鏡像加工在數控刀具制造中的應用
2020-10-30 06:35:46沙恒
設備管理與維修 2020年18期
沙 恒
(山東華宇工學院,山東德州 253000)
0 引言
在數控刀具制造生產中應用鏡像加工技術,可以有效提升數控刀具制造生產中的加工程序編寫效率,有效降低程序編寫出現錯誤的頻率。與其他加工程序相比,鏡像加工程序應用起來更加便捷。在數控刀具制造中如果將原鏡像加工指令設置為G73,要想加工第二象限的指令,則可以通過G73 Y-1 加工指令實現。簡而言之,在數控刀具制造中應用鏡像加工技術,在原程序加工代碼的基礎上,根據鏡像加工原理作出X 軸或Y 軸做軸向鏡像,就可以完成數控刀具制造生產。
1 鏡像加工程序定義
鏡像加工程序也被稱為對稱加工程序。鏡像加工程序的原理是,不管是加工任何一種與某坐標、對稱軸、原點相對應的原件都可以在編寫一半程序的基礎上實現對整個原件的加工。例如加工某一不對稱的凹凸原件,相關技術人員就可以對凹或者凸的零件加工程序進行編寫,然后在此基礎上進行一定的修改,再應用鏡像加工原理就可以制造出設計的零件。在實際操作與制造中,應用鏡像加工程序就是要將一般的數控加工刀具的軌跡進行更改,使其轉變為加工軸對稱零件的刀具軌跡。在數控刀具制造中應用鏡像加工程序,該程序中的對稱軸可以設置為X 軸,也可以設置為Y 軸,也可以將其設置為原點。
2 鏡像加工程序在數控刀具制造中的應用
根據我國當前的金屬加工領域發展情況,市場中越來越多的客戶傾向于選擇數控機床技術加工的各類產品。要想滿足用戶的需求,不僅要提升數控機床生產產品的生產效率,還要不斷提升生產質量。基于此,在數控刀具生產中就會積極應用鏡像加工技術。從當前數控刀具制造生產過程來看,客戶對刀具的要求越來越高,所使用的技術、工藝越來越復雜,這使得制造過程越來越復雜。根據刀具制造的零件構成來看,大多數輪廓是符合鏡像形式的,因此可以在數控刀具制造中積極應用鏡像加工程序,這樣不僅可以有效提升生產效率,還能減少制造失誤的概率,提升產品質量。
2.1 數控刀具制造特點
數控刀具制造生產中,通常將其劃分為左切刀和右切刀,如果包含數控銑刀,則可以將其分為左切向、右切向。可以說,數控刀具的左切刀、右切刀、左切向、右切向本身就是一種鏡像組合。因此,在數控刀具加工中,只要相關技術人員對其中一個切向的加工程序進行編制,然后在該加工程序基礎上通過應用鏡像加工技術的指令來對該程序進行調整,就可以得到另一個切向的數控刀具加工產品。可以說,在數控刀具制造中應用加工技術,在加工一些鏡像數控刀具的時候就無需相關技術人員重新編制加工制造程序,只要對原有的加工程序作出軸對稱指令,從而有效提升數控刀具制造生產效率。通過在數控刀具制造生產中應用鏡像加工技術,還能有效降低工作的難度、加工程序出錯的概率。
以某型號加工中心的鏡像加工指令為例(圖1),在該數控刀具加工中將原加工圖形設為第一象限的G72,然后通過鏡像加工指令G73 X-1,則可以加工出如第二象限所展示的圖形。根據該數控刀具加工實際情況來看,如果應用鏡像加工程序,就無需相關技術人員重新編制數控刀具加工程序,只要在原有的加工程序基礎上將加工代碼根據Y 軸、X 軸或者X、Y 軸混合作軸向鏡像轉換則可以獲得所需要的圖形。但是需要注意的是,這不意味著應用鏡像加工程序就可以完成數控刀具制造加工,還需要根據實際制造情況對原加工程序段的某些部分作相應調整。
2.2 鏡像加工在數控刀具中應用時需要注意的事項
雖然在數控刀具制造加工中應用鏡像加工技術可以有效提升產品質量與生產效率,數控刀具制造本身包含鏡像特點,但是這不意味著在實際制造加工中可以直接應用鏡像技術。根據訪談情況來看,人們對數控刀具加工中應用鏡像加工技術還存在一些認識誤區,認為只要直接應用鏡像加工技術程序就可以完成數控刀具加工。在數控刀具加工中必須要注意以下這些問題,以規避應用鏡像加工出現各類質量問題。
首先,關注應用鏡像加工技術發生的順銑和逆銑變化。在數控刀具制造加工中應用鏡像加工技術,不可以直接應用鏡像加工程序,尤其在鏡像轉換環節需要對一些加工程序片段進行合理調整,相關技術人員還需要及時總結經驗。如果在數控刀具制造加工的第一階段中設定第一象限為順銑加工程序,在應用鏡像加工之后,則在轉換到第二象限時,第二象限則為逆銑加工程序。根據這一加工特點,為了保證數控刀具應用鏡像加工技術后獲得產品表面光潔程度、清晰程度與本體相同,就需要技術人員在操作中將銑削狀態改成反向之后再應用原鏡像加工程序。具體操作:技術人員要在原加工程序中采用順銑加工程序,應用鏡像加工技術實施鏡像加工時,需要密切關注是否需要更改反向刀具,并及時將原數控刀具制造加工程序改成逆銑加工程序。
