基于遺傳算法的柔性車(chē)間調(diào)度優(yōu)化
2020-11-24 08:18:34張明路孫立新
科學(xué)技術(shù)與工程 2020年29期
關(guān)鍵詞:設(shè)備
郭 慶, 張明路, 孫立新, 劉 軒
(河北工業(yè)大學(xué)機(jī)械工程學(xué)院, 天津 300131)
車(chē)間生產(chǎn)調(diào)度作為關(guān)鍵技術(shù)和核心內(nèi)容在離散柔性制造生產(chǎn)計(jì)劃中起主要作用[1],因?yàn)槊總€(gè)企業(yè)車(chē)間的生產(chǎn)資源是有限的,并且工件的加工也會(huì)受到設(shè)備工藝的限制,如何合理安排每個(gè)工件的每個(gè)生產(chǎn)步驟在哪臺(tái)設(shè)備上加工,以確保所選定的目標(biāo)的最佳性能,這就是調(diào)度的目的。該問(wèn)題的特征在于顯著的離散性、復(fù)雜性、多重約束和不確定性。傳統(tǒng)作業(yè)車(chē)間生產(chǎn)調(diào)度很難達(dá)到最佳的排產(chǎn)效果,這樣就會(huì)造成生產(chǎn)效率低下,浪費(fèi)生產(chǎn)資源,增加企業(yè)生產(chǎn)成本。因此,用來(lái)實(shí)現(xiàn)柔性車(chē)間調(diào)度的智能算法亟需設(shè)計(jì),進(jìn)而可以提高生產(chǎn)效率,提高企業(yè)的市場(chǎng)競(jìng)爭(zhēng)力。
柔性車(chē)間生產(chǎn)排產(chǎn)調(diào)度問(wèn)題(flexible job shop scheduling problem,F(xiàn)JSP)是傳統(tǒng)作業(yè)車(chē)間生產(chǎn)調(diào)度問(wèn)題(job shop scheduling problem,JSP)的擴(kuò)展。FJSP 這個(gè)問(wèn)題在1990年由Bruker等[2]提出,在JSP中,每道工序是預(yù)先確定的,并且其生產(chǎn)設(shè)備和生產(chǎn)時(shí)間也是預(yù)先確定的。而在FJSP中,每道工序的生產(chǎn)設(shè)備是不確定的。每道工序都有加工設(shè)備集,可在其中挑選任一設(shè)備進(jìn)行加工,并且不同生產(chǎn)設(shè)備生產(chǎn)同道工序所花費(fèi)時(shí)間不同,這增加了該類(lèi)調(diào)度問(wèn)題的靈活性,且在實(shí)際生產(chǎn)中為常見(jiàn)情況,所以解決該問(wèn)題勢(shì)在必行。
目前,解決 FJSP 的常用方法有禁忌搜索(taboo search,TS),模擬退火(simulated annealing,SA),遺傳算法(genetic algorithm,GA)和粒子群優(yōu)化(particle swarm optimization,PSO)等[3-6]。其中,遺傳算法因其良好的魯棒性、通用性和計(jì)算機(jī)優(yōu)勢(shì)而被廣泛應(yīng)用。武韶敏等[7]研究出了基于矩陣編碼的方法對(duì)遺傳算法進(jìn)行改進(jìn),并且詳細(xì)描述了初始種群的生成方法。崔琪等[8]在搜索方面采用混合變鄰域的方法對(duì)遺傳算法進(jìn)行了改進(jìn)。姚麗麗等[9]提出一種啟發(fā)式正序排產(chǎn)算法,該方法采用調(diào)度規(guī)則與邏輯約束兩層改進(jìn)處理的作為總體排產(chǎn)方法。
