國外某選廠球磨機磨礦介質優化實踐
2020-09-21 07:42:44鄭競,趙魏
礦山機械 2020年9期
關鍵詞:效率
鄭 競,趙 魏
1中信重工工程技術有限責任公司 河南洛陽 471039 2洛陽礦山機械工程設計研究院有限責任公司 河南洛陽 471039 3礦山重型裝備國家重點實驗室 河南洛陽 471039
球磨機作為選礦廠的主要磨礦設備,不僅耗電量大,而且也是很多選廠提高生產能力的瓶頸,球磨產品的粒度分布對磁選、浮選等作業指標有著顯著的影響。因此,提高選廠球磨機的磨礦能力,往往能夠達到提產、降耗、保質的目的。但影響球磨機磨礦效率的因素有很多,對于球磨回路而言,主要有介質種類和尺寸、介質充填率、磨機襯板、給礦粒度、分級效率及磨礦濃度[1]等,其中,優化磨礦介質是提高球磨機磨礦效率的一種較為直接而有效的途徑。
1 背景簡介
國外某大型磁鐵礦選礦廠 (以下簡稱“選廠”)的原礦中主要含鐵礦物是磁鐵礦,其次為半假象-假象赤鐵礦、褐鐵礦和菱鐵礦;脈石礦物以石英為主。磁鐵礦成自形、半自形等軸粒狀,礦石性質屬于難磨易選類型,平均密度為 3.5 t/m3,原礦全鐵品位為30.7%,磁性鐵品位為 20.2%。
1.1 工藝流程
該選廠共有 6 個系列,使用 ABC (自磨機+球磨機+頑石破碎機)雙閉路全磁流程,工藝流程如圖 1所示。原礦經過粗破、自磨閉路磨礦之后,先進入磁選機粗選,磁選精礦進入預先分級與檢查分級于一體的球磨回路,球磨產品經過兩段磁選成為最終精礦。

圖1 選礦工藝流程Fig.1 Concentration process flow
1.2 球磨回路現狀
該選廠自磨機投產調試前期,處理能力迅速提升,導致自磨產品粒度過粗,在保證最終精礦產品粒度不變的前提下,球磨機磨礦能力便成為整個工藝的瓶頸,因此,選廠不得不降低自磨機處理量,以確保精礦粒度和品位合格。針對以上情況,選廠采取了一些措施來平衡自磨和球磨兩段磨礦負荷,以提高系統產量,雖然取得了一定的效果,但是球磨機磨礦能力依然是整個選廠的提產瓶頸。參考國外的一些選廠經驗,再磨球磨機應用小鋼球介質有利于提高磨礦效率,節省能耗[2],因此,為了進一步提高生產能力,選廠對球磨機磨礦介質進行了選型和優化。
2 球磨機介質選型
球磨機介質選型一直是選礦領域的重要研究課題,國外常用的球磨機鋼球選型理論主要以邦德半理論經驗公式為基礎,而國內則常采用東北大學陳丙辰教授[3]和昆明理工大學段希祥教授分別提出的半理論公式。
該選廠球磨回路設計參數和給礦礦石性質分別如表 1、2 所列。

表1 球磨回路設計參數Tab.1 Design parameters of ball mill circuit

表2 原礦礦石性質Tab.2 Properties of raw ore
2.1 邦德公式[4]計算結果
依據上述球磨機回路設計數據,對鋼球選型進行計算。
根據邦德公式得到

式中:Db為所需鋼球直徑,mm;F80為 80% 過篩的給礦粒度,μm;K為經驗修正系數;ρs為礦石固體密度,t/m3;Wi為待磨礦石功指數,kW·h/t;φc為磨機轉速率,%;D為磨機內徑,mm。
計算結果為鋼球直徑約取 10.3 mm。
2.2 段氏半理論公式[5]計算結果
昆明理工大學段希祥教授根據實際工作經驗和理論計算,推導出了球磨機介質選型的半理論公式。該公式考慮因素較為全面,在國內也得到了較為廣泛的應用。

