烏東德電站百萬千瓦級機組轉子磁軛組裝技術研究
2020-11-27 17:50:36何毅
水電站機電技術 2020年11期
關鍵詞:測量
何 毅
(中國水利水電第八工程局有限公司,湖南 長沙 410004)
轉子磁軛是水輪發電機的重要部件,在水輪發電機組運行過程中具有重要作用[1-3]。磁軛結構的穩定性,直接影響機組的安全。運行磁軛內側與轉子支架連接,外側與磁極連接,既是固定磁極的結構部件,又是水輪發電機磁路的重要組成部分,水輪發電機組的轉動慣量主要由磁軛構成。磁軛是水輪發電機通風系統通道和通風冷卻循環的主要風壓源。
轉子磁軛組裝過程中圓度、同心度的精度控制及磁軛熱打鍵加熱過程控制將直接影響水輪發電機組的安裝和運行質量,本文以烏東德右岸電站發電機轉子磁軛組裝為例,詳細介紹了百萬千瓦級水輪發電機轉子磁軛組裝過程的控制要點,并提出改進措施及建議。
1 概述
1.1 電站概況
烏東德水電站的開發任務以發電為主,電站共裝設12臺(左、右岸各6臺)單機容量為850 MW的立軸混流式水輪發電機組,總裝機容量為10 200 MW。
1.2 轉子結構
烏東德右岸電站發電機轉子為無軸式圓盤焊接結構,轉子支架采用斜立筋,轉子支架支臂數為32個,立筋在工地組焊后現場加工;轉子支架包括中心體和外環組件,外環由8瓣組成,中心體和分瓣的外環組件。發電機轉子磁軛外徑為Φ17 132 mm(熱打鍵后為17 135.6 mm),高度為3 324 mm,磁軛重量約1 023 t,整體轉子重量約為1 915 t。
1.3 磁軛組裝標準
烏東德右岸電站轉子磁軛組裝主控質量標準在國標和廠家標準基礎上有較大提高,具體見表1。
2 磁軛組裝
磁軛組裝在轉子立筋加工完成后進行。
2.1 磁軛鍵安裝
(1)安裝基準磁軛主鍵并與轉子立筋之間固定牢固,測量、調整磁軛主鍵的切面中心相對于轉子中心線的半徑為7 766 mm(0~0.5 mm)。
(2)安裝其他磁軛鍵,利用測圓架及百分表調整其他磁軛主鍵半徑,及其與基準磁軛主鍵之間的弦長偏差符合要求。
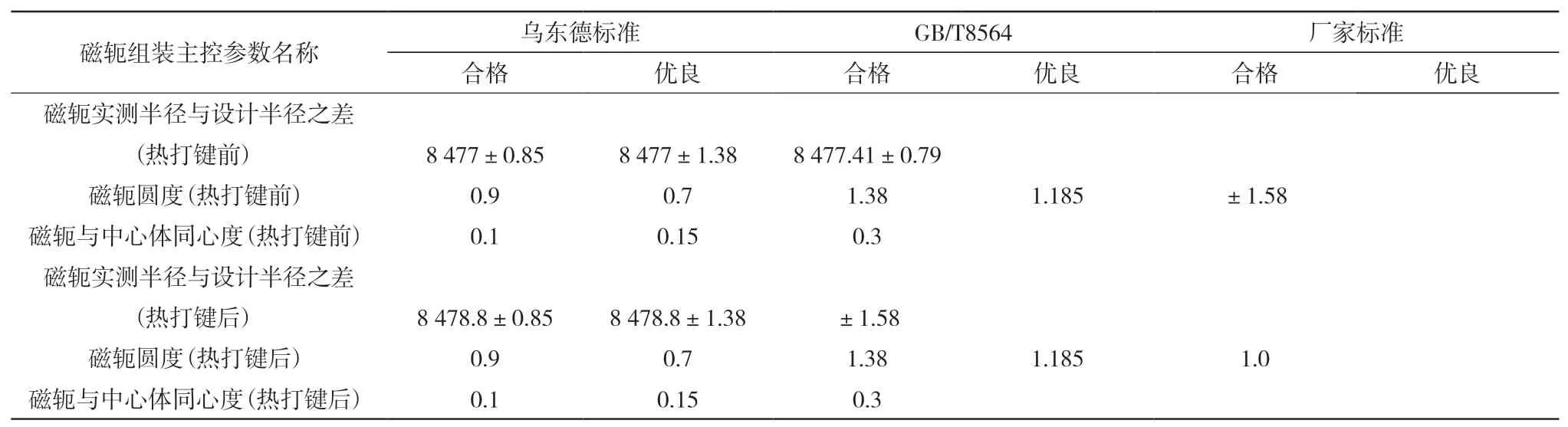
表1 磁軛組裝主控質量標準對照表 單位:mm
2.2 下壓板安裝
(1)將下壓板置于支撐上。下壓板內側支撐在大立筋掛鉤上,外側支撐在兩個磁軛支撐上,將第一張下壓板調水平。
(2)用測圓架和百分表,將其他下壓板調水平。
(3)測量磁軛下壓板周向波浪度和徑向水平偏差應滿足相關要求。
2.3 磁軛疊裝
