預渦旋封嚴腹板鑄件基準建立方法研究
2020-11-24 06:48:36黃強
機械工程師 2020年11期
關鍵詞:測量
黃強
(中國航發西安航空發動機有限公司,西安710021)
0 引 言
為了提高航空發動機作戰性能及可靠性,減輕發動機的質量、降低制造成本、縮短制造周期,隨著復雜整體鑄造技術的深入試驗研究,鑄造技術廣泛應用于航空發動機及其關鍵構件的研制和生產中。預渦旋封嚴腹板鑄件是公司承接某航空發動機產品的科研試制任務,用于焊接蜂窩環組裝部件,其特點是鑄造基準設計復雜、鑄造定位基準制造精度不高。在實際檢測中發現,一般利用精加工產生的基準測量形位誤差的方法, 很難在預渦旋封嚴腹板鑄件的位置度基準建立及三坐標測量中完成,這主要是因為鑄件的鑄造基準較差,原始基準的定位精度不高;另一個主要原因, 是因為鑄件的設計基準較多,基準之間的誤差累計及延伸導致整個基準的建立出現偏差,以下就預渦旋封嚴腹板鑄件的測量基準及其選擇方法進行討論,并對測量基準的誤差進行修正。
1 形位公差基準的建立
被測量基準的形位公差,指的是工件上被測對象和定位基準之間的位置分布,即圖樣規定的測量對象與定位基準之間的位置變動范圍。圖樣規定的位置度,指的是一個對象的中心線或中心平面允許自身位置變動的范圍,即它的實際位置允許的變動范圍,是限制被測對象的實際位置對理想位置變動量的指標[1]。位置度公差對實際對象位置正確度的評價,依據是設計圖上給定的理想位置。評價位置度時, 最重要的就是合理選擇被測工件的測量基準,沒有測量基準,就無法評價位置度。
以預渦旋封嚴腹板鑄件位置度誤差檢測為例,孔中心有理想位置和實際位置,理想位置由理論正確尺寸確定,實際位置由實測坐標值確定。實際位置與理想位置有偏差,偏差的2倍就是實測位置度。該鑄件的孔位置度公差帶是一種以理論位置為中心對稱的區域,位置度是限制被測量孔的實際位置對理想位置變動量的指標。它的定位尺寸為理論正確位置。位置度公差在評定被測孔位置的正確性,是依據設計圖上給定的理想位置。如圖1所示,要測出孔心的實測坐標值,就必須建立測量坐標系。就該鑄件來講,按圖樣定義建立關聯基準需要反復測量,并對數據進行整理,使基準逐漸接近理想位置。用這個方法建立的理想孔心位置為近似值, 所以測量工件的位置度,在建立測量基準時,以及工件的實際基準的采集與模擬,均存在測量誤差。
在實際鑄造過程中,由于鑄造誤差的影響,預渦旋封嚴腹板鑄件的原始基準精度較差,為了提高原始基準的定位精度,可采用精密鑄造及提高鑄造工藝水平,但精密鑄造等級提高,鑄造成本增加,不利于小批量試驗生產。實際加工中,可通過對鑄件基準進行補加工,找正鑄造原始基準,對圖樣要求的位置度基準進行精加工。原始基準通過補加工,提高了基準的定位精度,保證了零件精加工時的定位可靠性,減少了因鑄造基準位置誤差導致的加工精度降低。
