石油套管特殊螺紋接頭加工效率研究
2020-11-24 06:48:54閆凱武志勇白強巨翔
機械工程師 2020年11期
關鍵詞:效率
閆凱,武志勇,白強,巨翔
(1.中國石油集團石油管工程技術研究院,西安710077;2.中國船級社質量認證公司,北京100006;3.石油管材及裝備材料服役行為與結構安全國家重點實驗室,西安710077)
0 引 言
隨著各大油田深井、高溫高壓氣井及含腐蝕氣體等高難度井逐漸增多,對石油套管螺紋接頭的密封性能、連接強度及抗腐蝕能力都有了更高的要求,而API標準螺紋接頭已經不能滿足這些高難度井用套管的要求[1-3]。特殊螺紋接頭采用全新密封形式、強度結構及螺紋牙形,以其良好的密封性和較強的連接性得到了油田客戶的青睞,國內外很多鋼管公司已經開始大批量生產[4-6]。特殊螺紋接頭典型結構如圖1所示。
但是由于特殊螺紋接頭的結構形狀、鋼管材料等均異于常規,如何選擇合理的工具和加工工藝,是提高特殊螺紋接頭加工效率的關鍵,也影響著特殊螺紋接頭石油套管的生產效率和經濟效益[7-8]。本文基于QC知識,從石油套管螺紋接頭加工的人員、車床及刀具、光管材料、加工工藝等方面進行分析研究,旨在提高石油套管特殊螺紋接頭的加工效率。
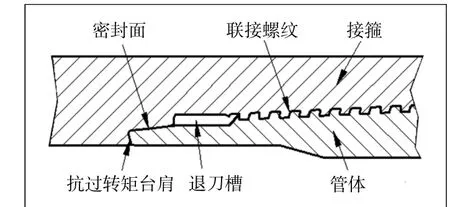
圖1 特殊螺紋接頭結構
1 現狀調查
對某工廠車間15個工作班次某型石油套管XG特殊螺紋接頭接箍生產進行了全程跟蹤和加工統計。XG特殊螺紋接頭接箍結構如圖2所示。接箍主要由螺紋部分、密封面部分、退刀槽部分、抗過轉矩臺肩等組成。
該接箍的車削加工工序主要包括坯料裝載、平端面、粗車鏜孔、精車密封面、車螺紋,半成品掉頭裝載車削另一端,成品卸載。車削加工過程如圖3所示。
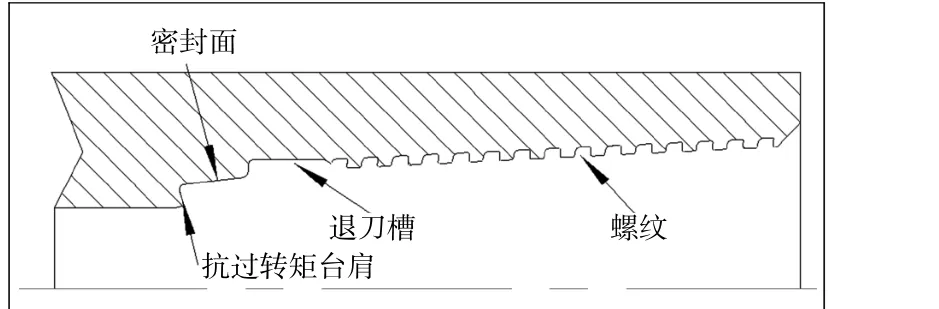
圖2 某型石油套管特殊螺紋接頭接箍結構
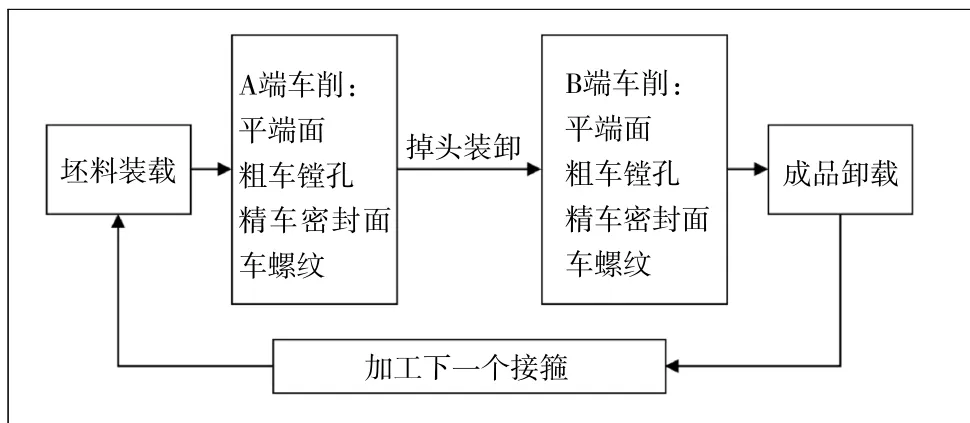
圖3 接箍的車削加工工序
XG接箍加工工況如表1所示。
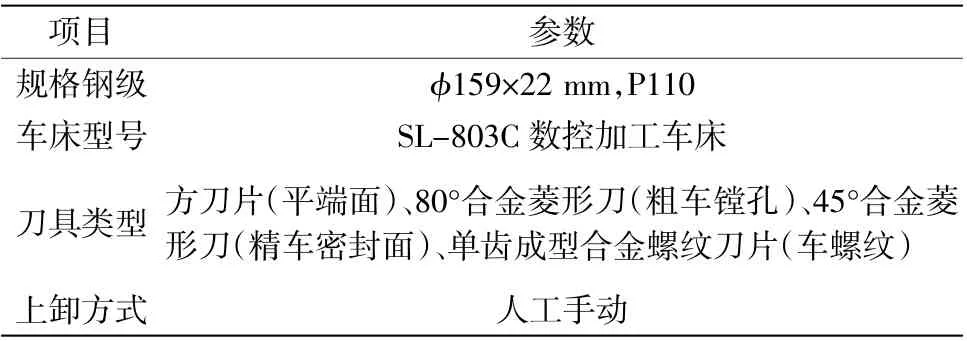
表1 加工工況表
