基于改進AHP的注塑模具短射故障分析研究*
2020-11-18 23:19:36張喜根陳永前孔垂雄
機械研究與應用 2020年5期
張喜根,陳永前,虞 勇,孔垂雄,胡 月,李 超
(1.貴州電子信息職業技術學院 機電工程系,貴州 凱里 556000; 2.畢節市農機安全監理所,貴州 畢節 551700)
0 引 言
短射又叫欠注、充填不滿、制件不滿,俗稱缺膠,通常表現為高分子熔體在沒有充滿型腔就冷卻,無法得到完整的產品。注塑模具短射是注塑行業的常見故障,產生短射的原因多種多樣,在生產、開發過程中遇到短射故障時,工程師往往根據經驗來定性分析,對故障產生的主次影響因素很難把握,給注塑模具短射故障的解決帶來很大的障礙,那么這就要求我們對產生短射的因素進行定量分析,找出主次因素,為快速解決短射故障提供科學依據。
目前,在解決注塑模具短射故障的研究中,如黃明瑜[1]等人從注塑臺、模具設計等硬件上出發,從一個新的角度對形成短射的原因進行了探討;何鏡奎[2]等人通過使用模流分析軟件來模擬研究注塑模的充填過程,針對出現的常見問題進行處理;程文博[3]等人針對注塑制品短射缺陷問題,提出一種優于BP神經網絡的卷積神經網絡算法的缺陷識別方法;Yeonsung Kim[4]等人從模具溫度的角度出發研究模具短射故障問題等,大多只是局限于大量模擬,定性分析解決模具短射故障,而對產生模具短射故障因素的定量分析研究幾乎沒有。注塑模具短射故障的產生因素有很多,找出各影響因素之間的主次關系是當前研究的重點,基于此,筆者提出一種基于改進AHP的注塑模具短射故障分析方法,分析出各因素對注塑模具短射故障的影響率大小,找出注塑模具短射故障產生的主次原因,為企業決策提供科學依據。
1 改進層次分析法
層次分析法(The Analytic Hier- archy Process)簡稱AHP,是一種定性和定量相結合的、系統化、層次化的分析方法[5]。它通過建立對比矩陣將評價過程進行定量描述,避免了決策者做出的主觀判斷而造成的邏輯錯誤。但是在運用層次分析法構造判斷矩陣時,若評價指標較多,易使對比過程的復雜性和模糊性急劇增加,造成對比矩陣不易通過一致性檢驗。因此,在應用時常對其進行改進。
