新技術在叉車裝配車間工藝設計中的應用
2020-11-09 01:49:22葛暉王仲恒馬闖
工程建設與設計 2020年21期
葛暉,王仲恒,馬闖
(中機第一設計研究院有限公司,合肥 230601)
1 命題來源及輸入條件
1.1 命題來源
近年來,工程機械市場持續向好,許多企業為了搶占更多的市場份額投入巨額資金進行大規模的工程改擴建。在技改設計中,設計人員往往容易忽視設計方法中的一些細節,給建成后投入使用帶來不便。因此,只有在準確運用設計方法的同時,結合當代新技術發展特點加以改進,才能使得設計成果既滿足生產需求,又能夠保持企業持續的創新活力。本文結合近期完成的一個工程項目案例介紹裝配車間工藝設計方案以及新技術在該方案中的應用。
1.2 車間生產任務及綱領
車間承擔叉車部件、整機裝配、產品調試的作業任務。生產綱領為年產2~3.5t 叉車40 000 臺。本項目裝配車間位于多連跨聯合廠房內,是目前國內叉車行業最大的從事叉車生產的建筑單體。
1.3 工作班制
裝配車間結合綱領需求及作業特點采用兩班工作制【1】。
2 工藝設計內容及設計難點
2.1 設計內容
本項目設計內容主要包括:
1)分析產品的裝配工藝流程;
2)選擇適用、先進的智能化工藝設備;
3)合理規劃車間區域布局及物流路線;
4)確定車間工藝平面布置方案;
5)提出廠房的建設條件、智能化環境,以及生產所需的各種能耗需求。
2.2 主要設計難點
在大批量、多品種的生產模式,以及企業信息化資源不足的條件下,裝配車間工藝設計主要存在以下難點:
1)如何制定合理的模塊化產品裝配工藝,并實現裝配工藝模塊之間生產能力的匹配和設備負荷的均衡;
2)智能化工藝設備如何利用企業現有信息化條件發揮其智能化功能,并以可接受的性價比參與大批量、多品種的生產工藝過程;
3)在多工種作業的聯合廠房內,裝配車間物流組織受到多個外部條件的限制,如何兼顧各方約束實現車間內、外的物流暢通;
4)如何實現物流自動化、信息化、準時化,做到大批量、多品種的物料配送與裝配作業的有效銜接,使其最大化發揮出系統生產效率。
3 設計成果及設計難點的解決措施
3.1 設計原則
1)按智能車間建設目標進行裝配車間工藝方案設計,通過逐步完善先進的信息化技術及數字化裝備實現生產過程的智能化管控以及信息可追溯;
2)車間設計方案要遵循分期實施的原則,在區域布局、投資分配、設備選用等方面要做到近期與遠期的合理銜接;
3)按照產品生產工藝流程,結合批量需求,合理設置各作業模塊;
4)關鍵工藝設備的選用要數字化、智能化,通過信息化手段實現互聯互通;
5)合理組織車間物流,采用先進的智能化物流設備保證物流順暢;
6)工藝設計考慮節地節能、環保衛生、材料供應等因素【2】。
3.2 主要工藝說明
3.2.1 產品總裝工藝流程
叉車總裝工藝流程見圖1。
