調節閥故障主動維護專家系統研究
2020-11-13 03:30:56張家鵬閆懷超馮國衛王孝龍
自動化儀表 2020年10期
張家鵬 ,閆懷超,馮國衛,王孝龍
(1.上海工業自動化儀表研究院有限公司,上海 200233;2.河北新啟元能源技術開發股份有限公司,河北 滄州 061100)
0 引言
化工行業作為促進國家發展的支柱產業,在國民經濟中占有重要地位。閥門是化工廠非常重要的一類設備。根據各種工藝的不同,其執行的功能也各不相同,主要起到切斷隔離、調控流量、排放工質等作用。由于閥門的工作位長期處于高溫、高壓、腐蝕等惡劣環境,在運行過程中會時常發生故障。如果不能及時進行檢測和維修,很可能會引發嚴重的生產事故。據統計,由于閥門運行故障導致化工廠停車比例為17%。導致故障的原因主要是制造裝配、人因和運行環境等。在日常運維中,調節閥發生故障的概率高達50%,而在失效的閥門中,由于閥門的彈性元件疲勞、彈力不足導致閥體故障的概率高達70%。彈簧失效是導致閥門故障的重要原因之一。因此,及時分析彈簧失效原因、對彈性元件進行預測性維護、提升高精密度調節閥的可靠性、切實保障生產控制系統正常運行,是運維保障工作的關鍵點。這也對精密度高的調節閥故障診斷技術提出更高的要求。
1 項目基本情況
1.1 項目概述
一般來說,化工廠工藝復雜。例如蒽油工藝中,某單元的原料在管道內輸送途中需要注入新風,使其冷卻。新風入口的孔洞與調節閥內部相通。在這一過程中,關閉調節閥時易吸入水分,造成閥門內滯留積水。在低溫的環境下,積水會在閥門內部凍結形成冰晶。當閥門再次收到開啟指令時,凍結的冰晶會阻礙彈簧正常運動,甚至引起彈簧卡滯折斷,使得閥門無法完全關閉,導致閥門內漏故障發生。又如,在壓縮工段前的丙烷脫氫工藝中,新注入丙烷會與脫油塔頂的丙烷進行氣體混合之后送入進料汽化器。汽化后的混合氣體通過換熱器進行加熱,達到一定溫度后在進料加熱爐中加熱至反應所需溫度,然后送入反應器發生脫氫反應。由于脫氫反應為吸熱反應,需不斷補充熱量,由8臺反應器以循環方式操作。任何時候,均有:3臺反應器反應,3臺預熱再生,2臺抽蒸汽吹掃、真空、催化劑還原[1]。每一個單元的調節閥都長期處于這一系列的惡劣環境中,且需要根據實際的工藝需要,頻繁改變開度。由于閥門的彈性元件動作頻繁,會使設備疲勞,造成彈力不足、閥體無法密封、反饋桿松動、反饋觸點失準等故障。由此可見,彈簧失效是導致閥門故障的重要原因之一。因此,分析彈簧失效原因也是運維保障的關鍵點。
1.2 彈簧的失效形式分析
彈簧是將彈性材料在受力或恢復時產生的形變力與機械力或動能進行相互轉化的裝置。其失效的形式體現為斷裂和彈力失效兩方面。斷裂失效主要包含以下幾類。
①脆性斷裂失效。
這種失效主要由于材料缺陷、制造方法不當及熱處理不當等引起。預防脆性斷裂失效的基本措施是加強表面缺失的檢查和生產制造管理。
②彈簧的疲勞斷裂失效
彈簧的疲勞斷裂一般出現在彈簧的局部,即某個微小的部位。在載荷的不斷作用下,裂紋會逐漸變大,最后導致彈簧斷裂。細小裂紋經過一定的應力循環后會導致疲勞失效。在彈簧斷裂失效中,疲勞斷裂所占的比例最大[2]。
③彈簧的腐蝕斷裂失效及腐蝕疲勞失效。