式中:Bb為所需鋼球直徑,cm;Kc為綜合修正系數;ψ為磨機轉速率,%;σ壓為礦石抗壓極限強度,Pa;ρc為鋼球在礦漿中的有效密度,g/cm3;D0為球荷中間縮聚層直徑,cm;d為磨機給礦粒度 (95% 過篩粒度),cm。
根據該公式的計算結果,應該選擇φ10 mm 的鋼球,與邦德公式計算結果基本相同。
段氏半理論公式主要適用于給礦粒度較粗的一段磨礦,且磨機直徑相對較小[6]。而對于給礦和產品粒度較細的再磨作業 (細粒級再磨作業),大型球磨機充填率較低,中間聚縮層相對來說較薄;另一方面,該礦礦石硬度較高,平均單軸抗壓強度達到了 386 MPa,超過了經驗范圍。因此,在實際生產應用時還需進一步完善上述兩種計算結果。
2.3 介質的選擇
參考國內外選礦廠的應用案例,細粒級再磨作業的磨礦介質一般為φ25~φ40 mm。按照該選廠最初的設計要求,球磨機介質應選擇φ25、φ38 mm 的鋼球,加球比例為 1∶1。此外,國內部分選廠對異形球磨機介質 (如棒形、錐棒形等)進行了研究,表明鋼鍛可以減少球磨機過磨[7]。因此,考慮到球磨產品存在一定的過磨現象 (-10 μm 含量占 30% 以上),該選廠同時還選擇了φ25×φ35×35 mm 的平頭鋼鍛作為磨礦介質。理論上,鋼鍛作為磨礦介質為線接觸磨礦,產品粒度均勻,具有防止過磨等優點[8-9],適用于再磨作業。
3 生產試驗
為了對比不同球磨介質的球磨機磨礦效率,選廠選擇了φ38 mm (大鋼球)、φ25 mm (小鋼球)和φ25×φ35×35 mm (鋼鍛)3 種介質分別在 3 條生產線上進行對比試驗,各條生產線球磨回路其他配置 (包括旋流配置、給礦質量分數、壓力和球磨功率等)和操作基本一樣。
3.1 試驗結果
試驗持續約 12 個月,期間數次取樣,3 種不同介質的球磨機回路取樣數據如表 3 所列。試驗結果表明:使用小鋼球的球磨機磨礦效率要比其他 2 種介質更高。設球磨機產品 -45 μm 粒級含量為q,則q小鋼球=0.383 t/(m3·h),q大鋼球=0.362 t/(m3·h),q鋼鍛=0.360 t/(m3·h)。在相近的給礦粒度和給礦量條件下,使用小鋼球的球磨機產品 -45 μm 粒級含量比使用鋼鍛的球磨機高 6.4%,比使用大鋼球的球磨機高 5.8%,因此,使用小鋼球的磨礦效率明顯高于大鋼球和鋼鍛。