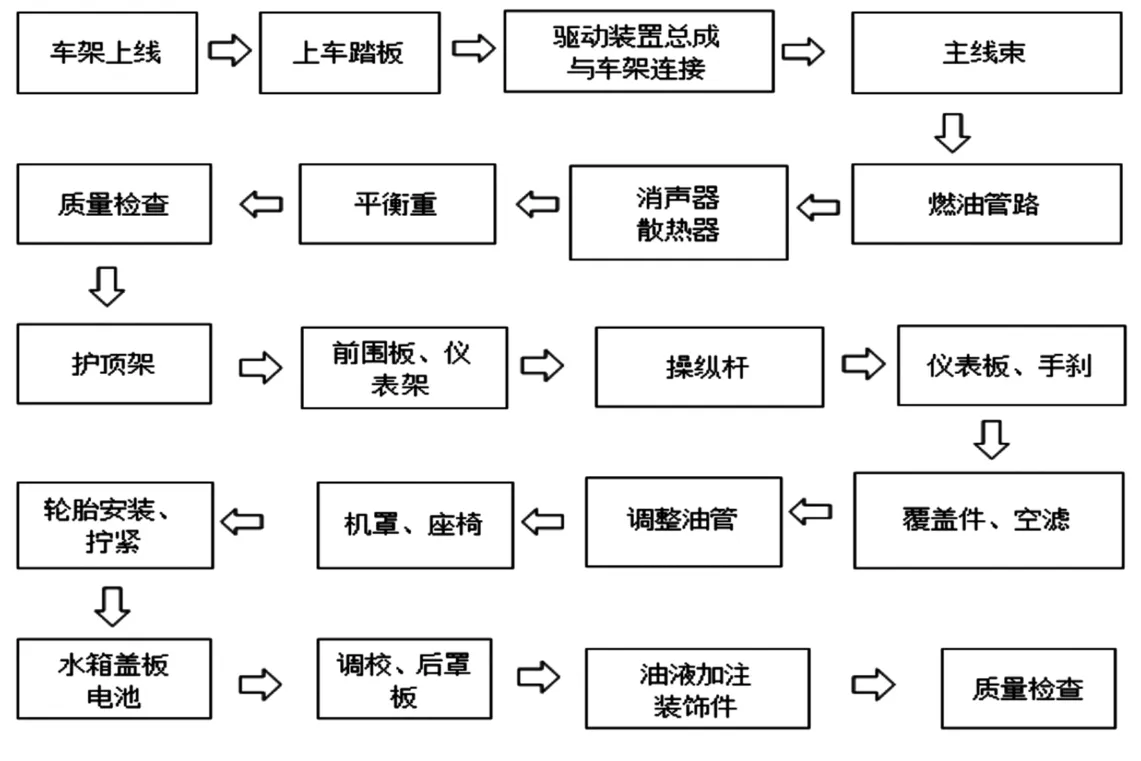
圖1 叉車總裝工藝流程圖
3.2.2 主要工藝說明
根據生產綱領和分期實施計劃,裝配車間由裝配工段和調試工段組成,其中,裝配工段劃分2 個生產單元,即一期實施單元、二期實施單元(遠期)。每個生產單元完成20 000 臺叉車裝配任務。
1)生產節拍
車間采用雙班工作制,每年工作250d,每天工作時間8h。
年時基數:φ=250d×8h×2 班=4 000h
生產節拍:τ=60φ/N=(60×4 000h)/40 000 臺=6h
每個裝配單元生產節拍:τ=60φ/N=(60×4 000h)/20 000 臺=12h
式中,τ 為生產節拍,min;φ 為年時基數,h;N 為年產量,臺。
2)總裝
產品總裝工時分析:通過對工藝流程分析,最終確定總裝工時(含線上調整檢查)為200min。總裝采用流水線形式。車間設置2 條總裝線,每條線完成15 種型號產品的混線裝配任務。線體為單板鏈式輸送線,運行方式為間歇、連續可調。總裝線工位計算:
(1)間歇式:
計算工位數:C=T/[(τ-Tn)nk]= 200min/[(12min-0.5min)×1×0.9]=19.3 個
擬采用工位數:22 個
負荷率 η=(19.3/22)×100% =88%
(2)連續式:
計算工位數:C=T/(τnk)=200min/(12min×1×0.9)=18.5個
擬采用工位數:22 個
負荷率 η=(18.5/22)×100%=84%
式中,C 為計算站數;T 為每臺產品總裝配勞動量,min;Tn為傳送帶移動一次所需時間,min,傳送帶移動速率10m/min;n 為平均工作密度;k 為多品種調整系統系數,取 0.9;η 為負荷率。
通過以上計算,總裝線工位數量確定為22 個工位。工位間距4.8m,總長約115m。
3)分裝
對分裝工時較大的部件,如車架、驅動裝置、儀表架、護頂架、門架等部件采用流水線裝配形式,其余部件均采用臺位式裝配形式,分裝工作臺為獨具特色的集成式結構,即將操作臺、電腦架、能源柱、標準件存放架等多功能集成于一體。
4)起重運輸設備
總裝線、分裝線以及較重部件分裝臺全部配置智能起重設備。對于一些較大型工件的裝配如機罩座椅、輪胎的安裝設置助力機械臂,實現快速抓取物料,準確送至裝配位置。
5)油品加注
油品加注全部采用集中供液系統+智能加注設備,產品所需油品通過室外地埋管線從廠區供油站輸送到裝配車間,再通過架空道輸送至加油工位。生產線設置油品集中自動加注工位,根據油品的不同采用不同的加注方式,其中,液壓油、柴油、發動機機油、變速箱油采用多合一定量加注機加注,防凍液、制動液采用真空加注機加注;加注系統具有防呆、防錯功能,并實現智能化過程管控。
6)裝配作業的螺栓連接
