某電廠除氧器除氧盤制造與質(zhì)量監(jiān)督要點
2020-10-30 06:35:38曾德軍
設(shè)備管理與維修 2020年18期
曾德軍
(三門核電有限公司,浙江臺州 317112)
1 除氧盤結(jié)構(gòu)及工作原理
除氧盤安裝在除氧器筒體上部,其上方有若干噴嘴。加熱蒸汽從除氧盤下方進入除氧盤,穿過除氧盤進入噴嘴下方的空間。除氧器頂部水室的凝結(jié)水從噴嘴噴出,被蒸汽加熱到接近飽和溫度后,凝結(jié)水中的溶解氧大部分自然逸出,完成初級加熱除氧,此后凝結(jié)水經(jīng)過除氧盤分散滴灑而下,與下方逆流而上的蒸汽進行充分接觸換熱,被完全加熱到飽和溫度后,剩余的溶解氧也全部逸出,從而完成深度除氧。逸出的游離氧等不凝結(jié)氣體最終從噴嘴近旁的排氣口排出除氧器,經(jīng)過深度除氧的凝結(jié)水則匯入除氧水箱供給水泵給水。
除氧盤為多層結(jié)構(gòu),由淋水盤、淋水盤支撐板、側(cè)板等部件組成,相互之間通過點焊連接(表1、圖1)。每個淋水盤與支撐板、淋水盤與側(cè)板、支撐板與側(cè)板之間均通過點焊連接。
2 除氧盤制造工藝流程
除氧盤的主要制造工藝流程包括鋼帶下料、尺寸檢查、沖壓成型、組裝焊接發(fā)貨檢查等工序。除氧盤裝配過程中通過使用專用工裝來控制淋水盤之間的間距。除氧盤焊接過程中先逐層焊接淋水盤,再焊接側(cè)板。
2.1 除氧盤制造難點
某電廠單臺機組有2 臺除氧器,每臺除氧器內(nèi)安裝400 個除氧盤,每個除氧盤上有316 個焊點,焊接數(shù)量大;除氧盤的淋水盤、淋水盤支撐板、側(cè)板均為薄壁不銹鋼材料,焊接成型難度大。因此,焊接是除氧盤制造的難點。某電廠除氧盤在制造過程中因焊接參數(shù)不當,導(dǎo)致大量出現(xiàn)焊穿、過燒等質(zhì)量缺陷,最終全部報廢處理。
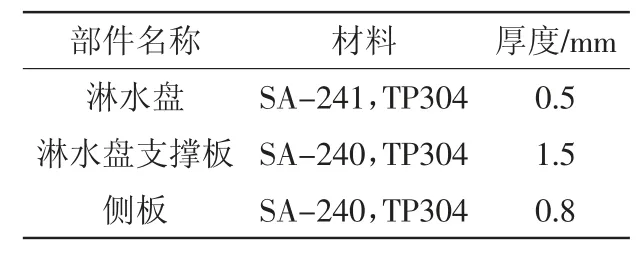
表1 除氧盤各部件材料及厚度
2.2 除氧盤焊接工藝特點
結(jié)合除氧盤薄壁點焊的工藝特點,實際生產(chǎn)過程中,一般采用電阻焊的焊接方法。電阻焊是將被焊金屬工件壓緊在兩個電極之間,并通以電流,利用電流經(jīng)過工件接觸面及臨近區(qū)域產(chǎn)生的電阻熱,將其局部加熱至熔化或塑性狀態(tài),使之形成金屬結(jié)合的一種連接方法[1]。焊接過程中須同時施加壓力。電阻焊具有焊接應(yīng)力與變形小,機械化和自動化程度高,便于大批量生產(chǎn)等優(yōu)點,但是缺乏可靠的無損檢測方法,焊接質(zhì)量只能通過破壞性試驗進行鑒定檢查。
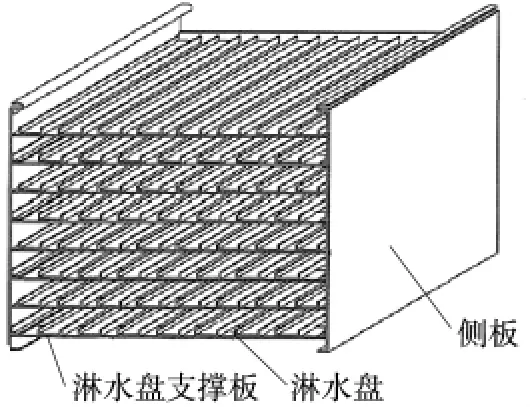
圖1 除氧盤外形結(jié)構(gòu)
3 除氧盤焊接質(zhì)量監(jiān)督要點
