車身覆蓋件沖壓模具工藝補充面設計與應用
2020-11-16 01:50:14王志芳
汽車世界·車輛工程技術(上) 2020年6期
王志芳
摘 要:隨著對乘用車需求的增加,對乘用車制造工藝也提出了更高的要求。乘用車制造企業們為了能獲得更多的競爭優勢就必須進行工藝上的改良,尤其在乘用車更新換代速度加快、產品市場壽命縮短的情況下,乘用車的研發周期也大大縮短,通過技術工藝的改良使得乘用車的性能越來越優良,舒適度和安全性更高。現階段,乘用車制造企業還需要進一步提高對乘用車工藝設計的重視程度,不斷提高乘用車的質量、縮短產品更新換代的周期才能搶占更多市場份額。因此,必須先解決乘用車車身覆蓋件沖壓模具工藝設計方面的問題,該模具工藝的設計和制造將占據大部分研發周期和資金成本,所以將直接關系到產品的開發速度和質量。鑒于此,本文將重點對乘用車覆蓋件沖壓模具設計中的工藝補充面的設計和應用進行分析。
關鍵詞:乘用車車身覆蓋件;工藝補充面;沖壓模具;設計和應用
1 乘用車車身覆蓋件沖壓模具工藝補充面的作用
為確保車身覆蓋件各零件產品的質量,乘用車覆蓋件常用的是一次拉深成形,產品的表面不能出現擦傷或波紋。為此,在進行拉深時應翻邊展開覆蓋件零件,補充滿窗口后再添加工藝補充面形成良好的拉深條件,從而一次拉深成形到位。工藝補充面可以為一次拉深成形提供良好的基礎條件,同時也是拉深件的重要組成,可以提高變形的程度以及拉深件的剛度。由于工藝補充面將直接關系到拉深成形的結果,以及后期修邊整形翻邊等工序,所以在進行拉深前必須重點研究工藝補充面的設計,使其為一次拉深提供好的條件形成高質量的拉深件。
2 乘用車車身覆蓋件沖壓模具工藝補充面的設計標準
關于乘用車車身覆蓋件沖壓模具工藝補充面的設計,應遵循以下標準:
第一,要求拉深的深度不能太大,否則無法給一次拉深提供良好的條件,使拉深件產品出現裂紋等質量問題,導致材料的浪費。但是拉深深度也不能太小,必須要保證充足的變形條件,這樣一次拉深才會更加順利,提高拉深件產品的合格率。
第二,要求盡可能使用垂直修邊形式,以減少工藝補充面的使用,從而可有效節約材料,且該沖壓模具的結構也相對簡單。
第三,要求盡量減少工藝補充部分,為節約材料降低成本,可在保證一次拉深成形條件滿足的情況下盡可能減少工藝補充部分。
第四,在一次拉深時,要求嚴格按照工藝要求在確定拉深件工藝補充部分時就要考慮在后續拉深件修邊時和修邊以后的工序定位問題,確保定位可靠才能保證修邊和翻邊的質量。對于深的拉深件應用拉深件側壁定位,而不能側壁定位的各個零件則需在拉深時在工藝補充面上穿刺孔定位。
第五,滿足拉深變形的條件,即對于深度淺而曲率小的車身覆蓋件,在模具沖壓成型時必須確保有足夠的變形量,提高零部件的精確度和剛度,避免因為拉深變形條件不足而出現裂紋、凹凸不平等質量缺陷。在拉深時通過增加拉力,在拉力作用下減少起皺的可能,同時還能增強塑性變形量,增加拉深件的剛度。