XG接箍兩端加工情況相同,以單端加工為研究對象進行統計分析,加工情況統計如表2所示。根據統計情況分析得出,XG接箍單端加工的總用時為574 s,其中粗車鏜孔、精車密封面和車螺紋用時最長。分析接箍輪廓結構,粗車切削量最大,其次為車螺紋,再次為精車密封面。4個加工工序分別使用不同的刀具,需要換刀4次。
2 原因分析
針對XG特殊螺紋接頭接箍的整個加工環節,從“人、機、料、法、具、環”等6個方面出發,分析影響XG特殊螺紋接頭接箍加工效率的各個環節因素,運用“頭腦風暴法”發表意見,得出可能影響XG特殊螺紋接頭接箍加工效率的原因,整理形成導致XG特殊螺紋接頭接箍加工效率低下的原因分析圖,如圖4所示。
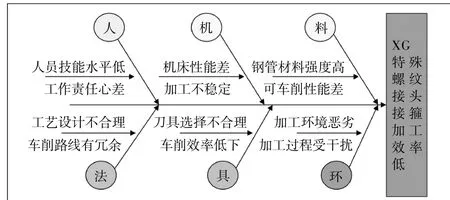
圖4 原因分析圖
由原因分析圖,得出XG特殊螺紋接頭接箍加工效率低下的可能原因如下:1)人員技能水平低,工作責任心差;2)機床性能差,加工不穩定;3)鋼管材料強度高,可車削性能差;4)工藝設計不合理,車削路線有冗余;5)刀具選擇不合理,車削效率低;6)加工環境惡劣,加工過程受干擾。
3 確定主要原因
1)對XG接箍加工用刀具進行查看,并分析研究各加工工序的運行情況。
結果表明:XG接箍加工中,平端面工序采用方刀片,粗車鏜孔工序采用80°合金菱形刀,精車密封面工序采用45°合金菱形刀,車螺紋工序采用單齒成型合金螺紋刀片。采用4種刀片,需要4次換刀。粗車鏜孔工序切削量很大,費時也最長。80°合金菱形刀每次背吃刀量需控制在4 mm以內,否則切削力大,刀片磨損過快,對刀桿性能也有影響。如能減少換刀,并優化粗車鏜孔加工,可顯著提高加工效率。
2)對XG接箍加工工藝及各加工步驟時間進行查看和統計。該接箍的車削加工工序主要包括坯料裝載、平端面、粗車鏜孔、精車密封面、車螺紋,半成品掉頭裝載車削另一端,成品卸載。以單端加工為對象進行統計分析和研究。
結果表明:XG接箍單獨加工的總用時為574 s,其中粗車鏜孔、精車密封面和車螺紋用時最長,分別為246 s、84 s、220 s。分析接箍輪廓結構和每個工序走刀路線,發現該接頭加工輪廓曲線是特殊形狀,而上述3個加工工序均采用機床自帶的循環程序,導致車削走刀路線空程大大增加,加工用時較長。如能優化車削走刀路線,減少車削空程,則能顯著提高加工效率。