2 基準的建立方法
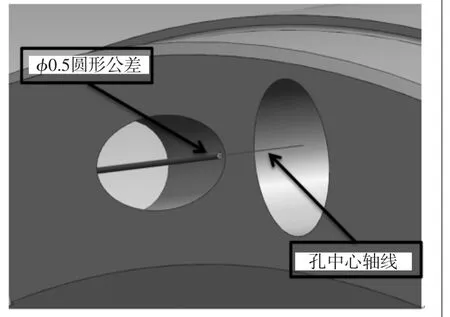
圖1 預渦旋封嚴腹板鑄件孔中心示意圖
位置度測量中測量基準的建立,需結合工件的裝配及使用條件,在滿足工程部門的使用條件的前提下,建立滿足工件加工及裝配要求的基準尺寸。在建立基準時,首先應考慮設計條件、制造方法、三坐標測量基準一致,減少轉化測量基準造成測量誤差增大,延長檢測時間,導致被測工件的測量準確度的降低。選擇測量基準時還應注意的是,必須結合現場加工及測量的實際情況,保證檢測系統穩定性及簡易性。對形狀及定位較為復雜的鑄件而言,鑄件的原始鑄造基準自身存在鑄造誤差,直接在鑄造面采點建立基準不能準確反映工件的實際狀態。應充分考慮鑄造基準的制造工藝帶來的鑄造誤差,在設計測量工裝時,選擇穩定性高的基準面定位,盡量使用原基準采樣,避免轉換基準帶來的間接誤差,測量系統在采點時應盡可能在較大區域采點,保證采點后系統模擬的準確性。在實際生產中設計、工藝、檢測三基準的選擇應盡量統一。同時,使用功能的差異、設計條件的不同、采點環境的不同,以及不同測量儀的測量精度的差異都會影響基準的誤差[1]。
2.1 預渦旋封嚴腹板鑄件簡介
如圖2所示,預渦旋封嚴腹板鑄件最大外徑為φ411 mm,內孔直徑為φ338 mm,厚度為25.5 mm,材料為MSRR7040鎳基高溫合金,工件毛坯為整體鑄造,預渦旋封嚴腹板鑄件端面上貫穿端面有18個流道孔,如圖3所示,鑄造流道孔孔徑為φ6.90±0.10 mm,流道孔與鑄造基準A夾角為20°并沿圓周方向均布排列,流道孔相對基準A、基準B、基準C的位置度為φ0.50。

圖2 預渦旋封嚴腹板鑄件示意圖
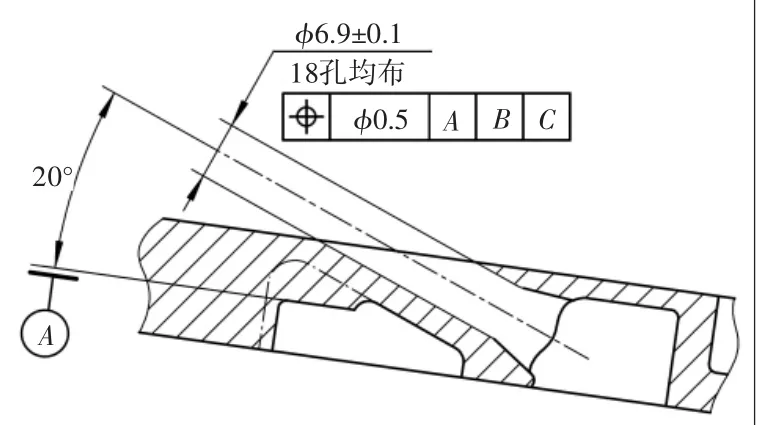
圖3 預渦旋封嚴腹板鑄件流道孔示意圖
2.2 難點分析
基準A、基準B、基準C的定義如圖4所示。基準A、基準B均為鑄造基準,基準C是由鑄造面間接確立的理論基準。其中,基準A為復合基準,在直徑φ388 mm的節圓上,分別由鑄件上的3處鑄造基準確定理論點A1、A2、A3,以理論點A1、A2、A3為中心、直徑φ5 mm以內采點均可作為有效基準點;基準B為鑄造內孔復合基準,在鑄造內孔上分別建立理論接觸線B1、B2、B3,為避開根部圓角轉接區域,接觸線B1、B2、B3距離建立的基準A為2.50 mm;在直徑φ10 mm的理論圓上,確定與鑄造面相切的接觸線C1,C1向中心位置偏移9.2 mm確定基準C。
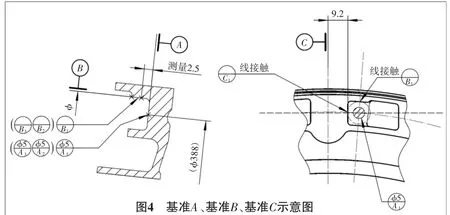
圖4 基準A、基準B、基準C示意圖