現(xiàn)針對(duì)柔性車(chē)間生產(chǎn)調(diào)度問(wèn)題,提出一種靈活的車(chē)間調(diào)度模型,并對(duì)該模型進(jìn)行詳細(xì)的求解。針對(duì)模型結(jié)構(gòu)的特殊性,采用一種新的編碼思想進(jìn)行染色體的雙層編碼,獲得具有較高質(zhì)量和多樣性的初始種群;將MATLAB編程應(yīng)用到解碼和適應(yīng)度函數(shù)的計(jì)算中,加快求解效率和降低問(wèn)題的復(fù)雜性;給出了相應(yīng)的選擇操作設(shè)計(jì),交叉操作采用多交叉機(jī)制,變異操作結(jié)合種群分割的思想實(shí)行兩種變異機(jī)制,進(jìn)一步改善算法的全局和局部搜索能力;并且添加檢查操作增強(qiáng)優(yōu)化過(guò)程的可行性。最后通過(guò)一個(gè)6×6調(diào)度問(wèn)題的仿真實(shí)例對(duì)算法的有效性進(jìn)行驗(yàn)證并繪制甘特圖。
1 FJSP的數(shù)學(xué)模型
1.1 問(wèn)題描述
FJSP描述如下:n個(gè)工件{N1,N2,…,Nn}在m臺(tái)設(shè)備{M1,M2,…,Mm}上加工。工件i的總工序?yàn)閚i,每個(gè)工序的順序都已確定,而且每個(gè)工件工序都有加工設(shè)備集,可挑選集合中任何設(shè)備加工該道工序,但生產(chǎn)時(shí)間因生產(chǎn)設(shè)備不同而不同。調(diào)度目的是在整個(gè)生產(chǎn)計(jì)劃中,為每道工序選擇最合適的設(shè)備,并確定每臺(tái)設(shè)備最佳生產(chǎn)順序和啟動(dòng)時(shí)間,以保證最大完成時(shí)間(makespan)最小化,總設(shè)備負(fù)荷最小和臨界設(shè)備符合最小。
1.2 數(shù)學(xué)模型
在建立FJSP數(shù)學(xué)模型之前,做出如下基本假設(shè):①任何設(shè)備在同一時(shí)刻不能處理兩個(gè)生產(chǎn)步驟;②任一工件必須嚴(yán)格按照自己的工序順序進(jìn)行加工;③任一工件必須嚴(yán)格在自己的加工設(shè)備集里加工;④不同的工件的生產(chǎn)步驟之間沒(méi)有約束條件,優(yōu)先級(jí)相同;⑤生產(chǎn)開(kāi)始后,不能中斷,并且能正常生產(chǎn)完成;⑥設(shè)備與工件的開(kāi)始時(shí)間都允許在0時(shí)刻開(kāi)始。
為建模方便,現(xiàn)將FJSP問(wèn)題表述為:n個(gè)工件{N1,N2,…,Nn}在m臺(tái)設(shè)備{M1,M2,…,Mm}上加工。工件i的總工序?yàn)閚i,則所有工件集的總生產(chǎn)步驟為Num=sumni。上述基本約束條件下,針對(duì)最大完成時(shí)間(makespan)最小化,總設(shè)備負(fù)荷最小和臨界設(shè)備符合最小。設(shè)oij為工件i的第j道工序;M[i,j]為工件i的第j道工序的可用設(shè)備集合;
xijk為判定函數(shù)。
FJSP數(shù)學(xué)模型如下。
(1)最小化完工時(shí)間:

(1)
式(1)中:f1為第1個(gè)目標(biāo)函數(shù);CM為所有設(shè)備的完工時(shí)間;Ck為第k臺(tái)設(shè)備上的完工時(shí)間;k為設(shè)備索引,k=1,2,…,m;m為設(shè)備總數(shù)。
(2)各臺(tái)設(shè)備的加工時(shí)間:

(2)
式(2)中:Wk為第k臺(tái)設(shè)備上的工作負(fù)荷;n為工件總數(shù);ni為工件i的總工序;i、h為工件索引,i、h=1,2,…,n;j、g為工件序列索引,j、g=1,2,…,ni;Tijk為工件i的第j道工序在設(shè)備k上的加工時(shí)間。
則總設(shè)備負(fù)荷最小,即全部設(shè)備的總加工時(shí)間:
(3)
式(3)中:f2為第2個(gè)目標(biāo)函數(shù);WT為全部設(shè)備總加工時(shí)間。
(3)臨界設(shè)備負(fù)荷,即加工負(fù)荷最大的設(shè)備:

(4)
式(4)中:f3為第3個(gè)目標(biāo)函數(shù);WM為設(shè)備臨界負(fù)荷。
s.t.