3 常見的幾種乘用車車身覆蓋件沖壓模具工藝補充面類型
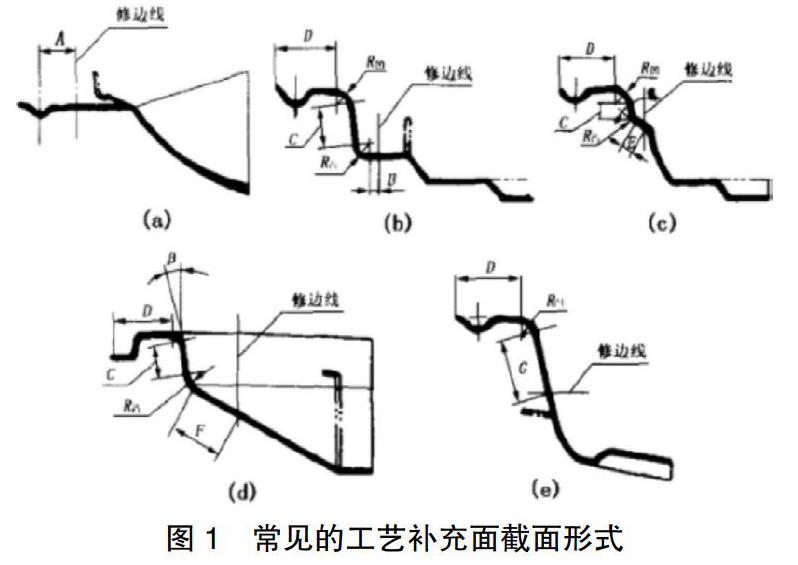
乘用車車身覆蓋件沖壓模具工藝補充面在拉深成形時一方面要考慮拉深條件、拉深工藝和壓料面,另一方面還要考慮后續的修邊、翻邊等工作,所以在一開始拉深時就需要考慮后續工藝工序方面的要求,確保為后期工作提供良好的條件。在確定修邊方向時盡量使用垂直修邊可提升拉深件產品的質量。工藝補充面根據修邊和翻邊的工序,可以分成以下幾種補充面類型:
第一,修邊線在拉深件壓料面上,由于壓料面這時是車身覆蓋件的凸面,所以修邊時采用垂直修邊方式,為使沖壓模具在應用時打磨壓料筋槽不會影響拉深件壓料面上的修邊線,應控制修邊線到拉深筋之間的距離,一般取25mm。
第二,修邊線在拉深件的底面部分,這時也采用垂直修邊的形式,且其工藝補充面的尺寸如下圖1中的(b)示意圖所示,其中B這部分的長度在3-5mm之間,C部分的長度在10-20mm之間,D這部分的長度考慮可以保留大于1.5根完整拉深筋形狀大小,R凹部分指的是拉深件深度較深部分,長度在8-10mm之間,R凸部分表示深度較淺的部分,長度在3-10mm之間。
第三,修邊線在拉深件短斜面上,如圖1中的(c)所示,使用垂直修邊方式時工藝補充面的尺寸,E部分取和B部分一樣的大小,控制在3-5mm之間。
第四,修邊線在拉深件長斜面上,如圖1中的(d)所示,車身覆蓋件翻邊成形后展開可確定拉深件的修邊線,拉深件的輪廓外形接近平行修邊線。F部分則應根據實際情況選取相應的最小值,并需要考慮拉深件修邊時和修邊后的定位問題。
第五,修邊線在拉深件的側壁上,如圖1中的(e)所示,可使用水平或傾斜修邊方式,其中G部分的距離是一個不確定值,受到水平修邊凹模鑲塊強度的影響。
4 結語
綜上所述,對于乘用車車身覆蓋件沖壓模具工藝補充面的設計,最主要的工藝是一次拉深成形,所以必須研究拉深成形的條件和在拉深中容易出現的問題。為避免出現裂紋、變形不夠、回彈、起皺等問題,可使用仿真模擬的技術對可能出現的問題進行演示模擬,及時發現出現這些問題的原因并采取合理的措施加以解決。為降低車身覆蓋件模具開發的成本,同時也是為了保證覆蓋件零件的質量,贏得更多的市場份額,必須加強對模具沖壓工藝補充面的設計研究,并在不斷實踐中總結經驗,開發出更先進的設計技術。
參考文獻:
[1]楊陽,陳剛.汽車覆蓋件沖壓工藝與模具設計關鍵技術分析[J].電腦迷,2018(15):107.
[2]李占輝.汽車覆蓋件沖壓工藝與模具設計關鍵技術分析[J].機電工程技術,2018(08):17.