其次,需要密切關注鏡像加工中坐標旋轉方向的轉變。根據數控刀具制造中應用鏡像加工的實際情況來看,如果該平面在第一象限坐標內,且圍繞Z 軸旋轉α 角;如果該經過鏡像加工技術獲得的平面再繞Y 軸轉換,在原有的坐標系內就會反映為該平面繞Z 軸旋轉-α 角。這也就要求在數控刀具制造加工中應用鏡像加工技術在原有的加工程序前提下,為了實現改變方向指令的要求還需要增加坐標旋轉指令。如果不能保證細節處的有效處理,不僅會影響生產制造,甚至還會對機床產生磨損與破壞,還需要技術人員關注數控刀具制造應用鏡像加工技術的細節處理問題。
最后,還需要密切關注數控刀具制造加工中的機床進、退刀的安全距離,相關技術人員需要進行反復驗證。為了保證數控刀具制造加工中應用程序加工技術可以有效提升產品質量與生產效率,在應用某一項數控刀具加工程序時,技術人員要對原有數控刀具制造加工程序的進、退刀位進行嚴格驗證。應用鏡像加工技術后,就必須要根據鏡像加工的更改需求來及時調整加工程序的進、退刀位。尤其針對無坐標加工系統,因為其中的附加坐標系為滿足鏡像加工已經經過一定的平移、旋轉,為了保證數控刀具制造中機床的操作安全,就需要相關的技術人員反復、認真檢查進、退刀位。
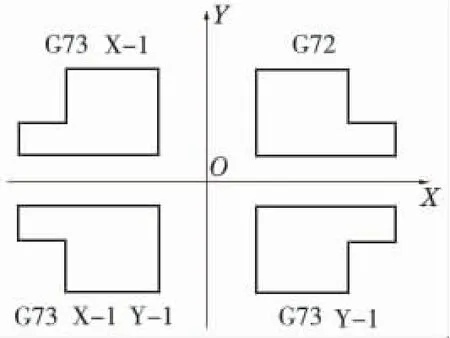
圖1 某數控刀具鏡像加工指令演示
2.3 關注A、B 坐標軸的變化
根據數控刀具制造中五坐標數控機床上加工刀具的實際情況來看,應用鏡像加工技術過程中還需要關注A、B 坐標軸的變化。在該數控刀具設計中,該刀具的主軸與Y 軸平行,加工刀具本體平面為△EFG,在應用鏡像加工技術處理之后經Y 軸形成在平面YOZ 內的△E′F′G′(圖2)。因此,在加工平面△EFG 時,需要相關的技術人員嚴格按照遵循笛卡爾坐標系法則來確定轉動方向,確定該平面需要繞Y 軸的反方向轉動θ 角,則此時的B軸坐標應該變更為-θ;然后將鏡像加工編制形成的X 軸沿著EG 的反方向轉動γ 角,則此時A 軸坐標應該變更為-γ;鏡像加工程序應用到該階段,△EFG 位于與Y 軸垂直的加工位置,則根據鏡像加工結果A 軸坐標已經變更為-γ,B 軸坐標變更為-θ。據此類推,如果加工鏡像平面△E′F′G′時,就需要相關的技術人員對鏡像加工程序進行更改,平面先繞Y 軸正方向轉動θ′角,然后在已經形成的X 軸基礎上,繞G′E′反方向轉動γ′角,則可以獲得平面△EFG 位于與Y 軸垂直的加工位置,則根據鏡像加工結果A 軸坐標已經變更為-γ,B 軸坐標變更為θ。根據上述數控加工應用鏡像加工技術的實際情況來看,根據Y 軸所在的平面YOZ 在應用鏡像加工技術后,在五坐標加工中心中加工該空間平面,就要將B 軸坐標更變為相反值,A 軸則與原有加工程序設計保持一致。
這就要求相關技術人員數控刀具制造中應用鏡像加工技術,如果使用鏡像加工指令來實現反切向刀體指令加工制造,就需要相關技術人員將該程序中的B坐標及時地變更為反向值。在一些控制系統的性能達到一定標準之后,編制操作G73 X-1 B-1 指令則可以實現X、B 坐標同時改變。

圖2 五坐標數控機床加工應用鏡像加工技術
3 結束語
在數控刀具生產中本身包含了左、右切向,這使得數控刀具生產制造的產品輪廓具有鮮明的鏡像特點。客戶對數控刀具制造生產的產品要求逐漸提升,這就要求相關企業不僅能有效提升生產效率,還能積極地對提升生產質量進行探究。在數控刀具制造中通過應用鏡像技術,可以在原有程序的基礎上根據產品特點進行一定的鏡像修改,從而有效降低數控刀具鏡像產品誤差。根據數控刀具加工制造的實際生產情況來看,大多數仍以手工編程為主,為了促進數控刀具制造不斷發展,還需要對數控刀具制造中應用鏡像加工進行深入研究。
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
人大建設(2019年12期)2019-05-21 02:55:44
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
中國軍轉民(2017年6期)2018-01-31 02:22:28
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
中國衛生(2015年3期)2015-11-19 02:53:32