表3 3 種不同介質的球磨回路取樣數據Tab.3 Sample data of ball mill circuit applying three kinds of grinding medium
各條生產線球磨回路產品粒度曲線如圖 2 所示,使用小鋼球的球磨產品中,-45 +25 μm 粒級含量較其他兩種介質更高,而 -20 μm 級別相差較小,說明小鋼球在該工藝給礦粒度條件下,新生成 -45 μm 粒級含量更多,更適于細粒級磨礦。
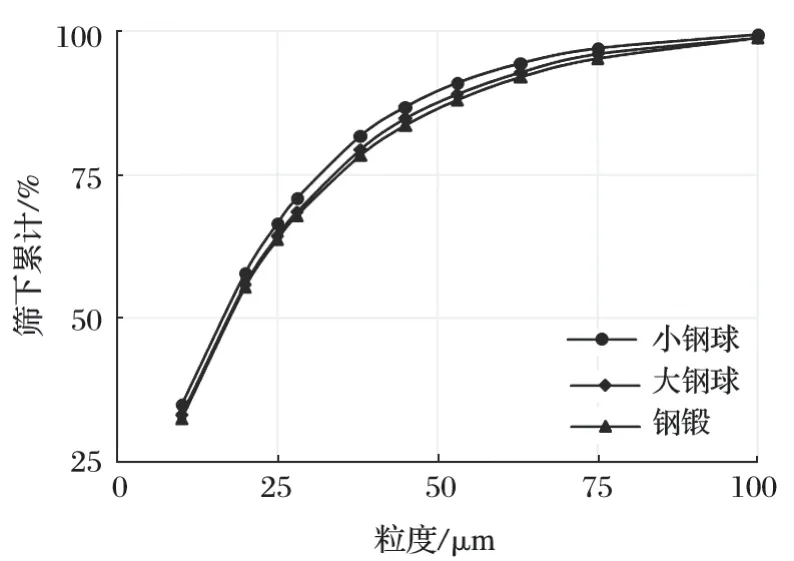
圖2 3 種不同介質的磨礦產品粒度曲線Fig.2 Size curves of grinding product with three kinds of grinding medium
由于使用小鋼球的球磨機效率更高,日常產品檢測結果表明,使用小鋼球的球磨機產品粒度更細,精礦的全鐵 (TFe)品位也更高,生產數據如表 4 所列。
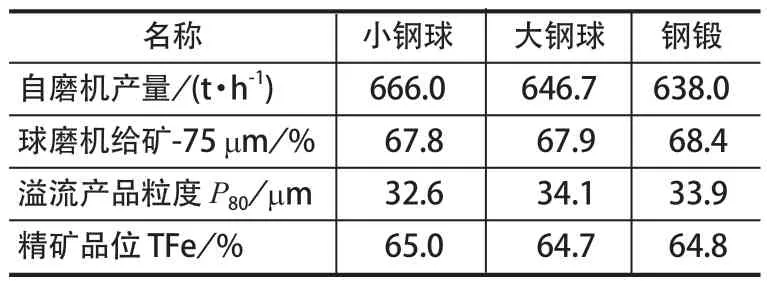
表4 3 種不同介質生產線的生產數據Tab.4 Production data of production line applying three kinds of grinding medium
3.2 結果分析
試驗結果充分說明該球磨回路更適合使用小鋼球作為磨礦介質。為了驗證這一結果,選廠對球磨機磨礦介質充填率做了測算。結果顯示,使用小鋼球的球磨機充填率為 26.2%,大鋼球充填率為 24.5%,鋼鍛充填率為 24.7%,然而,3 種不同介質的球磨機的磨礦功率基本相同。因為小鋼球具有較高的充填率和更大的比表面積,因而在磨礦過程中產生剪切、研磨等磨礦作用的概率更大,這些因素顯然對細磨更為有利,因而磨礦效率更高。
由此可以推測,當球磨機使用小鋼球時,介質流動性更好,小鋼球的運動形式主要為滑落和瀑落,增加了介質間的研磨作用,且介質質心位置低,球磨機功率偏低。
此外,大鋼球和小鋼球的材質均為鍛造低鉻材質,硬度相同,而小鋼球的單位消耗量比大鋼球和鋼鍛多約 12%,這也從側面說明了小鋼球在磨機內部發生碰撞和研磨的概率較大,導致小鋼球的單位球耗更高,這也符合 Michel Brissette 關于小尺寸磨礦介質的論述[10]。
H.Ipek 使用未磨損的鋼鍛和鋼球進行了實驗室球磨機磨礦對比試驗。結果表明,同等比表面積下,鋼鍛體積更小,磨礦效率略高于鋼球[11]。然而,本案例中,鋼鍛比表面積雖然偏大,但鋼鍛磨礦效率卻略低于大鋼球。主要原因是鋼鍛流動性更差,實際運行過程中并不能真正實現理想的線接觸。即在磨礦過程中每個鋼鍛處于隨機接觸狀態,如平行、并列、垂直和交叉等,鋼鍛之間一旦發生交叉研磨,則鋼鍛的腰部受到磨損 (見圖 3),此后,對于單個鋼鍛而言,線接觸將不再發生,這無疑影響了磨礦效率。因此,在實際生產中,具有同等比表面積的鋼球和鋼鍛相比,鋼球的磨礦效率更高。

圖3 鋼鍛磨損示意Fig.3 Sketch of worn steel forging
4 模擬分析
為了進一步研究不同介質在球磨機內的運動狀態,對不同直徑的鋼球進行了離散元法 (DEM)模擬分析。該模擬按照選廠球磨機及其襯板尺寸,在介質充填率為 24% 的條件下,分別對φ20、φ25、φ40 mm 3 種不同直徑的鋼球運行狀態進行了模擬,模擬結果如圖 4 所示。
下面從 2 個方面對 3 種不同介質的運行狀態進行量化。
(1)如圖 5 所示,通過繪制 3 種直徑鋼球在筒體內的輪廓線 (拋起鋼球除外),對鋼球在磨機內的重心位置、鋼球運動起始點和拋落點等進行定位,可間接反映不同介質的球磨機功率輸出差異。
圖5 中A、B、C點分別為φ40、φ25 和φ20 mm鋼球運動質心,可見φ40 mm 鋼球質心位置最高。