磁軛由四種規格的4 mm后磁軛沖片疊制而成,四種規格重量分別為32.56 kg、32.69 kg、37.73 kg、37.99 kg,磁軛疊片每層32片;磁軛的內外高差和波浪度采用加補償片的方法調整;磁軛鐵片共分五次與磁軛壓板一起壓緊,采用液壓拉伸器拉伸穿芯螺桿的方式壓緊,壓緊高度分別為700 mm、1 412 mm、2 020 mm、2 672 mm、3 264 mm,螺桿最終伸長量為6.8 mm±0.4 mm,螺桿最終受力為680 kN。
2.3.1 磁軛疊裝及第一次壓緊
(1)使用磁軛片402在磁軛下壓板上開始疊片,第一片自磁軛圓內向外看,俯視磁軛片左端面自+Y軸開始疊片。
(2)上端和下端各192 mm內,兩層磁軛片(8 mm)為一個基本層,第二層使用401進行疊片,俯視順時針自+Y軸錯半極(1/4片)進行疊片,八個基本層為一個循環。除上、下兩端192 mm范圍及疊片圖中特殊標注外,其他三層磁軛片(12 mm)作為一個基本層,每個基本層俯視順時針錯半極(1/4片),按圖2所示八個基本層為一個循環。
(3)轉子磁軛疊片疊至120 mm高度后,在每個磁極位置中交替各插入1根長疊片銷和1根短疊片銷。
(4)對已疊裝好磁軛進行整形,測量、調整磁軛同心度及下壓板水平度。
(5)按調整磁軛調整切向磁軛鍵的位置并鎖定。
(6)按照磁軛疊片圖進行轉子磁軛疊片,直至約700 mm高度,疊片過程中長疊片銷隨疊片高度的上升及時調整,下端的短疊片銷保持不動,疊片過程中隨時對磁軛進行整形。
(7)測量調整磁軛的絕對半徑、同心度、磁軛垂直度及下壓板水平度,且保證磁軛與磁軛主鍵之間沒有徑向間隙。
(8)安裝磁軛上壓板及臨時壓緊螺桿。
(9)用液壓拉伸器以對稱交錯的原則分次預緊磁軛壓緊螺桿。
(10)壓緊后測量磁軛相關尺寸數據。
(11)拆除臨時壓緊裝置。
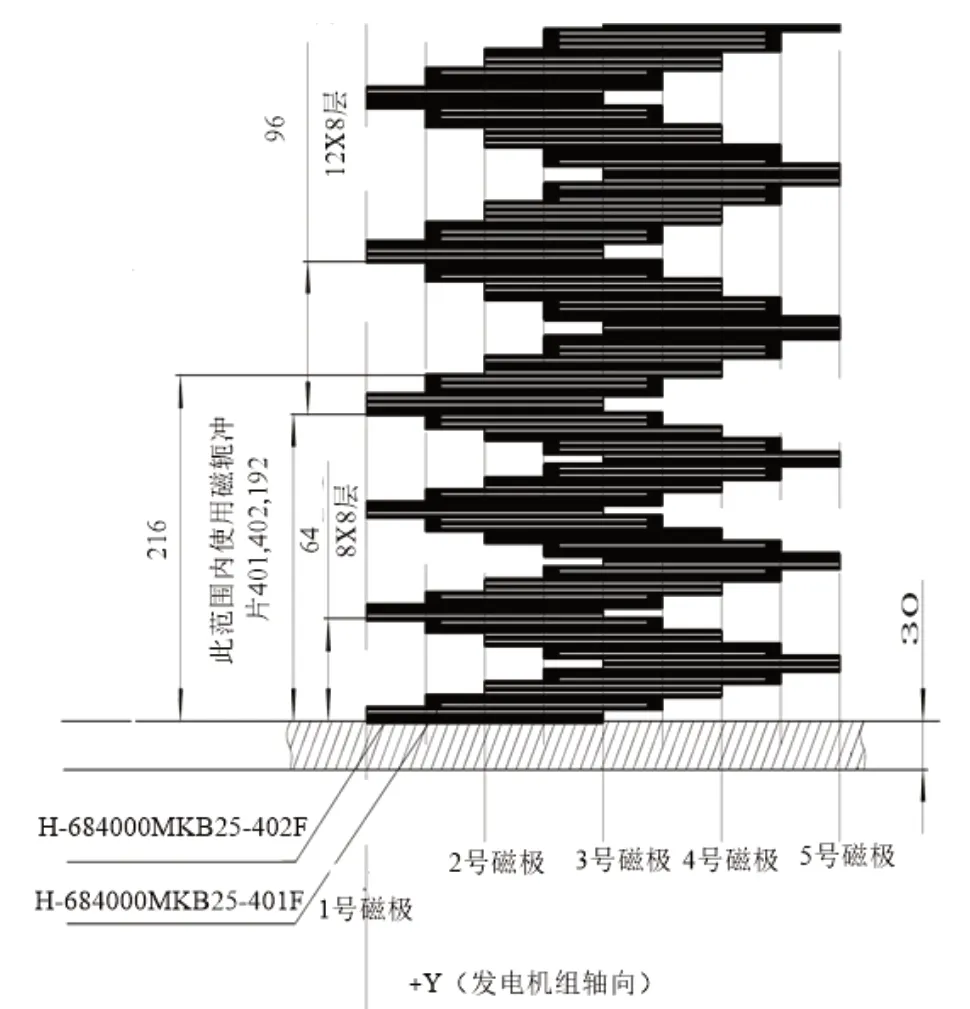
圖1 磁軛鐵片疊裝示意圖
2.3.2 中間磁軛疊裝及補償片安裝
(1)按磁軛第一次疊裝及壓緊要求,疊裝磁軛至約1 412 mm、2 020 mm、2 672 mm高度,分別進行第2次、第3次、第4次磁軛壓緊。
(2)根據前一次磁軛壓緊后測量的周向及徑向高度偏差,布置磁軛補償片。
2.3.3 磁軛疊裝及最終壓緊
(1)疊裝磁軛至約3 264 mm高的最終壓緊高度。
(2)將8個M42液壓拉伸器均布在磁軛上,分8個區域、對稱進行磁軛螺桿的最終拉伸,如圖2所示。拉伸分4次進行,分別按最終試驗液壓值的25 %、50 %、75 %、100 %分次執行。

圖2 磁軛壓緊螺桿最終壓緊分區圖
(3)每個區域的每個磁極位置壓緊按照一定順序進行。
(4)壓緊后靜置24 h,按照最終擰緊步驟再次緊固所有螺母。
(5)抽查10%螺栓的伸長量,如果沒達到要求則加大壓力再次緊固所有壓緊螺桿。