改進層次分析法是在原方法的基礎上,采用“三標度法”代替了原始的“九標度法”來構造比較矩陣,使專家在進行重要性比較時更容易判斷,該方法計算結果不需再進行一致性檢驗,避免了多次調整比較矩陣的麻煩,提高了計算效率和精度。改進層次分析法的基本步驟如下[6]。
(1) 建立目標層結構模型。將目標綜合評價體系分為三個層次:目標層、準則層和因素層。具體層次結構模型如圖1所示。

圖1 層次結構模型
(2) 構造比較矩陣Aij。對每層兩元素之間進行比較,構造比較矩陣Aij。構造比較矩陣時,使用0、1、2標度方法進行標度。
(1)
式中:Aij為第i個元素與第j個元素相比得到的重要性,具體含義如表1所列。
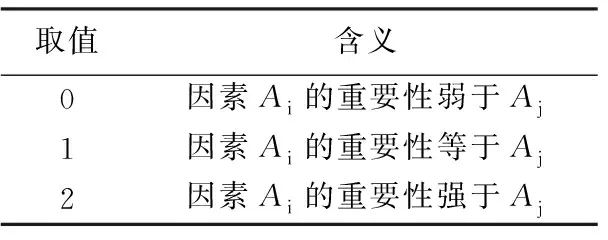
表1 重要性標度含義表
(3) 計算排序指數ri。將第i個準則與其他準則的比較結果分別求和,可得排序指數。
(2)
(4) 構造判斷矩陣Bij。根據排序指數ri構造判斷矩陣Bij,其元素bij由下式求出:
(3)

(5) 求傳遞矩陣Cij。根據判斷矩陣Bij求出傳遞矩陣Cij,傳遞矩陣中的各元素滿足下式:
cij=lgbij,(i,j=1,2,…,n)
(4)
(6) 求最優傳遞矩陣Dij。根據傳遞矩陣Cij求解最優傳遞矩陣Dij,最優傳遞矩陣滿足使下式:
1.3.3 潛在生態危害指數法。瑞典科學家Hakanson[10]提出的生態危害指數法是目前最為流行的一種對土壤或沉積物中土壤重金屬污染進行評價的方法。該法將重金屬的生態效應、環境效應與毒理學聯系在一起,不僅反映了某一特定環境中各種污染物對環境的影響,及多種污染物的綜合效應,而且用定量的方法劃分出了潛在生態風險的程度。其計算公式為:
(5)
(7) 求擬優一致矩陣Bij′。擬優一致矩陣中各元素滿足使下式:
bij′=10dij
(6)