Cij-Ci(j-1)≥Tijkxijk,j=2,…,ni;?i,j
(5)
式(5)中:Cij為工件i的第j道工序的完成時(shí)間。
[(Chg-Cij-thgk)xhgkxijk≥0]∨[(Cij-
thgk)xhgkxijk≥0],?(i,j),(h,g),k
(6)
式(6)中:thgk為工件h的第g道工序在設(shè)備k上的開(kāi)始加工時(shí)間。

(7)
Cij≤Cmax,i=1,2,…,n
(8)
Sij≥0,Cij≥0
(9)
式(9)中:Sij為工件i的第j道工序的開(kāi)始加工時(shí)間。
式(5)確保了工作順序的先后約束;式(6)限定每臺(tái)設(shè)備每次只能處理一道工序;式(7)表示可以從每道工序的加工設(shè)備集里選擇一臺(tái)設(shè)備進(jìn)行加工;式(8)限定了每一個(gè)工件的完工時(shí)間不可能超過(guò)總完工時(shí)間;式(9)限定了所有參數(shù)變量的非負(fù)性。
2 FJSP的遺傳算法實(shí)現(xiàn)
遺傳算法(genetic algorithm)是一種基于自然物種進(jìn)化規(guī)律的算法,即適者生存。遺傳算法過(guò)程如圖1所示。
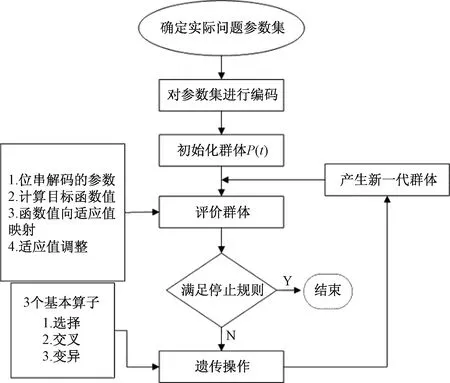
圖1 遺傳算法過(guò)程Fig.1 Genetic algorithm process
2.1 編碼設(shè)計(jì)及初始化
遺傳算法解決任何問(wèn)題的首要關(guān)鍵都是編碼,其次便是解碼,解決FJSP問(wèn)題也不例外。由于FJSP模型的特殊性,采用雙層編碼的方式,對(duì)第一層染色體編碼,為所有工件所有工序進(jìn)行排序,對(duì)另一層染色體編碼,為每道工序的加工設(shè)備編號(hào),并最終通過(guò)MATLAB編程得以驗(yàn)證方法可行。
M{i,j}表示工件i的第j道工序的加工設(shè)備集,T{i,j}表達(dá)工件i的第j道工序被不同生產(chǎn)設(shè)備加工的時(shí)間集。假設(shè)n=4,ni=4,則M、T如表1、表2所示。

表1 M加工設(shè)備集Table 1 M processing equipment collection
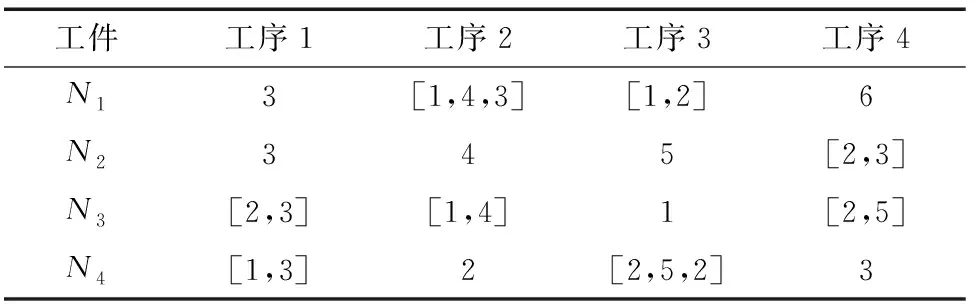