2.2.1 鑄造基準不平整,基準建立誤差較大
鑄造基準的特點是結構設計復雜、鑄造定位基準制造精度不高。由于鑄造工藝的限制,預渦旋封嚴腹板鑄件表面的鑄造基準精度不高。通過三坐標多次建立基準,鑄造基準的有效區域內,基準A在3處基準的平面度誤差在0.22~0.30 mm左右,基準B在鑄件內孔建立的基準圓度在0.2 mm左右。鑄件位置度存在多個測量基準,基準之間同時存在采樣誤差,使得整個基準的建立及測量偏離圖樣設計目的[2]。
2.2.2 直接用原始鑄造面建立基準難度大
考慮到基準建立的準確性,一般基準的建立均使用原始基準,尤其是檢測對鑄造基準不做任何補加工的工件時,轉換基準會導致更大的檢測誤差,但本文研究的預渦旋封嚴腹板鑄件,其鑄造基準與被測流道孔分別位于工件大端和小端,將零件水平放置,三坐標測針采集完流道孔的內孔后,鑄造基準在流道孔的下端,無法直接采點建立基準A、基準B和基準C。將零件翻面后,使用三坐標測針可直接使用原始鑄造基準建立基準A、基準B和基準C,無法深入到流道孔中,直接使用原鑄造基準檢測流道孔位置度,基準建立難度較大。
2.2.3 基準建立的順序不同,表達的結果不同
在位置度公差的基準體系中,建立基準的先后順序對實際控制結果影響很大。本文討論的鑄件基準體系是由3個單獨的基準A、基準B、基準C構成的基準組合,在建立基準時,應充分理解圖樣設計意圖,按照一定的先后順序確定基準體系,提高基準建立的正確性,使建立的基準位置固定、唯一。按位置度公差的要求,本文研究的預渦旋封嚴腹板鑄件應先建立復合基準A:在圖樣要求的節圓上,確定理論點A1、A2、A3,并以這些理論點為中心,圖樣規定的直徑范圍內采點均可作為有效基準點。再建立復合基準B,在鑄造內孔上分別建立理論接觸線B1、B2、B3,接觸線必須有效避開基準A的鑄造轉接區域,最后確定與鑄造面相切的接觸線C1,C1向中心位置偏移固定距離確定基準C。
2.3 預渦旋封嚴腹板鑄件基準建立
2.3.1 建立C基準
如圖5所示,用φ10測量圓與預渦旋封嚴腹板鑄件端面槽凹腔的邊沿相切,測量圓的圓心在φ388的節圓上,φ10測量圓與鑄件的邊沿相切形成接觸線C1,接觸線C1向左平移距離9.20形成基準C。確定接觸線C1時,應注意接觸線距離基準A的距離控制在2.5 mm以上,避免接觸線C1與鑄件的邊沿的過渡R干涉,從而導致建立基準C時產生誤差,基準C的建立模型如圖6所示。
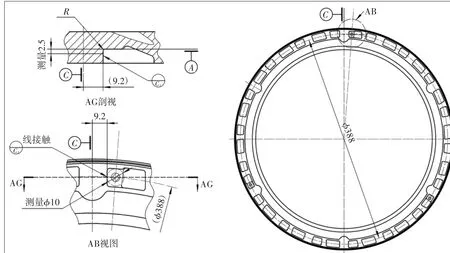
圖5 基準C示意圖
2.3.2 建立A基準
確定基準C 之后,將基準C確定的通過中心的基準線繞鑄件中心順時針旋轉4.198°形成軸線L1,如圖7所示,軸線L1與φ388的節圓相交,以該交點為圓心,直徑φ5.0接觸圓內確定A1。