(6)在磁軛的內、外側用卷尺測量磁軛高度并記錄。
(7)用內徑千分尺、百分表、測圓架測量磁軛半徑并記錄。
(8)磁軛壓緊后,用大錘打緊磁軛副鍵。
3 磁軛熱打鍵
3.1 打鍵長度計算
(1)磁軛鍵預緊后檢查并測量并記錄轉子磁軛的半徑和高度尺寸。
(2)根據磁軛實測圓度計算磁軛鍵緊量(設計5 mm),和磁軛副鍵需要下行的長度,并在副鍵上做好標記。
(3)在轉子上部磁軛與轉子支架間,對稱4個方位布置磁軛漲量測量裝置,用于磁軛加溫過程中漲量監測。
3.2 熱打鍵計算
3.2.1 加熱溫度計算
轉子與鐵心溫差計算:

式中:L——磁軛內側半徑,7 736 mm;
△L——熱打鍵緊量,5 mm;
α——鋼的線膨脹系數為:11×10-6 mm/m·℃。
預計最終加熱溫度:59 ℃+27 ℃(室溫)=86 ℃
3.2.2 加熱容量計算
加熱器總容量計算:

式中:k—保溫系數,取值范圍為1.5~2.5,此處取k=2.2;
G—磁軛總重,1 020 000 kg;
C—磁軛材料比熱容,一般取0.5;
T—預計所需的加熱時間,取預計加熱時間為8 h,28 800 s;
設備廠家提供用于磁軛加熱的不銹鋼加熱片的總功率為2 304 kW;另在每個轉子立筋位置的磁軛下方布置一片10 kW的履帶式加熱片用于輔助加熱,32片履帶式加熱片兩兩串聯,總功率160 kW。根據實際加溫情況需要,輔助加熱片的投切。
3.2.3 加熱設備布置
轉子加熱片共64個回路,分別接入8個溫控柜中,將第一層1級至10級10片加溫片連接形成一個回路,接入1#加溫柜;第一層11級至20極10片加溫片連接形成一個回路,接入2#加溫柜,第一層21級至30級10片加溫片連接形成一個回路,接入3#加溫柜,以此類推,第一層的51級至60級加溫片連接接入6#加溫柜,第一層的61級至64級、第二層的1級至6級共10片加溫片接入7#加溫柜,第二層的7級至16級接入8#加溫柜;第二層的17級至26級再接入1#柜,以此類推,總共30層加熱片,依次接入8個加溫柜中。
3.2.4 磁軛熱打鍵
(1)在加熱過程中,嚴格控制磁軛的溫升以及磁軛與轉子支架之間的溫差,根據磁軛與支架之間膨脹量調節溫度,溫升速度不大于7 ℃/h,不同點溫差在10 ℃以內。在加熱過程中,每30 min檢查磁軛上下、內外溫度及轉子支架上下溫度。
(2)加熱前測量標記尺寸原始值做好記錄,當接近脹量時,每15 min檢查一次磁軛的膨脹量。
(3)當磁軛膨脹量滿足緊量要求后,將所有磁軛副鍵對稱放至預定位置,停止加熱,冷卻磁軛。