裝配作業螺栓連接全部采用高效電、氣動工具,關鍵部件的螺栓緊固如驅動裝置與車架、配重與車架、門架與基礎車等重要連接部件,選用單軸或多軸智能電動定扭工具,確保數據信息準確及質量可追溯。
7)尾氣抽排
針對產品總裝線車輛下線并運行到調試工段,方案采用了隨動尾氣抽排裝置,即在該區域設置可移動的收煙小車(收煙罩+排煙管路),收煙罩與車輛發動機排氣管連接,并隨車輛同步運行,同時在裝置離心風機的作用下,捕捉車輛排出的尾氣,經過濾后排放至室外。
3.2.3 車間工藝布局及物流方案
1)工藝布局
裝配車間位于多連跨組成的聯合廠房內,其中裝配車間由1 個豎向跨、2 個橫向跨組成,東西向長度約240m,南北向長度約60m,北側設2 層生產輔助用房,車間建筑面積約16 000m2。車間區域劃分如圖2 所示。
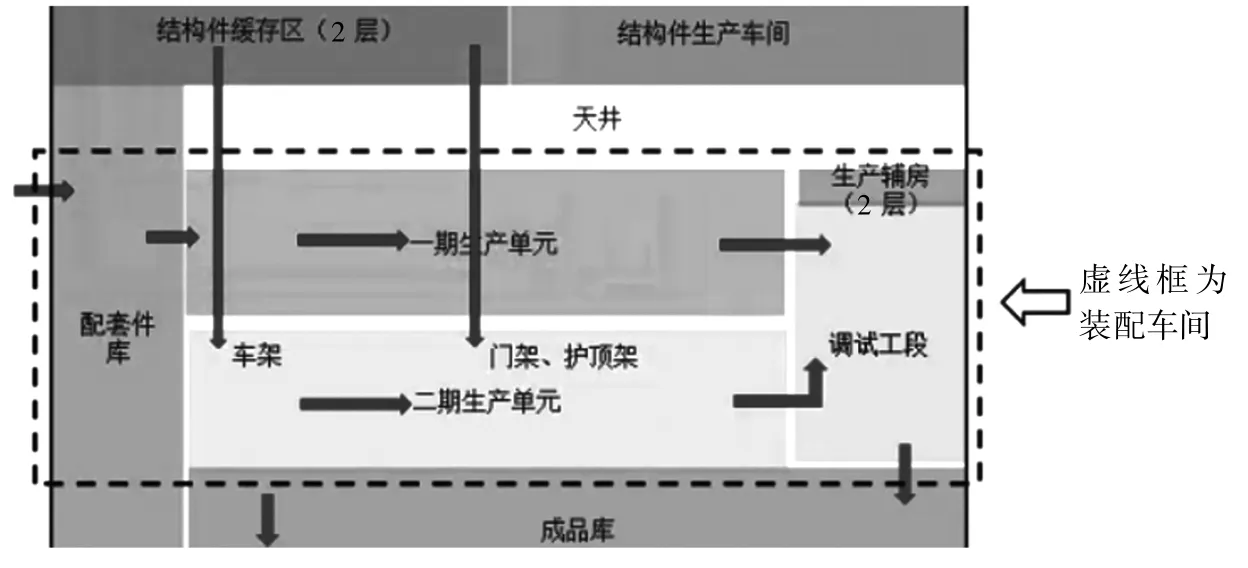
圖2 裝配車間內部功能區劃及物流圖
2)物流方案
車間物流通過智能物流管理系統實現少人化管理。
車間物料有大型結構件、外協外購配套件,其中,結構件如車架、護頂架、門架由結構件緩存區通過空中輸送線直送至相應的分裝工位;外購大件由配套件庫通過AGV 按裝配工位2h 需求量分批次配送至裝配工位;小件配送:一種是采取智能缺料報警,AGV 補料;另一種是在配套庫按產品型號進行零件的單套配選,由AGV 將單套配小車配送至所需工位。
車間內物流走向根據產品裝配工藝流程而定。物流走向如圖2 所示。
4 主要設計亮點——新技術應用
4.1 模塊化裝配技術
模塊化裝配技術【3】使得企業以批量生產的成本和效率來滿足大規模定制成為可能。本項目產品標準化先行,比如,將叉車結構件類型由原來的十幾種縮小為幾種,這些標準化的基本單元不僅實現了多種產品共線生產,也有利于進行模塊化的工藝組織,使各裝配工藝模塊能夠實現并行作業,大大縮短了產品的裝配周期。模塊化裝配是裝配技術發展的必然趨勢,必將會隨著企業標準化程度的提高得到越來越廣泛的應用。
4.2 人機工程
在生產過程中,人機工程的運用直接影響生產效率的提高。本項目首先對裝配各環節依據人機工程標準,從操作姿勢、操作空間、物料搬運、工裝設計、作業設置等多方面進行人機工程系統評估,并采取相應措施進行改善,形成了人員、設備和環境三者之間良好的人機環境系統。在叉車總裝線設計中,設計人員對原定方案的操作高度進行分析,在總裝工時200min 內,超出合理操作高度800~1 200mm 以外的裝配作業工時占到總工時的40%以上,通過人機工程系統分析,優化了總裝線設計參數,使不方便的裝配作業降低至10%以下,有效改善了人員操作的舒適性。
4.3 伺服傳感平衡技術
為了更好地實現機器設備與人的協調配合,以及提高機器的工作精度,眾多先進、成熟的技術被逐步引入到生產線常規工藝設備中。本項目采用了帶有伺服傳感平衡技術的新型智能物料搬運提升設備,即KBK 輕型柔性起重機,其懸浮特性及較高的定位精度使作業人員能夠輕松、高質量完成物料的吊裝、搬運等。