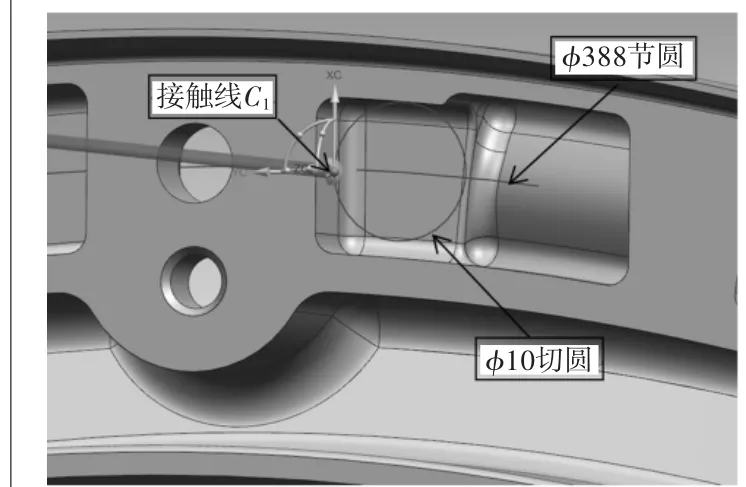
圖6 基準C建立模型

圖7 基準A1、B1示意圖
軸線L1繞鑄件中心順時針旋轉120°形成軸線L2,軸線L2與φ388的節圓相交,以該交點為圓心,直徑φ5.0接觸圓內確定A2,如圖8所示。軸線L2繞鑄件中心順時針旋轉120°形成軸線L3,軸線L3與φ388的節圓相交,以該交點為圓心,直徑φ5.0接觸圓內確定A3。
根據基準A的設計要求,在圖9所示Ⅰ處所示平面上,A1應在φ5的接觸圓內確定,即在接觸圓內任何一點都可以認為是A1,采樣測頭端面以球輔助定位,測量基準與設計基準統一,用球測頭與平面的切點確定點A1,用同樣的方法可確定點A2及點A3。點A1、A2、A3的確定與鑄件的鑄造平面狀態密切相關,鑄造平面的精度直接影響點A1、A2、A3的位置精度,進而影響基準A的建立精度。
2.3.3 建立B基準
確定基準C之后,將基準C確定的通過中心的基準線繞鑄件中心順時針旋轉4.198°形成軸線L1,如圖7所示,直徑φ10的測量圓的圓心在軸線L1上并與鑄件內孔R199相切形成接觸線B1。
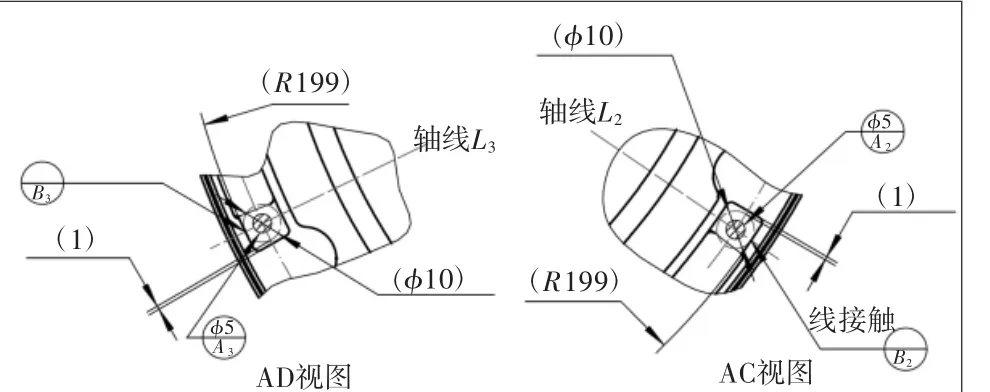
圖8 基準A2、B2、基準A3、B3示意圖
軸線L1繞鑄件中心順時針旋轉120°形成軸線L2,直徑φ10的測量圓的圓心在軸線L2上并與鑄件內孔R199相切形成接觸線B2。軸線L2繞鑄件中心順時針旋轉120°形成軸線L3,直徑φ10的測量圓的圓心在軸線L3上并與鑄件內孔R199相切形成接觸線B3,如圖8所示。如圖10所示,確定接觸線B1時,應注意接觸線距離基準A的距離控制在2.5 mm以上,避免接觸線B1與鑄件的邊沿的過渡R干涉,B2、B3的建立與B1相同。點B1、B2、B3的確定與鑄件的內孔鑄造狀態密切相關,鑄造內孔的精度直接影響點B1、B2、B的位置精度,進而影響基準B的建立精度。
2.3.4 建立孔的中心線
于基準C右側距離40 mm確定理論線M1,于基準B上方距離188.71 mm確定理論線M2。如圖11所示,理論線M1和理論線M2相交確定點BA,以點BA為旋轉中心,將理論線M2順時針旋轉8°即為孔的中心線,中心線與基準B的法向距離為193 mm,孔的中心線與基準A的夾角為20°。

圖9 基準A建立模型
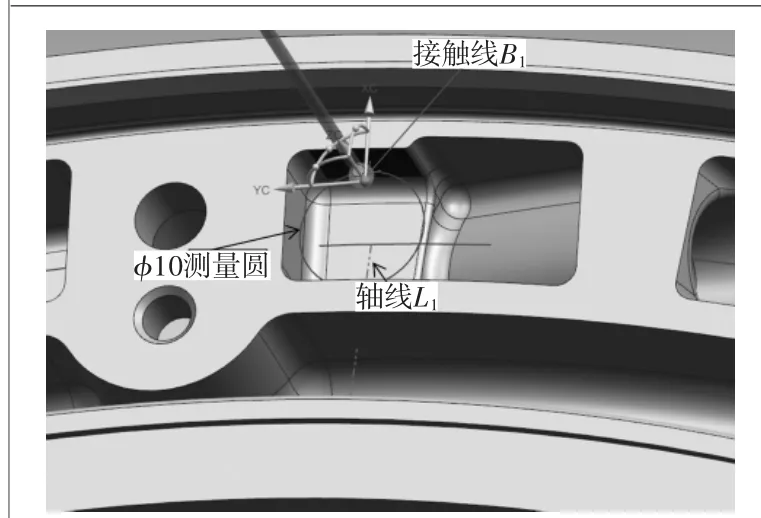
圖10 基準B建立模型
3 基準的誤差修正

圖11 孔中心線示意圖
