酵母菌為原料制備生物柴油工藝研究
2020-09-29 08:55:10王希越王洪偉王月石一雯連麗麗婁大偉
應用化工 2020年9期
王希越,王洪偉,王月,石一雯,連麗麗,婁大偉
(1.吉林化工學院 化學與制藥工程學院,吉林 吉林 132022;2 吉林省中北化工工程設計有限公司,吉林 吉林 132000)
目前,石化能源的日益枯竭及環境污染問題備受關注[1],生物柴油是一種可替代傳統石油的可再生生物清潔能源,具有良好的環保性能,安全、可再生及可降解等特點,目前生物柴油的開發已成為國際新能源研究的熱點[2-3]。
生物柴油利用各類油脂與短鏈醇經過油脂酯化或者酯交換轉化而產生[4-5]。其原料來源較多,其中微生物油脂,如酵母菌、微藻具有培養簡單、生長速度快、油脂含量高特點,是理想的油脂原料[6-8]。目前酵母菌被當作油脂原料的相關報道還比較少。本文以酵母菌為原料,通過氣相色譜質譜聯用儀對酵母菌為原料制備生物柴油的工藝方法進行研究。
1 實驗部分
1.1 試劑與儀器
正己烷、甲基叔丁基醚、甲醇均為色譜純;氯仿、氯化鈉、氫氧化鉀均為分析純。
7890B氣相色譜儀;M7-300EI質譜儀;H1650離心機;XW-904微型漩渦混合儀;HH-2數顯恒溫水浴鍋;BXM-30R立式壓力蒸汽滅菌器;BSD-YX3200智能精密搖床;N-EVAP111氮吹儀。
1.2 GC-MS條件
1.2.1 色譜條件 色譜柱Agilent HP-5(30 m×0.32 mm×0.25 μm);進樣口溫度260 ℃,程序升溫條件:初始柱溫150 ℃,20 ℃/min速率升到214 ℃,保持5 min,再以10 ℃/min速率升到280 ℃,保持 5 min,分流比10∶1,載氣為氦氣(純度99.999 5%),流速1.2 mL/min,總流量16.20 mL/min,進樣量1 μL。
1.2.2 質譜條件 電子轟擊離子源能量70 eV,離子源溫度230 ℃,傳輸線溫度280 ℃,溶劑延遲時間2 min,掃描模式為SIM(選擇離子掃描)。
1.3 樣品制備
1.3.1 酵母菌培養 從瓊脂平板上挑取單菌落到裝有10 mL的YPD液體培養基中,放到搖床中,在30 ℃、200 r/min條件下,活化培養12 h。然后取一定量菌液到50 mL新的YPD液體培養基中,使初始OD600=0.2,在30 ℃,200 r/min條件下繼續培養 9 h 到對數生長期。然后離心5 min,棄上清液;菌體再用蒸餾水洗滌1次,再次離心,倒出上清液,菌體移入稱量盤中,干燥后儲存,用于下一步的研究。
1.3.2 實驗過程
1.3.2.1 油脂提取 準確稱取50 mg酵母干粉于玻璃離心管中,加入300 μL的甲醇、50 μL的二次去離子水,超聲10 min。再加入1 mL甲基叔丁基醚,室溫下振蕩1 h。然后加入300 μL的5% NaCl溶液,渦旋混勻1 min,靜置10 min,放入離心機中,3 000 r/min 離心10 min,取上清液氮氣吹干。
1.3.2.2 酯化過程 加入300 μL的正己烷,渦旋30 s,再加入400 μL 0.05 mol/L KOH-甲醇溶液,25 ℃ 水浴恒溫反應3 h。加入5%的NaCl溶液 300 μL,渦旋1 min混勻,靜置10 min,10 000 r/min離心5 min,取上層于2.0 mL的離心管中。剩下的溶液加入600 μL的正己烷再次提取,2次取得上清液混合氮氣吹干。最后加入100 μL的正己烷溶解,進樣1 μL,進行GC-MS分析。
1.3.3 實驗重復性考察 準確稱取6份50 mg酵母干粉于玻璃離心管中,按1.3.2節方法處理后進行GC-MS分析,計算6份樣品相對標準偏差,考察方法重復性。
2 結果與討論
酵母菌體內油脂經提取和酯化后制得生物柴油,經GC-MS分析,其主要成分為肉豆蔻酸甲酯、棕櫚酸甲酯、十六烯酸甲酯、硬脂酸甲酯、油酸甲酯,以酯的總含量為評價指標,對影響酯化和萃取條件的因素進行考察。