表2 T加工設(shè)備時(shí)間集Table 2 T Processing equipment time collection
兩層編碼即兩條染色體,分別命名為X、Y染色體,接下來(lái)分別對(duì)X、Y進(jìn)行編碼。
X染色體代表隨機(jī)安放每個(gè)工件的每個(gè)工序,并保證每個(gè)工件的工序的先后順序,由于n=4,ni=4,則Num=16,則X染色體長(zhǎng)度為16,X染色體編碼過(guò)程如下。
第1步將1~16隨機(jī)排序,代表所有工序隨機(jī)排列,得初始染色體{5 8 4 2 9 7 10 13 1 11 16 15 3 6 12 14}。
第2步將初始染色體{5 8 4 2 9 7 10 13 1 11 16 15 3 6 12 14}按照先后順序4個(gè)為一組進(jìn)行分組,每一組代表一個(gè)工件的4個(gè)工序,得子染色體{5 8 4 2} {9 7 10 13} {1 11 16 15} {3 6 12 14}。
第3步將每個(gè)子染色體在各自?xún)?nèi)部進(jìn)行大小排序,得子二代染色體{2 4 5 8}{7 9 10 13}{1 11 15 16}{3 6 12 14}。
第4步將子二代染色體{2 4 5 8}{7 9 10 13}{1 11 15 16}{3 6 12 14}合并成中間染色體Z{2 4 5 8 7 9 10 13 1 11 15 16 3 6 12 14}。
第5步對(duì)Z染色體中的值的位置編號(hào),并將編號(hào)根據(jù)Z染色體1~16序列編碼數(shù)字以形成X染色體,表3中1~4表示工件1的4道工序,5~8代表工件2的4道工序,以此類(lèi)推。例如“8”在Z染色體中是第4個(gè)位置,則在X染色體的第8位置編碼為4。X染色體如表3所示。

表3 Z-X轉(zhuǎn)換表Table 3 Z-X conversion form
該編碼方式可以有效地避免工序錯(cuò)亂的情況出現(xiàn),確保每一個(gè)工件按照各自的工藝流程加工完成,大大提高了染色體的可行性,有助于保證種群質(zhì)量。
Y染色體代表依照X染色體的工序排序,加工每道工序的具體設(shè)備編號(hào),Y染色體編碼過(guò)程如下。