腐蝕往往是加速彈簧失效的原因。在惡劣的工況下,高低溫瞬變與其他應力不斷變化,對彈簧的疲勞度影響很大。正常情況下,應力相同配合環境低頻變化,腐蝕作用對彈簧的破壞會更明顯,進而導致其壽命變短。
④彈簧的失效形式主要有斷裂失效和松弛失效兩大類。其中,斷裂失效的危害性最嚴重[3],但更為普遍的現象是彈力松弛及變形。相對于彈簧斷裂的危害,松弛及變形失效并不是很嚴重。但是對于精密度要求較高的承壓類設備來說,松弛是一個非常嚴重的問題。
從彈簧的失效特性來看,整個過程是一個比較長的周期。如果在彈簧失效之前,進行主動保養維護,就會大幅提高閥門的穩定性和可靠性,使其使用壽命大大增加[4]。目前,大部分工廠都通過被動檢修的方式排除閥門故障。如果閥門的故障比較嚴重,則需要閥門廠商派專職人員進廠維修。這是因為一旦時間延誤就會影響正常生產,造成經濟損失。
2 主動運維專家系統
專家系統是當前故障診斷運用最廣泛的方法之一。而研究主動運維專家系統是基于數據價值融合創新體系[5]。其將傳統的專家知識庫與智能學習有效地融合到系統中,通過數學模型與實際數據對比,對設備異常數據進行監測分析,準確、迅速地預測出將要發生故障的設備,從而保障系統正常運轉。
2.1 專家系統概述
專家系統作為一種可靠的計算機決策系統,運用數據庫的歷史數據重現以及多模態啟發式方法來決策復雜的問題。其具有較高的專業性、良好的可靠性、較完善的學習能力等重要特征[6]。主動運維專家系統會對調節閥動作的行為進行在線監測。當被監測的圖譜進入專家系統后,系統會根據數學模型對當前圖譜進行數據分析處理,并根據數據庫中已有的數據作分析對比。若系統感知到調節閥將要發生膜室漏氣、薄膜破裂、彈簧失效、連桿卡死等故障,則會根據當前的情況判斷出主動維護方法,并通過系統告知運維人員以往的處理方式,從而有效地避免故障發生。如果在監測過程中沒有主動預判到閥門動作失常,則會在故障發生后通知運維人員進行檢修,然后進行學習,分析故障發生前的數據,并修正系統中的數據模型。 主動運維專家系統流程如圖1所示。
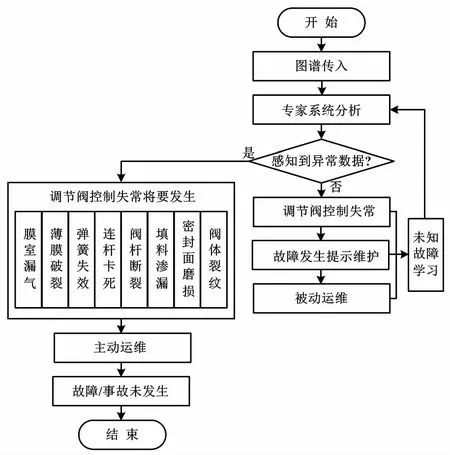
圖1 主動運維專家系統流程圖Fig.1 Flowchart of active operation and maintenance expert system
2.2 專家系統原理分析
當一個彈簧放在兩個平行板之間并施加一定的壓力,在常溫下會發現彈簧的承載能力隨著時間的延長而逐漸下降[7]。當應力為σ1時,其應力變為ε1;若保持應力ε1恒定不變,則維持ε1所需的應力隨時間延長由σ1減小到σ2。應力松馳的產生如圖2所示。
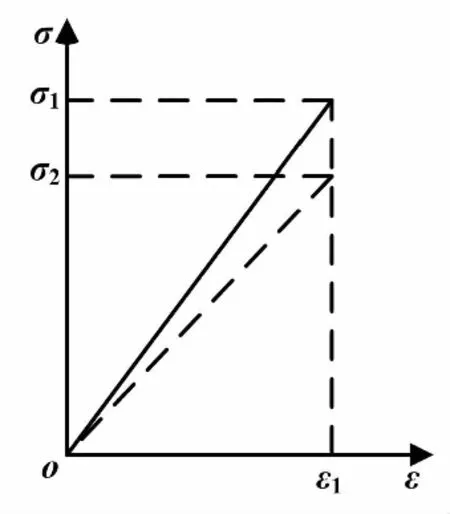
圖2 應力松弛的產生示意圖Fig.2 Generation of stress relaxation
彈簧材料的應力松弛過程可以用松弛曲線來描述。應力松弛曲線如圖3所示。
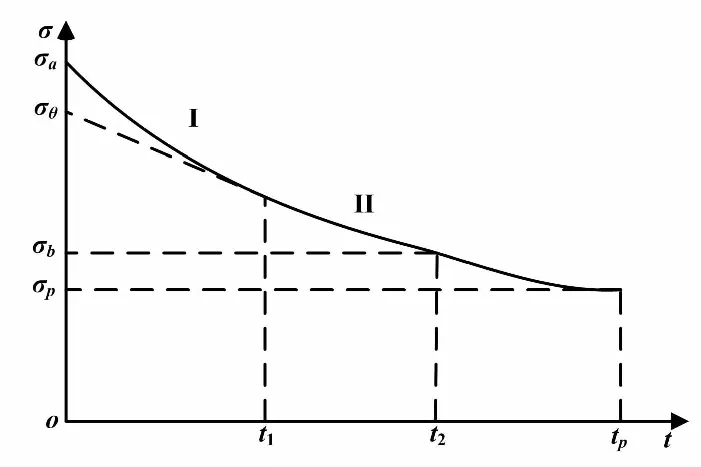
圖3 應力松弛曲線Fig.3 Stress relaxation curve
應力松弛曲線是在總變形恒定的條件下,應力隨時間延長而下降的曲線。不難看出,該曲線可以分為Ⅰ和Ⅱ兩部分,說明了松弛過程的兩個階段。對應圖3中t1和t2第Ⅰ階段時間較短,而應力下降顯著[8];第Ⅱ階段持續時間很長,應力隨時間延長而緩慢降低,而且降低速度趨勢恒定。所以,第Ⅱ階段是松弛過程的重要組成部分[9]。