圖4 3 種直徑鋼球的模擬運動狀態Fig.4 Simulated motion trajectory of three diameters of grinding ball
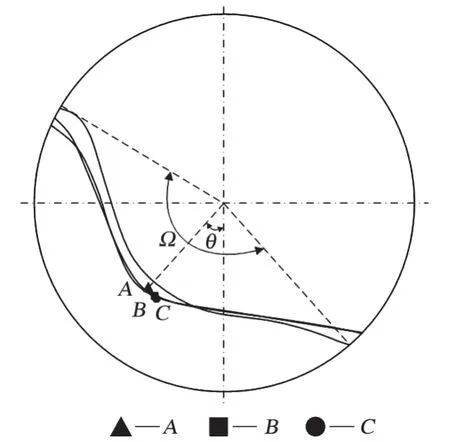
圖5 3 種直徑鋼球的運動質心分布Fig.5 Distribution of motion centroid of three diameters of grinding ball
磨機的有用功率

式中:D為磨機直徑,m;L為磨機長度,m;ρ0為鋼球堆密度,t/m3;φ為磨機介質充填率,%;Ω為介質在磨機內運行的截面圓心角;θ為質心與圓的豎直中心線夾角[12]。
由于磨機規格相同,鋼球堆密度相同,充填率相同,不同鋼球介質的有用功率僅與Ω和θ有關。設Ny20、Ny25和Ny40分別代表 3 種不同尺寸介質的磨機有用功率,則

以上計算結果說明:理論上,在同樣的充填率下,使用φ40 mm 鋼球比φ20 mm 鋼球多消耗約 16%的有用功耗,因此,球磨機的運行功率也相對更高。而使用φ20 mm 和φ25 mm 鋼球介質的磨機有效功率基本相同。換言之,在生產中,當球磨機功率相同時,鋼球直徑越小,則充填率越大,較大的充填率帶來球磨機效率的增加。需要明確的是,在實際生產中,由于逐漸磨損迭代的原因,磨礦介質尺寸是全粒級分布的,而模擬中的介質尺寸是均勻一致的,因此實際生產中使用φ20 和φ40 mm 鋼球的磨機有用功耗差距應該小于 16%。
(2)分別計算 3 種介質在磨機內單位時間的碰撞次數,可從側面反映不同介質的磨礦處理能力。鋼球在磨機筒體內的相互碰撞屬于高頻次事件,鋼球碰撞次數從側面反映了磨礦效率的高低。
模擬統計結果顯示,φ20、φ25 和φ40 mm 3 種介質在單位時間內的碰撞頻次分別為 1.77、1.71 和 1.55次。這證明在不考慮鋼球碰撞力的條件下,鋼球直徑越小,碰撞頻率越高,磨礦效率也越高,單位處理量的介質消耗也更高,這進一步驗證了選廠生產數據得出的推論。
5 結論
經過近兩年的球磨介質選型工業試驗研究,選廠的礦石性質也經歷了數次變化,導致自磨機產量和粒度輸出不穩定,因此無法對球磨機磨礦效率作出縱向比較。然而,在相同的工況條件下,φ40 mm 鋼球比φ25×φ35×35 mm 鋼鍛的磨礦效率略高,而φ25 鋼球比前兩種介質的球磨機磨礦效率高約 6%,球磨機單位功耗低約 0.42 kW·h/t (相對原礦處理量)。
綜上所述,在細粒級再磨作業中,小鋼球具有節省能耗、提高球磨機磨礦效率的優勢。由于φ20 mm鋼球對磨礦效率提升幅度有限,而鋼球消耗量必然增加,因此φ25 mm 鋼球更適合于該選廠球磨機工況。另外發現φ25 mm 鋼球磨損至φ15 mm 以下才發會生失圓現象,在這 2 個直徑之間,鋼球粒級分布相對均勻。最終從運行成本角度考慮,選廠推廣使用φ25 mm 小鋼球作為單一磨礦介質。
猜你喜歡
瘋狂英語·初中天地(2021年5期)2021-07-21 02:24:28
甘肅教育(2020年14期)2020-09-11 07:57:42
中學生數理化(高中版.高考數學)(2020年5期)2020-06-02 09:19:08
商周刊(2017年9期)2017-08-22 02:57:49
遼寧經濟(2017年6期)2017-07-12 09:27:16
中國衛生(2016年9期)2016-11-12 13:27:54
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國洗滌用品工業(2015年7期)2015-02-28 19:02:38
電子設計工程(2015年12期)2015-02-27 12:06:10
中國衛生(2014年11期)2014-11-12 13:11:32