第1步依照X{9 1 13 2 3 14 5 4 6 7 10 15 8 16 11 12}順序確定可加工該工序的生產(chǎn)設(shè)備集{[M6,M8],M4,[M1,M4],[M1,M2,M3],[M8,M9],
M3,M2,M3,M7,M4,[M2,M6],[M5,M7,M8],[M2,M3],M7,M5,[M4,M6]}。
第2步將生產(chǎn)設(shè)備集內(nèi)部重新進(jìn)行編碼,得新染色體{[1,2], 1,[1,2],[1,2,3],[1,2], 1,1,1,1,1,[1,2],[ 1,2,3],[1,2], 1,1,[1,2]}。
第3步在各自的設(shè)備集中隨機(jī)挑選設(shè)備加工該道工序,最終得到Y(jié)染色體,即{1,1,2,3,2,1,1,1,1,1,2,3,1,1,1,1}。該編碼方式是為后續(xù)在時(shí)間集中采集設(shè)備加工時(shí)間提供便利。
重復(fù)以上編碼流程,直到形成完整的初始種群NP。
2.2 適應(yīng)度定義和選擇策略
選擇的目的就是實(shí)現(xiàn)適者生存,高質(zhì)量的親本遺傳給下一代。
在本FJSP模型中,目標(biāo)函數(shù)是尋求最大的完工時(shí)間的最小值,為了概率篩選,令fit=1/makespan,其中fit為適應(yīng)度,makespan為最大完工時(shí)間。makespan是根據(jù)Y染色體中選擇的加工設(shè)備而定的。Y染色體為{1,1,2,3,2,1,1,1,1,1,2,3,1,1,1,1},依照T{i,j}對(duì)應(yīng)的時(shí)間,得TY={2,3,3,3,2,2,3,6,4,5,4,2,2,3,1,2}。
假設(shè)n=4,ni=4,定義z來(lái)表示工件i的第j道工序,當(dāng)z=1是表示工件1的第1道工序,z=2表示工件2的第1道工序,z=5表示工件1的第2道工序,以此類(lèi)推。當(dāng)z取值遍歷[1,16]后makespan的取值便得出,計(jì)算過(guò)程如下:
Tz=T{i,j}(z),z∈[1,16]
(10)
式(10)中:Tz為Y染色體在T{i,j}加工設(shè)備時(shí)間集中選取對(duì)應(yīng)加工時(shí)間。
Mz=M{i,j}(z),z∈[1,16]
(11)