4.4 空中懸掛輸送技術
物料的空中存儲是有效利用車間面積的理想方式。本項目通過對多種儲運方案的綜合分析,對結構件的輸送采用了空中積放式摩擦輸送系統方案,實現物料按柔性節拍、以最優路徑在輸送線路上不同標高間的轉換、積放、輸送、儲存。
4.5 裝配智能擰緊技術
據相關行業統計,60%~70%的裝配操作是緊固件,每個螺栓有著嚴格的力矩和旋轉角度要求,這些大量的信息靠傳統的人工收集統計不但困難而且容易出錯。隨著射頻識別技術、可編程控制器、數據庫等新技術的逐步應用,螺栓擰緊系統功能逐漸智能化,這就大大降低了出錯風險。本項目在設計過程中詳細分析了產品各部件的連接要求,對重要部位采用了智能擰緊設備,系統根據車型訂單配置生成相應的擰緊任務并下發到擰緊終端,同時采集擰緊終端生產過程中的結果數據,并保存至數據庫服務器中,實現了擰緊過程的質量監控、擰緊數據的保存,保證了產品質量可追溯。
4.6 智能油液加注技術
隨著大規模定制化產品以及對質量要求的提高,智能油液加注技術開始應用在企業智能化升級改造中。本項目叉車總裝線需要加注的油品型號較多,如果采用傳統的人工加注方式,經常出現錯加、漏加、加注量不標準、油液泄露等現象。方案采用了智能油液加注系統,可自動完成對所有加注設備的指令發布、執行、數據采集、分析、存儲、統計,實現智能加注。
此外,裝配車間除以上新技術應用外,降噪技術、自動壓裝技術、防差錯技術等均在不同的作業環節得到應用。
5 結語
本文全面介紹了年產40 000 臺叉車裝配車間的工藝設計及新技術應用。綜觀整個設計過程,還存在工藝裝備方案的比選過程中由于采購成本高昂或性能還不夠穩定而不得不放棄的遺憾,也存在企業信息化建設滯后而不能充分發揮智能裝備功效等不足,但設計中充分考慮了工藝的可拓展性,為后續的持續優化留出了足夠的發展空間。本項目搭建了一個工藝先進的裝配車間基礎平臺,隨著企業信息化的逐步實施,它必將成為叉車行業眾多新技術落地,并推動智能化工藝生產系統有效運行的示范工程。
猜你喜歡
軍事文摘(2022年19期)2022-10-18 02:41:14
印刷工業(2020年4期)2020-10-27 02:45:52
山東冶金(2019年6期)2020-01-06 07:45:54
物流技術與應用(2019年8期)2019-09-04 03:29:56
世界農藥(2019年2期)2019-07-13 05:55:12
汽車觀察(2018年12期)2018-12-26 01:05:44
中國交通信息化(2017年4期)2017-06-06 07:21:52
銅業工程(2015年4期)2015-12-29 02:48:39
能源(2015年8期)2015-05-26 09:15:56
現代企業(2015年2期)2015-02-28 18:45:09