2.1 催化劑KOH濃度影響
在酯化過程中,加入KOH催化劑促進反應進行,實驗考察不同濃度KOH對酯化影響,分別加入0.01,0.05,0.10,0.20,0.60 mol/L的KOH-CH3OH溶液,40 ℃下恒溫水浴2 h,其他條件相同。酯總量與KOH濃度關系結果見圖1。
由圖1可知,當KOH濃度0.05 mol/L時,得到生物柴油總量最多,當KOH濃度繼續增大時,生物柴油量逐漸減少。所以最佳KOH濃度為 0.05 mol/L。
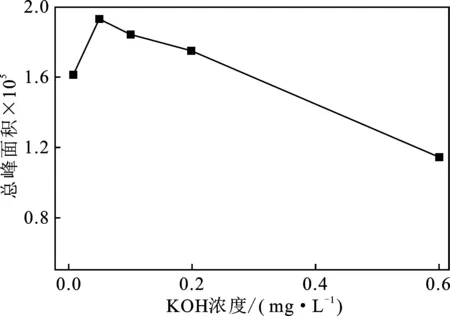
圖1 催化劑(KOH)濃度對柴油產量影響Fig.1 The effect of catalyst concentration on biodiesel yield
2.2 考察衍生試劑甲醇用量
油脂酯化反應中以甲醇作為反應試劑,考察100,200,400,600,800 μL甲醇對酯化影響,結果見圖2。

圖2 甲醇用量對柴油產量的影響Fig.2 Effect of methanol dosage on the biodiesel yield
由圖2可知,伴隨著甲醇用量的增加,得到酯的總量逐漸增加,加入400 μL甲醇時酯的總量最多;隨后,隨甲醇加入量增加,酯總量反而減少,這可能是由于加入甲醇量過多,降低反應物濃度,抑制酯化反應。
2.3 考察酯化時間
在最佳KOH和甲醇用量條件下,對酯化時間進行考察,圖3顯示酯化時間分別為0.5,1.0,1.5,2.0,3.0 h得到酯總含量。
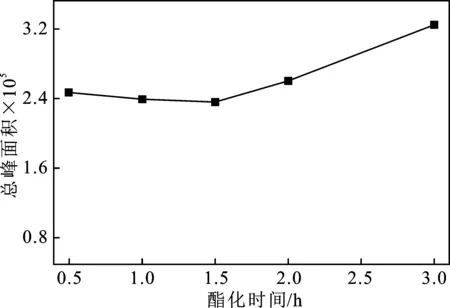
圖3 酯化時間的影響Fig.3 The effect of reaction time on biodiesel production
由圖3可知,隨時間增加,酯化越完全,酯總量越多。
2.4 重復性考察
在最佳工藝條件下,通過對6組平行樣中5種酯進行定量分析,包括C14∶0(肉豆蔻酸甲酯)、C16∶1(棕櫚油酸甲酯)、C16∶0(棕櫚酸甲酯)、C18∶1(油酸甲酯)、C18∶0(硬脂酸甲酯),結果見表1。

表1 生物柴油中脂肪酸甲酯相對標準偏差Table 1 The relative standard deviation of fatty acid methyl ester in biodiesel
由表1可知,6組平行樣中相對標準偏差均小于10%,說明該方法重復性較好。
3 結論
本實驗以酵母菌為原料,對傳統兩步法制備生物柴油的工藝進行研究,確定酯化50 mg酵母粉中油脂,使用催化劑KOH用量、衍生試劑甲醇用量和酯化時間最佳條件分別為:0.05 mol/L、400 μL、3 h,氣相色譜質譜分析生物柴油成分主要為C16∶0(棕櫚酸甲酯)、C18∶0(硬脂酸甲酯)、C14∶0(肉豆蔻酸甲酯)、C16∶1(棕櫚油酸甲酯)、C18∶1(油酸甲酯)。通過重復性實驗考察可知,在最佳工藝條件下,該方法重復性好、穩定性強。
猜你喜歡
食品工業(2023年12期)2023-12-12 12:56:16
天天愛科學(2022年9期)2022-09-15 01:12:54
天天愛科學(2022年4期)2022-05-23 12:41:48
當代水產(2022年3期)2022-04-26 14:26:56
軍事文摘·科學少年(2021年1期)2021-02-04 08:03:45
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:06:14
航空世界(2020年10期)2020-01-19 14:36:20
食品與機械(2018年11期)2019-01-03 06:15:34
中國糧油學報(2018年12期)2018-01-26 13:32:04
閱讀與作文(小學低年級版)(2015年8期)2015-05-30 10:48:04