(8) 求擬優一致矩陣Bij′的特征向量。該處可用和法求取,即將Bij′中的各元素進行歸一化處理后,再將各行進行求和,再除以n即可得到特征向量。
(9) 求總影響率。若某一指標的權重為a,影響該指標的各個因素權重分別為(ω1,ω2,…ωn)T,則各因素對總目標的影響率為:
(7)
2 基于改進AHP的注塑模具短射故障因素分析
2.1 影響因素層次結構模型
根據注塑模具短射故障發生的規律,可將其分為由溫度影響因素引起的故障、模具設計因素引起的故障和注塑參數影響因素引起的故障[7-8]。構建影響因素層次結構模型如圖2所示。
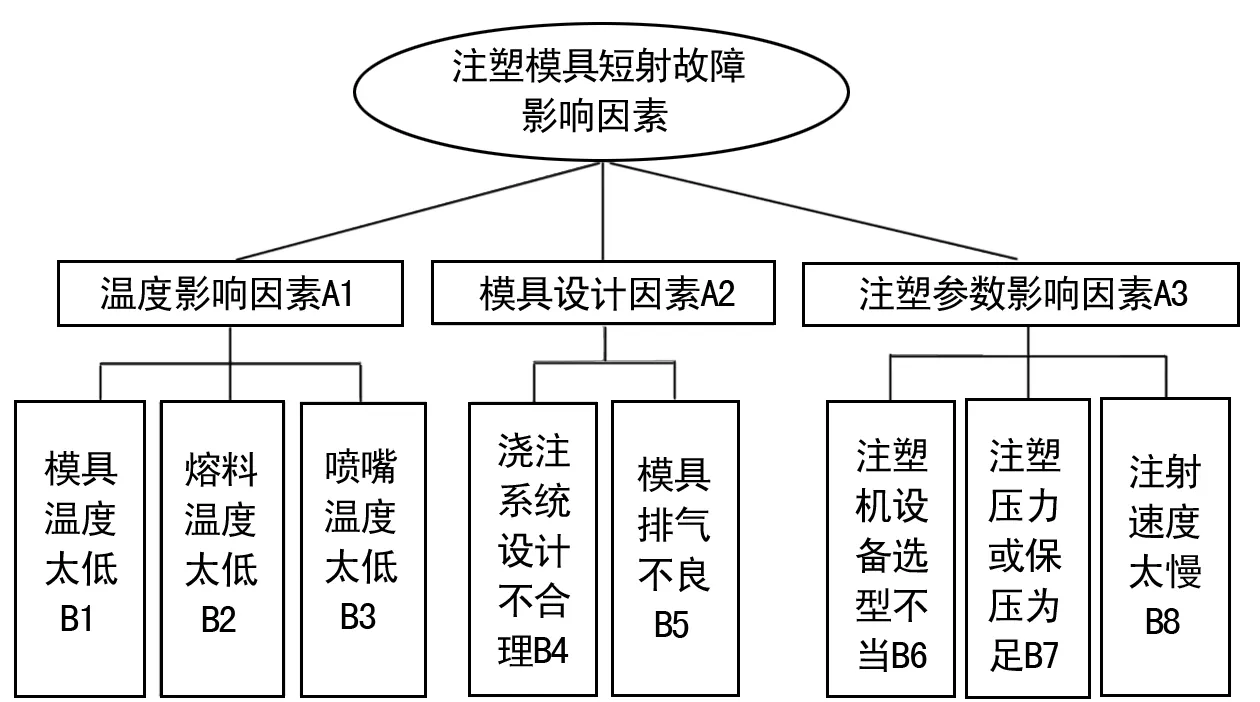
圖2 影響因素層次結構模型
2.2 各準則對目標的影響率
(1) 構建比較矩陣Aij。將A1、A2、A3進行兩兩重要性比較,通過大量的事故案例分析及專家詢問得出比較矩陣Aij,并根據比較矩陣求解重要性排序指數ri,如表2所列。
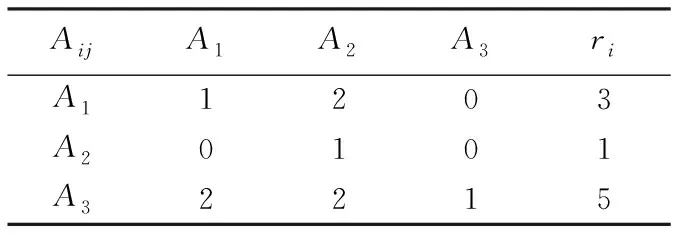
表2 比較矩陣
(2) 求解判斷矩陣Bij。根據式(3)求解判斷矩陣Bij如表3所列。
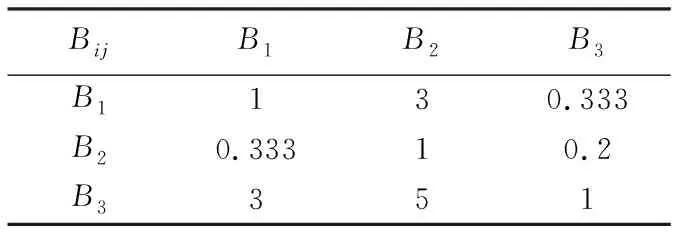
表3 判斷矩陣
(3) 根據式(4)求解判斷矩陣Bij的傳遞矩陣Cij,如表4所列。
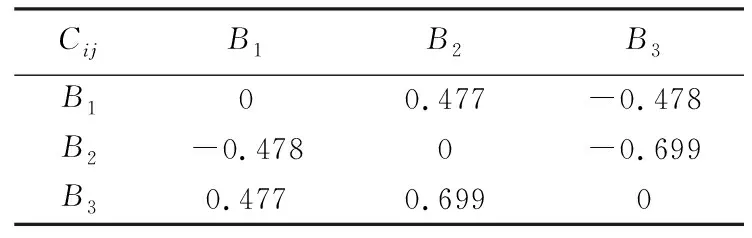
表4 傳遞矩陣
(4) 根據式(5)求解傳遞矩陣Cij的最優傳遞矩陣Dij,如表5所列。
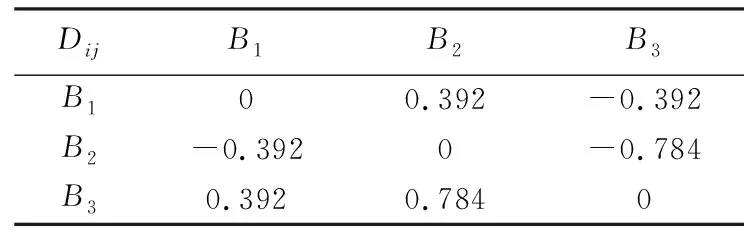
表5 最優傳遞矩陣
(5) 根據式(6)求解判斷矩陣Bij的擬優一致傳遞矩陣Bij′,如表6所列。
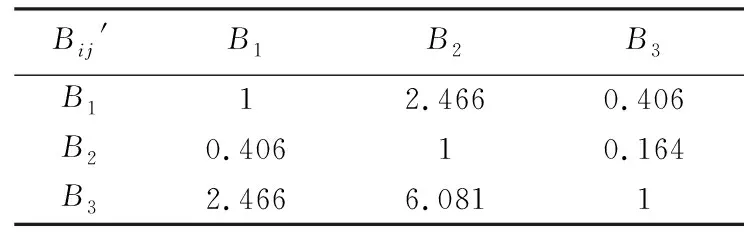
表6 擬優一致傳遞矩陣
利用和法來求取最優傳遞矩陣Bij′的特征向量ω1=(0.258,0.105,0.637),即為指標層對目標層的影響率大小。
2.3 各因素對目標的影響率