式(11)中:Mz為根據(jù)X染色體選取M{i,j}加工設(shè)備集中的設(shè)備編號(hào)。
Ts=max[machtime(Mz),parttime(i)]
(12)
式(12)中:Ts為Mz和i中取最大值。
machtime(Mz)=Ts+Tz
(13)
式(13)中:machtime(Mz)為編號(hào)為Mz的設(shè)備加工第z道工序后經(jīng)歷的時(shí)間。
parttime(i)=Ts+Tz
(14)
式(14)中:parttime(i)為工件i加工完第z道工序后經(jīng)歷的時(shí)間。
makespan=max(machtime)
(15)
式(15)中:makespan為最大完工時(shí)間。
選擇采用輪盤(pán)賭選擇法(roulette wheel selection),實(shí)現(xiàn)選擇公式Pi=fi/sumfi,其中n是種群大小,Pi是個(gè)體i被選擇概率,fi是個(gè)體適應(yīng)度值,即由各個(gè)適應(yīng)度的值在總體適應(yīng)度的比率確定。
2.3 交叉
交叉是選擇兩個(gè)親本個(gè)體,在兩個(gè)親本上選擇相同長(zhǎng)度的染色體片段進(jìn)行替換,最后重建新一代個(gè)體。根據(jù)FJSP的特點(diǎn),設(shè)計(jì)了3種交叉機(jī)制,即單段交叉、兩段交叉和三段交叉,可提高遺傳算法的全局搜索能力,提高種群質(zhì)量,實(shí)現(xiàn)種群進(jìn)化。

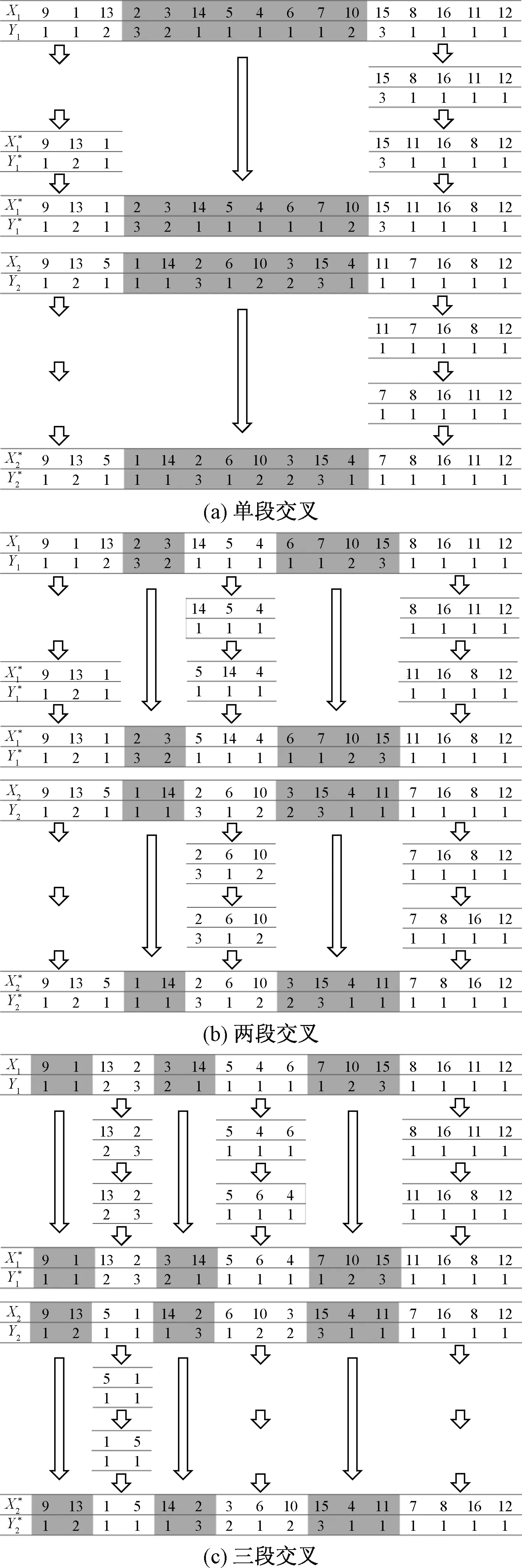
圖2 3種交叉機(jī)制圖Fig.2 Three cross mechanism diagrams
2.4 變異
變異操作也是關(guān)鍵的一步。其既可以使遺傳算法具有局部搜索能力,也可以保持群體多樣性,以防止不成熟得收斂。為了使變異操作過(guò)程具有方向性和目的性,引入了種群分割的概念[10],基于種群分割的思想實(shí)行兩種不同的變異機(jī)制,以此來(lái)實(shí)現(xiàn)更加有效的變異操作。根據(jù)適應(yīng)度函數(shù)計(jì)算種群各個(gè)染色體的適應(yīng)度值并取種群適應(yīng)度平均值,將高于平均值的染色體定義為優(yōu)質(zhì)染色體,賦予變異概率Pm1,實(shí)行兩點(diǎn)變異機(jī)制,如圖3(a)所示;將低于平均值的染色體定義為劣質(zhì)染色體,賦予變異概率Pm2,實(shí)行翻轉(zhuǎn)變異機(jī)制,如圖3(b)所示。種群分割可以有效地避免無(wú)意義的變異,提高了遺傳算法的局部尋優(yōu)能力。

