船體建造中焊接檢驗與質量控制研究
2020-10-30 06:35:48倪勝全
設備管理與維修 2020年18期
倪勝全
(中國船級社實業公司南京分公司,江蘇南京 210011)
0 引言
船體建造是提升我國國防力量與經濟現代化水平的重要一環,其在進行焊接過程時易受氣候環境、溫度環境和工藝技術水平等因素的影響,出現夾渣、未熔合、未焊透或裂縫等缺陷,影響船體整體建造質量,縮短零部件的使用壽命。相關檢驗檢測人員應根據焊接作業環境與工藝技術內容,調整檢驗方法與質量控制措施,提升船體建造的焊接質量水平。焊接檢驗與質量控制工作貫穿船體建造的整個過程,集中在焊接前、焊接中和焊接后。針對不同部位、不同階段,可供選擇的焊接檢驗方法與質量控制方法較多,不同檢驗檢測方法的效果也不同。相關人員應從實踐角度出發,辨識檢驗方法與質量控制措施的差異,合理選擇并提高方法、措施運用的質量效果,使船體焊接作業穩定高效[1]。
1 船體建造中的焊接檢驗方法
船體焊接檢驗方法主要有目視及無損檢測。應根據焊縫等級、焊接部位、焊接質量等要求合理選擇。
1.1 外觀檢驗方法
(1)著色滲透檢測。利用毛細管原理發現船體焊縫表面是否出現開口裂縫與開孔,該檢驗方法不會對船體造成損害,只需將滲透劑去除,涂抹顯像劑就可確定焊接表面的裂縫形狀[2]。檢測前需清理焊縫及檢測表面的鐵銹、油污、殘渣等;檢測中保持檢測部位處于滲透劑潤濕狀態,滲透液去除時應擦拭干凈(順一個方向)并干燥;噴涂顯像劑時需遵循均勻性原則,時間控制在30 min 以上,以使滲透檢驗法的運用效果充分發揮[3]。該方法缺陷顯示直觀,但檢測時間較長,也不適用于檢測因外來因素造成開口被堵塞的缺陷。溶劑去除型著色檢測過程:表面處理→滲透劑施加→去除→干燥→顯像→觀察及評定→后清洗及復驗。
(2)磁粉檢驗方法。磁粉檢測也能發現鐵磁性材料焊縫(包括熱影響區)表面或近表面的裂紋和其他缺陷,檢測靈敏度較高,可發現微米級寬度的小缺陷,檢測速度快,工藝簡單。但檢測靈敏度與磁化方向有關,缺陷方向與磁化方向近似平行或夾角小于20°時就很難被檢出。檢測完成后需對有較大剩磁的工件進行退磁處理,否則易對精密儀表或設備的精度產生影響,焊接時也會造成磁偏吹、咬邊、未熔合等缺陷。連續濕式磁軛法檢測過程:磁化→施加磁懸液→觀察及評級→退磁→后處理。
(3)目視檢測。目視檢測是用人眼或借助于目視輔助器材(焊縫檢驗尺、放大鏡等)對被檢件進行的檢測,能夠觀察焊縫接頭的表面狀態、配合面的對準、變形或開裂等。此檢驗方法方便、直觀,但不能發現特別細小的表面缺欠,也不能發現焊接內部缺陷,需借助其他檢測手段進行焊縫整體質量的檢驗檢測。
1.2 內部檢驗方法
(1)超聲波檢測技術。它利用儀器發射超聲波,對缺陷反射回的反射波信號波形進行分析,以確定焊接零部件內部是否存在氣孔、未熔合、未焊透或裂縫等缺陷。此方法對面積型缺陷檢測率較高,缺陷定位較準確,檢測成本低、效率高,對人體及環境無害。但對缺陷的精確定性或定量需深入研究,對檢測人員技術能力要求較高,對形狀復雜或不規則外形的工件、粗晶粒工件檢測時有一定困難,缺陷的位置、取向和形狀對檢測結果影響較大。
(2)射線檢測技術。此方法也是對焊縫內部缺陷進行檢測的方法之一,根據射線對材料中完好部位與存在缺陷部位對射線的吸收、衰減程度的不同,使底片感光成不同黑度的圖像來進行評判(圖1)。該檢測技術能夠檢測容易形成局部厚度差的缺陷,對氣孔和夾渣類缺陷有很高的檢出率,有底片進行記錄焊縫缺陷信息,較直觀且可長期保持。但存在以下缺點:①檢測程序較多,如裝片、現場布片、底片暗室處理及評定等;②檢測時間較長,無法以低成本、高效率狀態完成檢測工作;③當焊接缺陷重疊時,也無法準確分辨;④從操作安全性上,射線的發射會對人體健康造成一定傷害,需消耗成本采用防輻射處理[4];⑤對裂紋類缺陷檢出率受透照角度的影響,不能檢出垂直于透照方向的薄層缺陷,如鋼板分層;⑥檢測工件厚度受設備穿透能力限制。