3.1 焊機的準備與檢查
電阻焊焊機的機械化和自動化程度高,焊機本身的質(zhì)量直接影響最終設(shè)備焊接質(zhì)量。因此,在焊機初次使用前、每點焊1000 點以及更換焊機電極時,都應(yīng)對焊機進行必要的檢查,主要檢查包括外觀質(zhì)量檢查、拉伸抗剪試驗和焊縫內(nèi)部質(zhì)量檢查。
(1)外觀質(zhì)量檢查,焊接表面應(yīng)平坦,無裂紋、污垢。點焊后板材可能發(fā)生變形,應(yīng)保證變形尺寸ε≤0.1(Ta+Tb)(圖2)。另外,焊后形成的凹坑深度在有壓痕板材厚度的20%以內(nèi)。
(2)拉伸抗剪力試驗:用該焊機制作3 個點焊試塊,試塊形狀如圖3 所示。不同板厚的試塊尺寸要求按表2 執(zhí)行,當焊接板材為不同板厚材料的組合時,試塊尺寸按母材拉伸強度和板厚乘積較小的板厚求取。在室溫下將試塊按照規(guī)定的夾具間距夾緊在檢驗合格的試驗機上,慢慢拉伸,測量使試塊斷裂的剪斷力,同時根據(jù)斷裂的試塊求取熔核直徑。若3 個點焊試塊的拉伸抗剪力不低于規(guī)定的各厚度最小拉伸抗剪力值,并且拉伸抗剪力偏差不超過35%,同時滿足斷面點焊部的熔核直徑大于規(guī)定的最小熔核直徑的要求,則判定合格。其中,拉伸抗剪力偏差=,拉伸抗剪力平均值要求和不同板厚最小熔核直徑要求見表3。
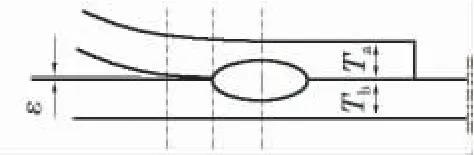
圖2 除氧盤焊接變形示意
(3)焊縫內(nèi)部質(zhì)量檢查:若拉伸剪斷力偏差超過35%,還應(yīng)進行焊縫內(nèi)部質(zhì)量檢查,包括斷面試驗或射線透照檢查。
斷面試驗的方法:使用每個施工板厚的組合5 點(使用上述拉伸抗剪試驗合格的焊接條件下的試塊),進行宏觀斷面分析(把斷面放大10 倍進行確認)。斷面試驗的對象是垂直于板表面的斷面,斷面試塊切斷通過焊接點中心位置的垂直面。研磨切出的斷面試塊之后進行腐蝕處理,用放大鏡、顯微鏡等觀察該斷面部位(圖4)。熔深在母材厚度的40%~80%以內(nèi),即40%≤ta/Ta≤80%且40%≤tb/Tb≤80%則判定合格。
對試塊試塊射線透照檢查,點焊熔接不良區(qū)域如圖5 所示。同時滿足下列3 項要求可判定焊接合格:最大熔接不良長度A 在熔核直徑的15%以內(nèi);熔接不良區(qū)域到熔核邊界的距離D 在板寬的25%以內(nèi);從熔核邊界區(qū)域開始到熔核直徑15%的區(qū)域內(nèi)沒有熔接不良。
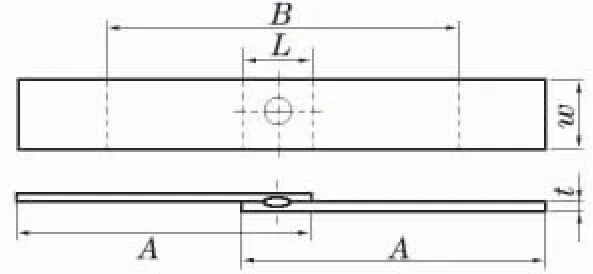
圖3 拉伸抗剪力試塊尺寸
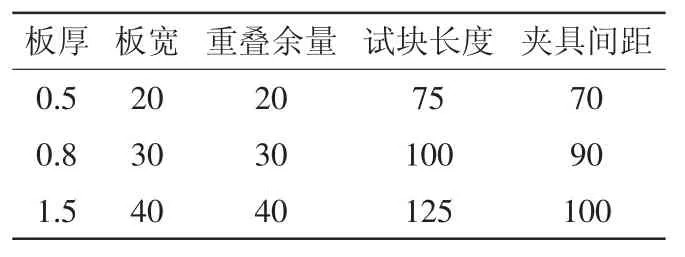
表2 不同板厚的拉伸抗剪力試塊尺寸 mm
