已跟隨主機速度快速下降,但由于慣性的作用,作為從動輥的預張力輥,其輥速并未同比例下降,導致第一開松輥與預張力輥線速度比減小,如圖3所示;而在接紙過程中的加速段,預張力輥輥速的增加速度也略低于第一開松輥,第一開松輥與預張力輥線速度比增大。
第一開松輥與預張力輥線速度比的變化,反映了成型機接紙過程中,預張力輥輥速變化的滯后性,其值在接紙過程中快速波動,從而影響了絲束在預張力輥和第一開松輥之間預開松區域的運動狀態及絲束填充量,導致接紙過程中濾棒吸阻的波動。由于預張力輥輥速變化滯后,在接紙過程的減速段,絲束填充量增大,導致濾棒吸阻均值較正常生產時增大;在接紙過程的加速段,濾棒吸阻均值較正常生產時吸阻均值小。
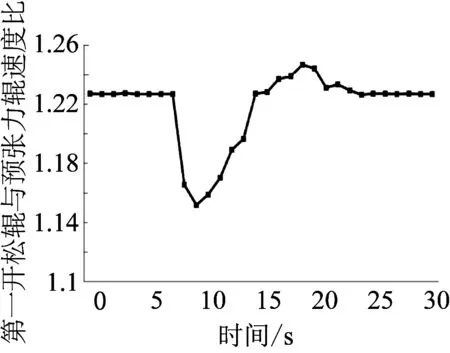
圖3 第一開松輥與預張力輥線速度比
3 改進措施
如圖2所示,預張力輥輥壓由減壓閥3進行控制,在手動設置為某一壓力值后,在生產過程中該壓力值不能隨生產速度的變化而自動改變。為調節接紙過程中預張力輥輥速,在原有氣路中增加一高低壓轉換回路,在減速接紙時,通過增加預張力輥的輥壓,以快速降低預張力輥輥速,從而調節絲束的填充量,減小減速接紙過程中濾棒吸阻的波動。
3.1 氣路改進
圖4 所示為改進后氣路圖,第一、二開松輥氣缸控制回路不變,增加電磁閥2、減壓閥4、梭閥5與原有的減壓閥3構成高低壓轉換回路。減壓閥3設定的壓力低于減壓閥4設定的壓力,利用電磁閥2的啟閉,實現在不同工況下高低壓的轉換控制,使預張力輥輥壓在接紙過程中可實現兩種壓力的切換,調節輥速,從而調節絲束的填充。成型機正常生產時,電磁閥2 關閉,電磁閥1 開啟,預張力輥壓力由減壓閥3 設定;在成型機輸出接紙信號時,電磁閥2開啟,梭閥動作,預張力輥壓力增加到調節閥2設定的壓力。通過增大壓力,降低預張力輥輥速,從而調節絲束供應量;電磁閥2延時設定的時間后關閉,預張力輥壓力降低為減壓閥3設定的壓力。通過減小預張力輥壓力,使預張力輥輥速能夠更容易的跟隨開松輥輥速變化,改善絲束供應及預張力區的絲束開松效果。