彈簧松弛的穩定性是指彈簧在抵抗所受的應力時自身松弛的能力。松弛穩定性的高低可由以下特性指標表示。
①在允許時間tp后的殘留應力σp。
允許時間tp一般定為105h。圖3中,tp所對應的應力即為殘余應力σp。σp值越高,表示彈簧的抗松弛性能越好。
②應力松弛率η。
式中:σ0為初應力;σ1為任意時間之后的殘留應力;η越小,表示彈簧材料的抗松弛性能越好。
一般規定,精密彈簧的松弛率應≤5%。
3 案例分析
以套筒調節閥為研究對象,套筒調節閥結構如圖4所示。
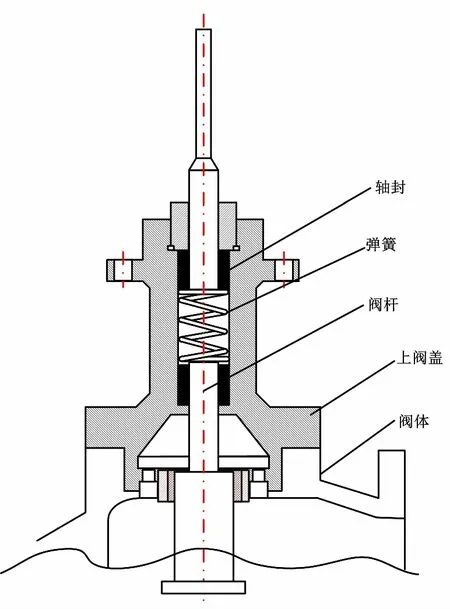
圖4 套筒調節閥結構圖Fig.4 Structure diagram of sleeve regulating valve
該閥門在單座閥體內插入一個圓筒形的套筒,并以套筒為導向,裝配了一個能夠在其內自由滑動的閥芯。套筒壁開有一定流量特性的窗孔,閥芯上下運動,使套筒面積變化,從而實現調節流量的目的[10]。其中,壓縮彈簧是關鍵部件之一。彈簧在全形成范圍內的剛度不變,以提高薄膜執行機構的線性度。執行機構通入信號壓力后,壓力通過彈簧帶動推桿完成調節動作[11-12]。執行機構壓縮彈簧如圖5所示。
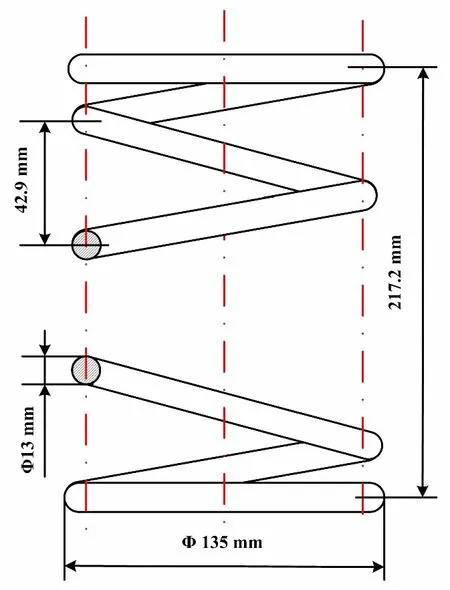
圖5 執行機構壓縮彈簧示意圖Fig.5 Actuator compression spring
如圖5所示,調節閥的執行機構內壓縮彈簧位置位于閥門頂部。參考閥門使用說明書中的閥門結構圖,得出壓縮彈簧的參數如下。
直徑d為13 mm、外徑D為135 mm、初始應力σ0為1 667 N/mm2、使用后實際應力σ1為1 631 N/mm2。
將數據代入應力松弛率計算公式,得到應力松弛率η≈2.5%。該閥門彈簧的松弛率≤5%,屬于正常范圍內,所以不需要主動維護。
4 結論
隨著化工行業的快速發展,未來會有越來越多的智能閥門應用于工業現場。這對閥門的可靠性提出了更高的要求。同時,對現場技術人員來說,提高智能儀表運維的技術水平也是一項非常艱巨的任務。專家系統可以及時分析彈簧失效原因,利用從現場閥門收集到的測量數據,形成越來越成熟的知識庫,增強對彈性元件進行預測性維護的準確性,彌補部分技術人員的不足,進而提高閥門的可靠性,切實保障生產控制系統正常運行。
猜你喜歡
儀器儀表用戶(2022年10期)2022-09-29 04:36:58
儀器儀表用戶(2022年9期)2022-08-30 05:39:48
流程工業(2022年3期)2022-06-23 09:41:08
儀器儀表用戶(2022年4期)2022-04-01 03:17:02
煤氣與熱力(2021年3期)2021-06-09 06:16:18
汽車維修與保養(2019年7期)2020-01-06 03:30:42
石油化工自動化(2018年5期)2018-11-14 02:34:26
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維護與修理(2015年2期)2015-02-28 12:15:39