同理,應用2.2節的方法,分別求出各因素對各準則的影響率B1-A1、B2-A1、B3-A1、B4-A2、B5-A2、B6-A3、B7-A3、B8-A3為:ω2=(0.105,0.637, 0.258)、ω3=(0.75,0.25)、ω4=(0.258,0.637, 0.105),再根據式7求解各因素對總目標的影響率,結果如表7所列。
由表7分析可知,注塑壓力或保壓不足B7是影響注塑模具短射故障的最主要原因,影響率為0.406。因此,加大注塑壓力或提高模具保壓時間是降低注塑模具短射故障的主要手段;同時,熔料溫度太低B2和注塑機設備選型不當B6對注塑模具短射故障的影響率也相對較大,注塑部門應根據注塑材料合理設置熔料溫度,并根據產品和流道的注塑量合理選擇注塑機設備型號。
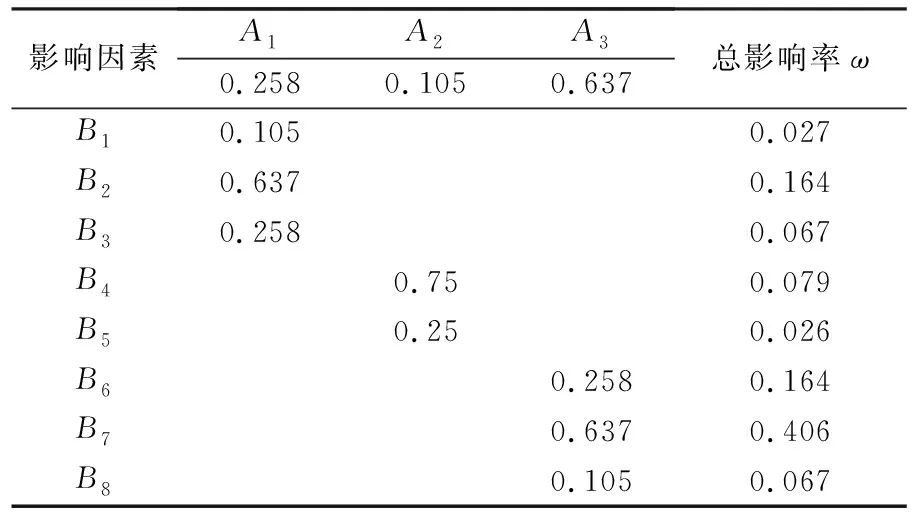
表7 各因素對目標的影響率
3 結 論
文中運用改進層次分析法對注塑模具短射故障影響因素進行分析研究,為注塑模具短射故障分析提供了一種定量方法。通過分析結果表明,注塑壓力或保壓不足是引起注塑模具短射故障的主要因素,熔料溫度太低和注塑機設備選型不當是注塑模具短射故障的次要因素,企業注塑部門可以根據分析結果,有針對性地進行參考。希望此分析法能起到拋磚引玉作用,為企業決策提供科學依據。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
汽車維修與保養(2019年7期)2020-01-06 03:30:42
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
汽車維護與修理(2016年10期)2016-07-10 08:17:41
中國塑料(2016年3期)2016-06-15 20:30:00
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維護與修理(2015年2期)2015-02-28 12:15:39