4 制定對策并實施檢查
針對上述確定的2個主因,經過討論研究,制定出相應的對策,如表3所示。
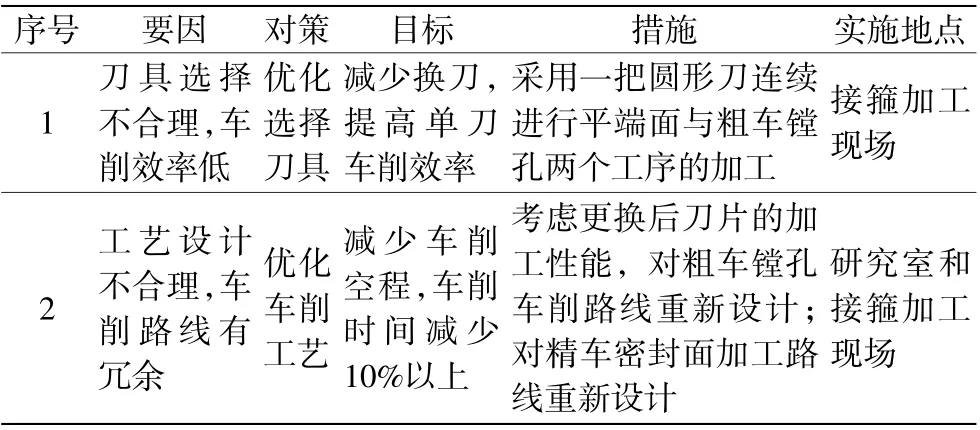
表3 對策計劃表
在設定對策全部實施后,期間進行了10個批次XG特殊螺紋接頭接箍的加工,經過對加工的接箍進行參數檢測和加工用時統計發現:1)采用優選刀具和優化工藝加工出的接箍各項參數均符合標準要求,加工質量良好;2)采用優選刀具和優化工藝使得接箍加工中換刀次數由4次降為3次,車削走刀路線冗余和空程減少50%以上。
對10個批次XG特殊螺紋接頭接箍單端平均加工用時進行統計。XG特殊螺紋接頭接箍單端平均加工用時由過去的574.5 s降低到488.6 s,平均加工效率提高了14.8%。
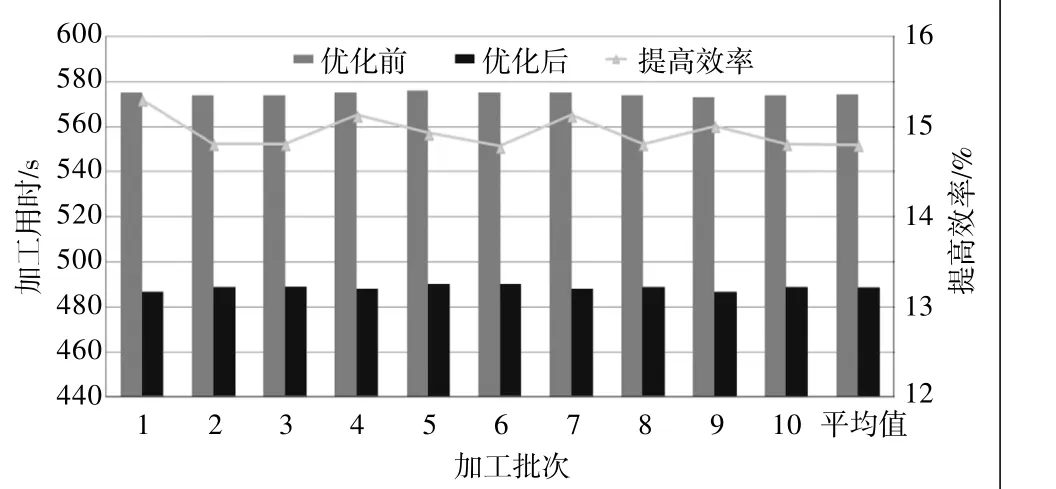
圖5 改進前后的加工時間對比圖
5 結 論
通過QC知識對特殊螺紋接頭加工效率低下的問題進行了研究,從“人、機、料、法、具、環”等6個方面出發,分析了影響XG特殊螺紋接頭接箍加工效率的各個環節因素,針對刀具選擇不合理、工藝設計不合理、車削路線有冗余等主因,研究對策并實施。檢驗對比表明,優化方法將接箍加工效率大大提升,有助于降低生產成本。
猜你喜歡
瘋狂英語·初中天地(2021年5期)2021-07-21 02:24:28
甘肅教育(2020年14期)2020-09-11 07:57:42
中學生數理化(高中版.高考數學)(2020年5期)2020-06-02 09:19:08
商周刊(2017年9期)2017-08-22 02:57:49
遼寧經濟(2017年6期)2017-07-12 09:27:16
中國衛生(2016年9期)2016-11-12 13:27:54
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國洗滌用品工業(2015年7期)2015-02-28 19:02:38
電子設計工程(2015年12期)2015-02-27 12:06:10
中國衛生(2014年11期)2014-11-12 13:11:32