建立基準的目的是要把產品的基準坐標系完整地構建起來,通過基準對多個自由度的約束,使理論正確尺寸按確定的幾何關系聯系在一起作為整體[3]。構建預渦旋封嚴腹板鑄件基準時,根據基準體系及確定被測要素的理論正確位置的3個理論正確尺寸的方向建立坐標系,并與其中2個基準成特定角度,建立基準時主要存在的誤差及修正方法如下:
由于鑄造誤差的存在,鑄件表面不是非常平整,如圖12所示。建立基準A時,在φ5.00的接觸圓內,每3個測量點構建的平面均不重合,基準構建存在隨機誤差F基準,確定允許的基準構建誤差因子α為0.1[4]。即:

在φ5的接觸圓內,建立點A11、點A12、點A13,評價A11、A12、A13在基準面上的高度誤差,若高度誤差不大于0.05,則取A11、A12、A13中任一點作為接觸點A1;若高度誤差大于0.05,則繼續建立A14、A15、A16…,直至建立的任意3個點高度誤差不大于0.05,則取這3 個點中的任一點作為接觸點A1。用同樣的方法建立接觸點A2、A3,由已確定的接觸點A1、A2、A3建立基準A。
在φ10切圓與鑄件內孔形成的接觸線上,建立點B11、點B12、點B13,評價B11、B12、B13在接觸線上的切圓直徑誤差,若切圓直徑誤差不大于0.05,則取B11、B12、B13中任一點作為接觸點B1;若切圓直徑誤差大于0.05,則繼續建立B14、B15、B16…,直至建立的任意3個點切圓直徑誤差不大于0.05,則取這3個點中任一點作為接觸點B1。用同樣的方法建立接觸點B2、B3,由已確定的接觸線上的接觸點B1、B2、B3建立基準B。
在φ10切圓與鑄件邊沿的接觸線上,建立點C11、點C12、點C13,評價C11、C12、C13在接觸線上的切圓直徑誤差,若切圓直徑誤差不大于0.05,則取C11、C12、C13中任一點作為接觸點C1;若切圓直徑誤差大于0.05,則繼續建立C14、C15、C16…,直至建立的任意3個點切圓直徑誤差不大于0.05,則取這3個點中任一點作為接觸點C1,接觸線C1向左平移距離9.2 mm形成基準C。
4 結 論
本文通過對預渦旋封嚴腹板鑄件鑄造基準的建立進行研究,對鑄造基準的概念進行了簡明闡述,分析了3個關聯基準間的設計要求,提出鑄件基準的建立方法:在建立基準時,應考慮設計、工藝、檢測基準的統一;充分理解圖樣設計意圖,按照一定的先后順序確定基準體系,使建立的基準位置固定、唯一;選擇與設計目的最接近的位置度測量工藝、測量系統在采點時應盡可能在較大區域采點,保證采點后系統模擬的準確性,并通過誤差修正使建立的基準更加準確,以達到預渦旋封嚴腹板鑄件基準建立的目的。
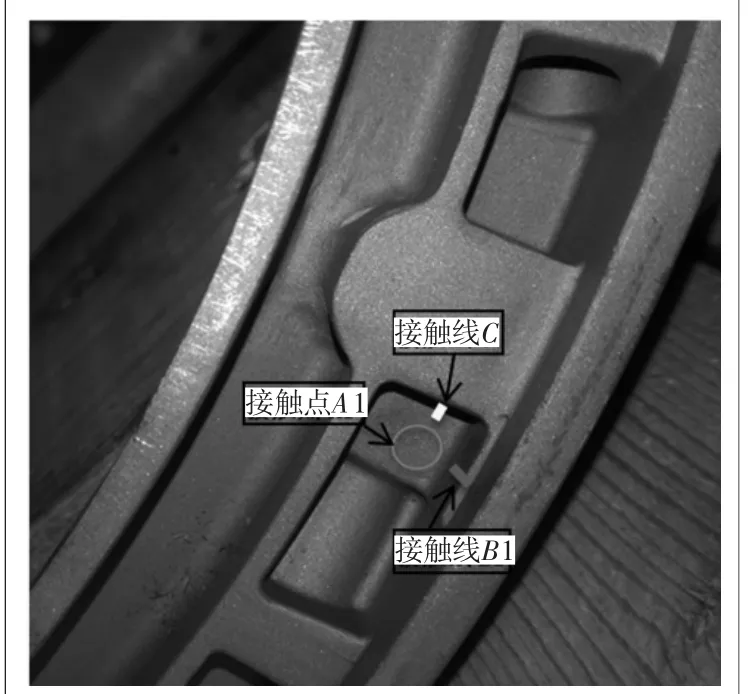
圖12 鑄件表面圖
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