(4)在轉子磁軛冷卻過程中,應有效控制磁軛冷卻速度,以免磁軛溫度驟然降低而使轉子中心體變形。降溫過程中,降溫速度在5 ℃/h以內,并保證磁軛不同區域的溫度差不得大于10 ℃,在保溫毯包裹嚴實10 h后,掀開頂部保溫毯200 mm左右,使磁軛均勻降溫,待磁軛冷卻到40 ℃以下時,方可揭開保溫毯。
(5)轉子磁軛冷卻后,分次、對稱打緊磁軛副鍵。
(6)每段磁軛分上、中、下三個斷面測量轉子磁軛半徑,要求磁軛的絕對半徑約8 567.8 mm,磁軛的圓度≤0.70 mm,磁軛相對于轉子中心的同心度≤0.10 mm。
4 磁軛組裝質量
烏東德右岸電站已完成的7號、8號機組兩臺轉子磁軛組裝主控質量參數均滿足烏東德標準要求,具體見表2。

表2 磁軛組裝主控質量參數表
5 磁軛組裝改進建議
5.1 增強磁軛疊裝過程中磁軛疊片鍵的剛性
因烏東德右岸電站轉子磁軛高度達3 264 mm,設備廠家在鍵槽上、下各布置一顆M27螺栓,對磁軛疊片鍵進行支撐,在磁軛疊片鍵半徑調整就位后,該鍵不能與立筋鍵槽接觸,導致其剛性很差,以致磁軛壓緊過程中圓度難以控制。
鑒于此,建議設備廠家提供一套磁軛疊片鍵副鍵,使磁軛疊片鍵能與立筋鍵槽緊密貼合,增強疊片鍵剛性。
5.2 磁軛鐵心壓緊順序建議
在磁軛鐵心壓緊過程中,注意監測圓度變化情況,根據變化情況隨時調整每個磁極位置的壓緊順序,以保證磁軛圓度變化可控。據現場觀測,磁軛圓度偏小時,宜先壓緊磁軛外側壓緊螺桿;反之宜先壓緊磁軛內側壓緊螺桿。
5.3 熱打鍵緊量計算建議
烏東德右岸電站轉子熱打鍵緊量設計值為5 mm,采用每個磁極位置的磁軛上中下3個半徑的平均值為基準,可能使半徑比平均值大的位置的磁軛緊量達不到5 mm。
通過7#、8#機組在試運行中的過速試驗后的圓度檢查,7#機組轉子磁極過速后圓度為0.99 mm,8#機
組轉子磁極過速后圓度為0.64 mm,保證各斷面磁軛緊量,可有效防止機組運行中的轉子圓度發生變化。
5.4 熱打鍵加熱片布置建議
磁軛熱打鍵加熱片布置時,應將同一加熱柜的加熱片對稱分散布置,保證某一加熱柜出現故障,不會出現磁軛受熱不均的情況。
6 結論
烏東德右岸電站轉子磁軛組裝,采用強化磁軛疊片鍵剛度、根據圓度調整穿心螺桿壓緊順序的方法,保證磁軛壓緊圓度;采用自由狀態下焊接、疊片、磁極掛裝方式,消除轉子撓度對轉子外形尺寸的影響;通過控制熱打鍵緊量計算,保證磁軛與轉子支架的可靠聯接,保證轉子運行圓度;采用插入式薄片小功率電阻加熱器加熱磁軛,熱量從磁軛內部往外傳遞,保證加熱效果良好;通過上述方法,使轉子磁軛圓度、垂直度、整體偏心值均控制良好;保證發電機轉子組裝質量。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