(3)相控陣檢測技術(PAUT) 和衍射時差法(TOFD)。相控陣檢測是對陣列探頭的不同單元在發射或接收聲波時施加不同的時間延遲(發射電壓幅度)規則——聚焦法則,通過波束形成實現檢測聲束的移動、偏轉和聚焦等功能的超聲成像檢測技術。衍射時差法是依靠聲波在缺陷(主要為內部缺陷)的端部產生衍射信號,通過對其的定量分析,可得到缺陷的高度、深度、長度等信息。兩種檢測方法均可對檢測結果進行記錄,檢出率更高,特殊部位檢測時檢測效率更高,對缺陷定性、定量更精確等,使其在船舶檢測中應用的越來越多。目前主要用于對船體厚板部位(射線不能穿透、超聲檢測工藝繁瑣等)和管對接焊縫檢測,可部分或全部替代射線檢測進行內部缺陷的檢測。
由上述分析可以看出,可供選擇的船體焊接檢驗方式、方法較多,質量控制人員應結合焊接部位、焊接特點等進行選取,以提高船體整體質量,降低質控措施開展難度。
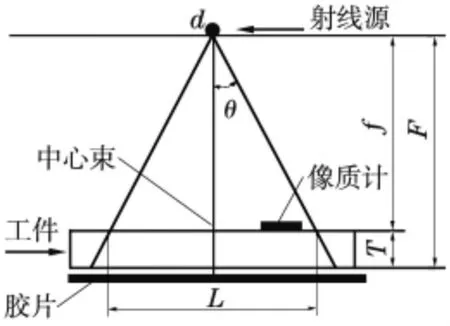
圖1 焊縫射線照相
2 船體建造中焊接的質量控制策略
2.1 焊接前的要素控制
(1)原材料。①船體使用的鋼板應經船級社認證且具有產品證書,船廠應對來料鋼板進行抽檢,進行無損檢測或力學性能試驗,確保鋼板性能符合設計圖紙要求;②焊條、焊劑均需通過相關機構認證并有合格證書,焊材應按照材料制造商提供的可允許的最低溫度和最高相對濕度要求進行存儲,務必做到防水、防潮、防銹,每年度均應進行熔覆金屬力學性能試驗和化學成分分析,確保焊材滿足焊接使用要求。
(2)焊接設備。保證選用的焊機在焊接過程中焊接電流及電壓穩定,可靠性好。焊接時應根據鋼材材質及焊接位置的不同,選擇合理的焊接方法及焊材。
(3)焊接人員。現場焊接人員需具備相應的焊工資格證書,管理或監督人員應對焊工資質進行抽查,以保證焊接工人焊接的船體部位或構件在資格證書授權范圍內。對于技術要求高的焊接部位,相關專業人員可對焊工進行額外培訓和考試。
(4)焊接工藝評定。船體建造前應消化設計圖紙中的技術要求,制定各類焊接位置、焊接方法等的焊接工藝文件。選用合格焊工按照制定的工藝指導文件進行試板焊接,并對焊接完成后的試板進行外部和內部缺陷檢查,截取焊縫中合格部位進行力學性能試驗(一般為拉伸試驗、彎曲試驗、沖擊性能試驗),根據試驗結果對焊接工藝進行確認和調整,確保編制的焊接工藝文件滿足船體建造要求。
2.2 焊接過程中的質量控制
質量控制是焊接過程中最重要的環節,與“人、機、料、法、環”5 個因素相關,應對各要素進行監控。
(1)人員。對焊接工人應崗前培訓,并確保其持有相關焊工證書。加強焊工質量意識教育,提高其工作責任心。
(2)設備。對焊接設備在使用前必須進行檢查和試用,確保設備在焊接時的穩定性及可靠性。檢查設備上電流表、電壓表、氣體流量計等儀表是否準確。
(3)焊接材料。焊接前應確認使用的焊材類別、牌號與工藝文件中的要求一致;使用的保護氣孔純度應滿足焊接使用要求;需烘干的焊條應按照規范要求進行烘干并放置在保溫筒內,隨用隨取;焊絲表面應光潔,無銹蝕;焊劑干燥,如受潮應烘干后使用等。
(4)焊接工藝方法。嚴格按照評定合格的焊接工藝文件要求進行裝配、焊接,焊工不得隨意改變焊接參數。裝配精確度直接關系焊后構件尺寸的準確性,焊接參數設置直接影響焊縫質量。
(5)環境。環境溫度、氣候等也會對焊接過程產生影響。在低溫地區焊接時可能需對焊接部位焊前預熱、焊后保溫,防止產生裂紋;大雨天氣、濕度過高時不宜焊接,易產生氣孔缺陷;大風天氣對氣體保護焊影響較大,若不采取相應的遮擋措施,會降低對焊縫區域的保護,造成焊縫材料氧化、產生氣孔等缺陷。
2.3 焊接完成后的質量控制
(1)焊縫尺寸檢查。如焊腳高度、余高高度、焊縫寬度等,對不符合設計圖紙要求的焊縫進行重焊或補焊。
(2)對焊逢表面進行檢驗。可使用直尺、游標卡尺和焊接檢驗尺等工具輔助檢查,發現錯邊、咬邊、焊瘤等外觀缺陷并及時處理。對焊縫內部質量進行檢查時,需根據實際情況采用合適的檢測方法來保證船體焊縫質量。
3 結束語
船體建造的焊接質量,應結合實際情況與檢驗目的采用相應的檢驗方法,分階段開展質量控制工作,如拼板焊接時的焊縫檢測,分段建造時對分段整體進行檢驗,分段合攏時對合攏口進行檢驗,及早發現并解決問題。可根據檢驗、檢測結果及時調整焊接工藝或焊工,只有這樣才能使焊接質量穩定,船體整體質量可控,進而提升船舶行業建設的可持續發展水平。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
銅業工程(2015年4期)2015-12-29 02:48:39