圖4 改進后氣路圖
3.2 電路改進
增加時間繼電器KT100 和電磁閥Y100,當成型機發出接紙指令后,時間繼電器KT100得電,觸點15與18接通,電磁閥Y100 動作,預張力輥壓力增加到減壓閥3 設定的壓力,當設定的延時時間到達時,觸點15與18斷開,預張力輥壓力降低到減壓閥2 設定的壓力。在正常生產時,觸點15 與18 常開,預張力輥的升降由成型機原有的電磁閥控制,壓力由減壓閥2設定。改進后的電路圖如圖5所示。
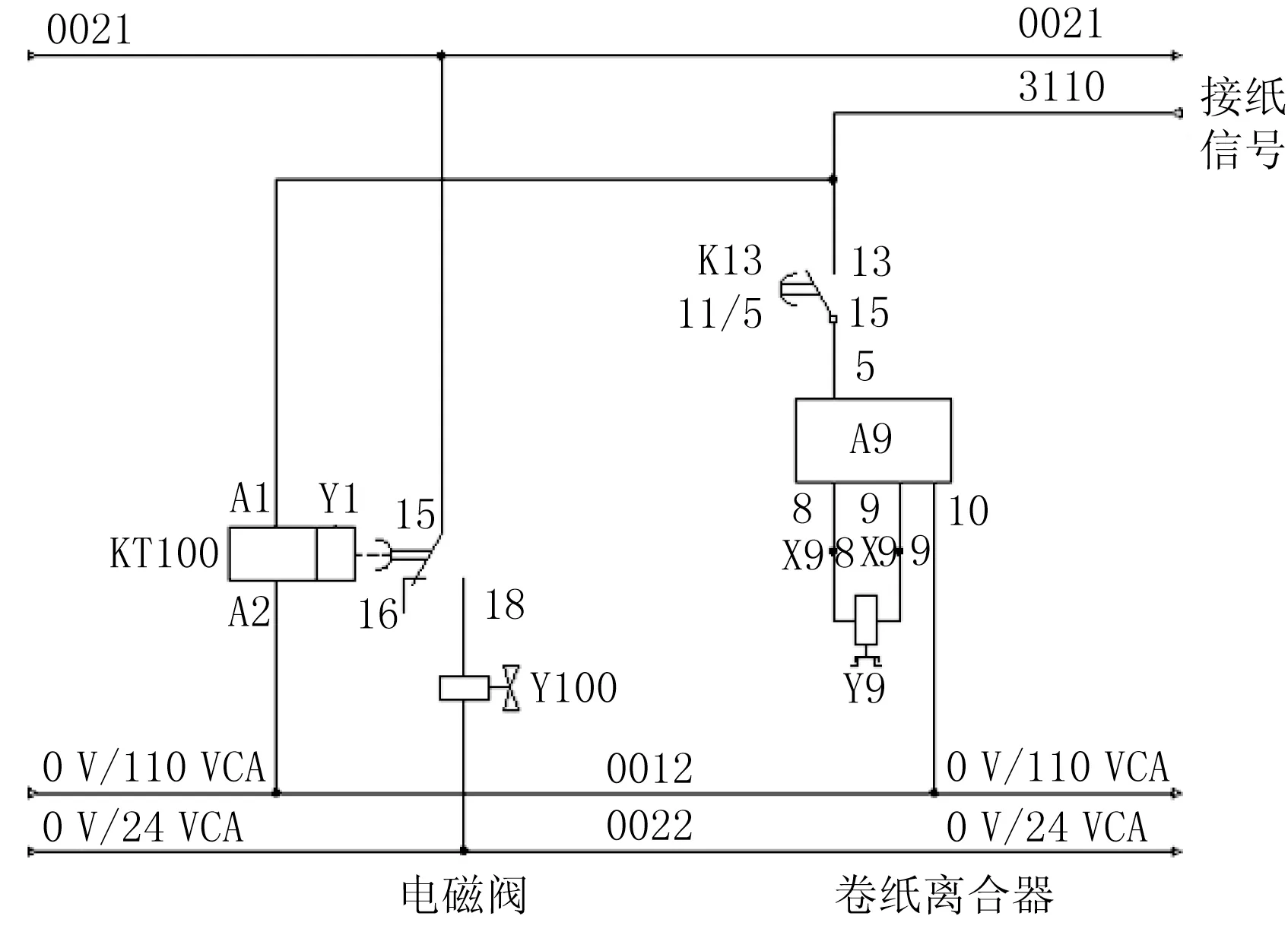
圖5 電路改進
3.3 參數設置
某品牌濾棒的吸阻指標為3 240±200 Pa,正常生產速度為320 m/min,接紙速度為280 m/min,為確保接紙過程中濾棒吸阻值的穩定,經過多次實驗后,參數設置如表1所示。
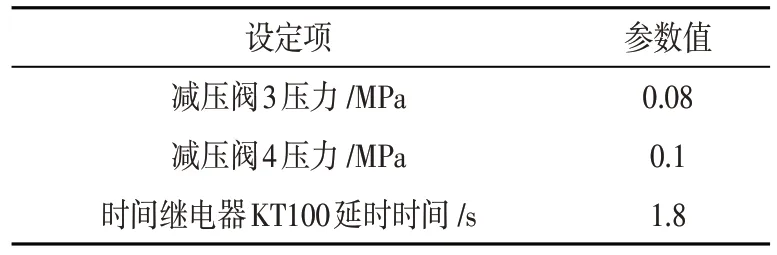
表1 參數設置
改進后,對降速接紙過程中濾棒吸阻情況進行跟蹤,共進行了30組取樣,測試結果顯示接紙過程中濾棒吸阻均值與正常生產時吸阻均值差值的最大值為75 Pa,小于改進前的176 Pa。
4 結束語
本文在對KDF2濾棒成型機預張力輥工作過程及原理分析的基礎上,對預張力輥氣路進行了改進。通過增加新的控制氣路,與原有氣路形成高低壓控制回路,并相應的對電路進行了改進。實現了在降速接紙過程中對預張力輥輥壓的自動調節,從而改變預張力輥輥速,調節絲束填充量,減小了濾棒吸阻的波動,避免了由于濾棒吸阻波動大導致的不在吸阻指標范圍內的不合格濾棒的產生。