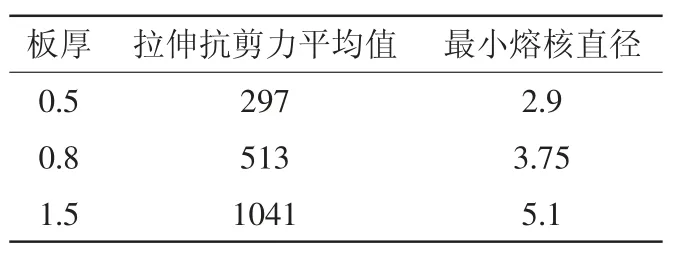
表3 不同板厚對應(yīng)的拉伸抗剪力和最小熔核直徑 mm
3.2 焊接工藝評定
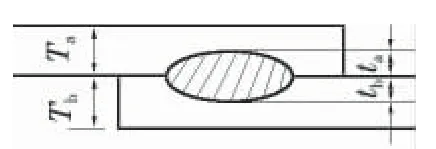
圖4 斷面試驗熔深示意
在除氧盤首次實施點焊前,應(yīng)進行工藝評定試驗以確定的合適電阻焊參數(shù)。對每個施工板厚的組合,至少制造15 點的試塊,實施下述驗證:
(1)拉伸抗剪試驗:每個施工板厚的組合制造10 點,拉伸剪斷力偏差在35%以下。如不滿足要求,調(diào)整焊接參數(shù),再次實施10 點拉伸抗剪試驗直至合格為止。
(2)斷面試驗:使用每個施工板厚的組合5點(使用上述拉伸抗剪試驗合格的焊接條件下的試塊),進行宏觀斷面分析(把斷面放大10 倍進行確認),熔深標準在原板厚的40%~80%。
試驗合格后,記錄母材厚度搭配、電極直徑、預(yù)壓/焊接/維持時間,電極壓力以及焊接電流等,用于除氧盤正式焊接。
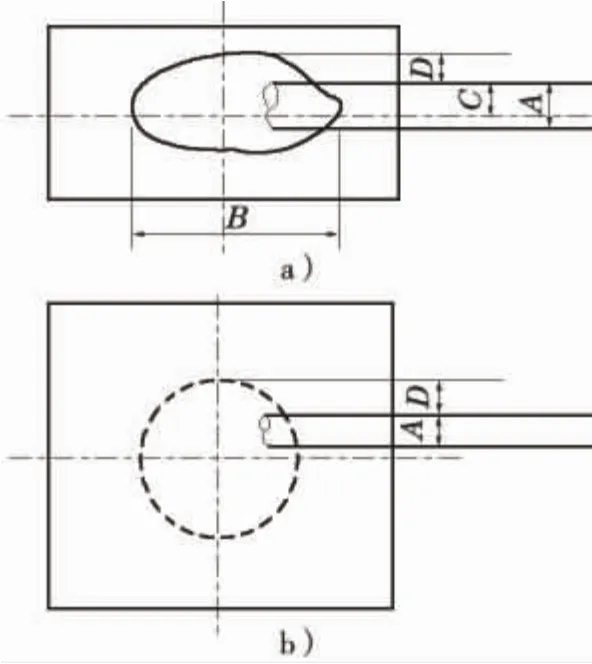
圖5 點焊熔接不良區(qū)域
3.3 焊前清潔度檢查
焊前保持工件表面高度清潔十分重要,因為油、塵土、油漆的存在,會增加硫脆化的可能性,從而使焊接接頭產(chǎn)生缺陷。一般采用去離子水對除氧盤材料進行清洗。
除氧盤的組裝和焊接應(yīng)在專用清潔場地進行,專用清潔場地內(nèi)(包括焊接清潔室)要保持清潔,地面不允許有油污、灰塵和存放任何雜物。搬運產(chǎn)品時要戴清潔的手套,洗凈后的產(chǎn)品應(yīng)在清潔的狀態(tài)下保管。
3.4 焊接過程中的檢查
點焊過程中,對焊接狀況進行目視檢查,對焊接飛濺進行清理,對冷卻水的流量進行必要的調(diào)整;同時還要觀察焊后工件表面色彩和分布以及熔核直徑的大小和形狀變化;發(fā)現(xiàn)異常時必須中斷操作,對焊接參數(shù)進行調(diào)整,異常產(chǎn)品須全部報廢。
4 除氧盤成品檢查要點
(1)尺寸檢查:除氧盤的外形尺寸、淋水盤裝配間距等滿足圖紙要求;除氧盤各個平面的傾斜和扭曲控制在2 mm 以內(nèi)。
(2)焊接質(zhì)量檢查:以目視檢查為主,在焊接區(qū)域的檢查中沒有肉眼可見的裂紋、劃傷、變形、扭曲、飛邊等缺陷,如有必要可以進行RT(Radiographic Testing,射線檢測)或者斷面試驗。
(3)清潔度檢查:除氧盤表面在整個制造過程中應(yīng)杜絕被油脂類物品污染,最終發(fā)貨前要進行清洗,采用去離子水,保持產(chǎn)品的清潔狀態(tài)。
5 結(jié)論
本文從除氧盤電阻焊焊機檢查、焊接參數(shù)設(shè)定、焊后鑒定試驗等方面入手,分析了除氧盤焊接制造工作要點,為除氧盤制造質(zhì)量監(jiān)督提供了依據(jù)。