圖3 兩種變異機(jī)制圖Fig.3 Two variant mechanism dia
2.5 檢查
遺傳算法的過(guò)程中本無(wú)此操作,但由于編碼的特殊性,會(huì)在交叉和變異的流程中出現(xiàn)不可行解,如圖4中子代染色體Xnew1、Ynew1、Xnew2、Ynew2由于工序重復(fù)導(dǎo)致該染色體不能繼續(xù)遺傳給下一代并且必須被淘汰,這樣通過(guò)檢查程序的篩選,確保最終得到的最優(yōu)解符合遺傳規(guī)則,是可行的。
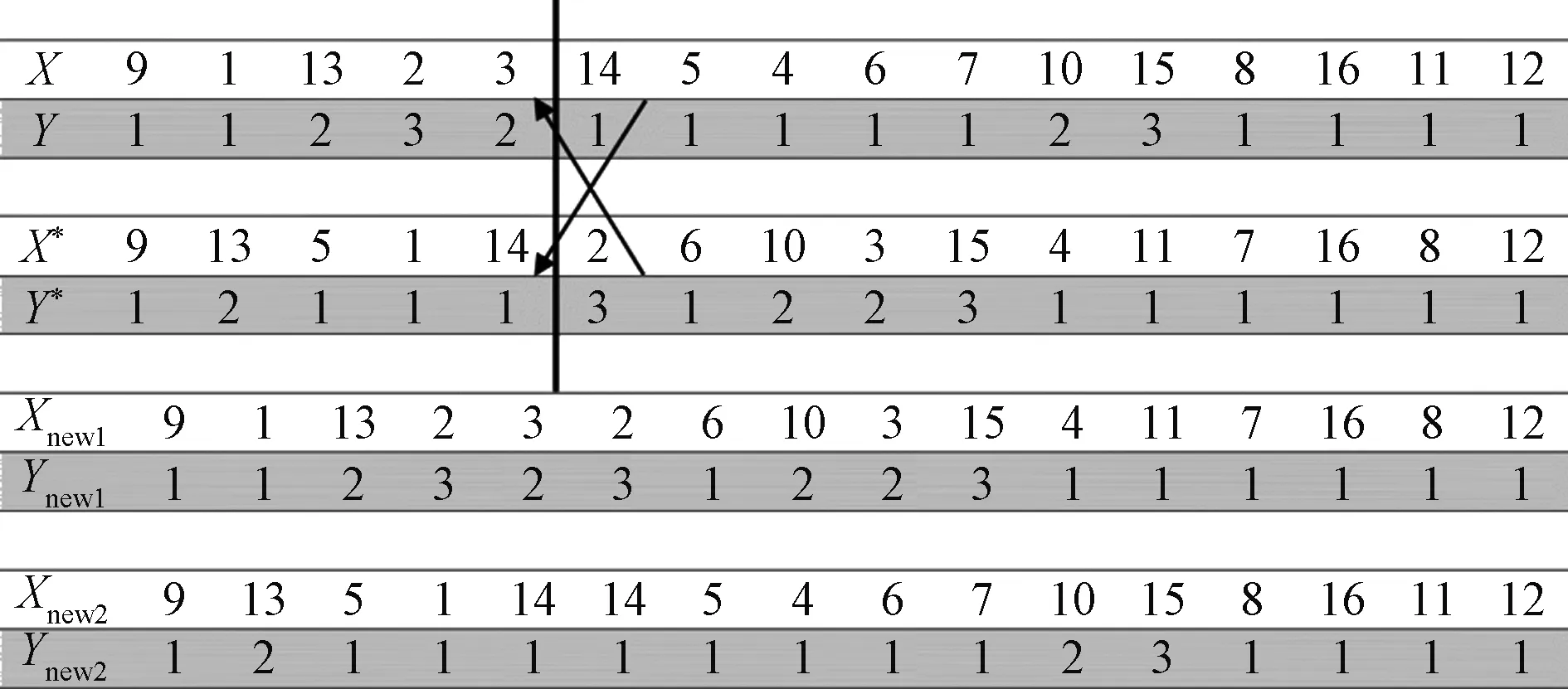
圖4 兩個(gè)父代XY交叉圖Fig.4 Two parent XY cross graphs
2.6 終止條件
通過(guò)數(shù)代后的求解,當(dāng)群體中最佳適應(yīng)度滿(mǎn)足要求,或者不再上升,即式(1)取得最小值,再或者迭代次數(shù)到達(dá)了預(yù)先設(shè)置的值時(shí),算法停止運(yùn)行。
3 應(yīng)用案例分析
現(xiàn)對(duì)一個(gè)n=6,m=10,ni=6的FJSP進(jìn)行仿真。接下來(lái)是M{i,j}和T{i,j},如表4、表5所示。

表4 M{i,j}加工設(shè)備集Table 4 M{i,j} processing equipment collection
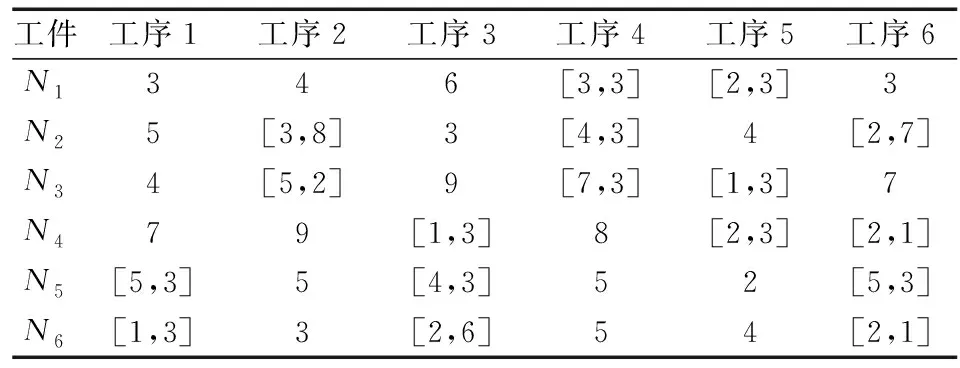
表5 T{i,j}加工設(shè)備時(shí)間集Table 5 T{i,j} processing equipment time
遺傳算法中的運(yùn)行參數(shù)為:種群大小NP=40,最大進(jìn)化代數(shù)maxgen=200,交叉概率Pc=0.8,變異概率Pm1=0.2,Pm2=0.6,代溝Gap=0.9。
基于以上技術(shù)及參數(shù),現(xiàn)用MATLAB R2018a進(jìn)行模擬仿真,結(jié)果如圖5所示。圖5中,縱坐標(biāo)是加工設(shè)備編號(hào),橫坐標(biāo)是加工時(shí)間,J[i,j]為工件i的第j道工序。

圖5 調(diào)度甘特圖Fig.5 Scheduling Gantt chart
經(jīng)過(guò)混合改進(jìn)遺傳算法優(yōu)化之后,與傳統(tǒng)遺傳算法方式進(jìn)行對(duì)比,在收斂速度方面有著明顯的改善,對(duì)比結(jié)果如圖6所示。

圖6 求解收斂圖Fig.6 Solving convergence
4 結(jié)論
基于JSP模型,建立了FJSP的數(shù)學(xué)模型,并采用混合改進(jìn)的遺傳算法對(duì)模型求解優(yōu)化。由于FJSP本身的相對(duì)復(fù)雜性,提出了一種新的編碼思想用于雙層染色體編碼,得到了優(yōu)質(zhì)的初始種群;算法交叉過(guò)程中只用了3種不同的交叉機(jī)制,增強(qiáng)了交叉流程的有效性;變異操作引進(jìn)了種群分割的思想,根據(jù)不同的變異概率選擇不同的變異機(jī)制;但兩層編碼結(jié)構(gòu)具有一定的特殊性,可能導(dǎo)致交叉變異之后出現(xiàn)不可行解,因此新添加檢查操作,對(duì)交叉和變異之后的不可行解進(jìn)行排除以確保種群生存能力。最后測(cè)試應(yīng)用實(shí)例結(jié)果表明該算法不僅是正確有效的,而且明顯提高了收斂速度,加強(qiáng)了最優(yōu)解的正確性。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
當(dāng)代工人(2020年13期)2020-09-27 23:04:20
經(jīng)濟(jì)技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(shù)(2017年11期)2017-12-20 08:10:57
工業(yè)設(shè)計(jì)(2016年12期)2016-04-16 02:52:00
IT時(shí)代周刊(2015年8期)2015-11-11 05:50:37
汽車(chē)維修與保養(yǎng)(2015年1期)2015-04-17 03:25:28
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:00
