托板床身地坑組芯鑄造工藝設(shè)計(jì)*
2020-09-17 05:06:56趙耀鴻
機(jī)械研究與應(yīng)用 2020年4期
關(guān)鍵詞:工藝
趙耀鴻
(甘肅天水星火機(jī)床有限責(zé)任公司,甘肅 天水 741024)
0 引 言
M8480A托板機(jī)床床身的結(jié)構(gòu)較為復(fù)雜,對(duì)機(jī)床導(dǎo)軌表面硬度及直線度要求較高。M8480A床身較長(zhǎng),其外形精度要求是CT7-8級(jí)。材質(zhì)為HT300,導(dǎo)軌面硬度要求為(185±10)HBS.要求導(dǎo)軌部位無疏松、砂眼等缺陷。筆者結(jié)合實(shí)踐經(jīng)驗(yàn)根據(jù)圖紙計(jì)算出,機(jī)床床身盡重約9 t,針對(duì)該機(jī)床床身外形尺寸較長(zhǎng)且較重的特征,研究出一套合理的、經(jīng)濟(jì)的地坑組芯鑄造工藝方案,為滿足后期鑄件導(dǎo)軌表面硬度、直線度達(dá)標(biāo)奠定基礎(chǔ)。
1 鑄造工藝的確定
1.1 造型方法的確定
M8480A托板床身結(jié)構(gòu)如圖1。

圖1 M8480A托板床身
由于生產(chǎn)車間現(xiàn)有的工裝條件限制,故選用地坑組芯造型工藝[1]。
1.2 澆注位置的確定
M8480A床身較長(zhǎng),其外形精度要求是CT7-8級(jí)。材質(zhì)為HT300,導(dǎo)軌面硬度要求為(185±10)HBS.要求導(dǎo)軌部位無疏松、砂眼等缺陷。兩導(dǎo)軌(V型+平軌)較厚,其熱節(jié)依次是Φ110 mm、Φ90 mm。根據(jù)鑄造工藝的要求,鑄件重要加工面應(yīng)下置或側(cè)立,因此將床身導(dǎo)軌面放在澆注位置的下端,以防止導(dǎo)軌面產(chǎn)生疏松缺陷[2]。
1.3 加工余量的確定
床身導(dǎo)軌面上加工余量為15 mm;導(dǎo)軌邊側(cè)12 mm;導(dǎo)軌下滑處12 mm;底面15 mm。鑄件收縮率為10‰。
1.4 砂芯位置及數(shù)量的確定
根據(jù)該床身的結(jié)構(gòu),確定組裝該床身所需的砂芯,分別為底盤芯、兩邊側(cè)芯、兩頭堵頭芯、中間方芯及三角芯、蓋芯。除中間方芯及三角芯按結(jié)構(gòu)確定外其余砂芯厚度吃啥量保證200 mm。確定好各砂芯的位置及尺寸后,注明填砂方向,依次編號(hào),作為裝配時(shí)的下芯順序。床身造型工藝如圖2所示。
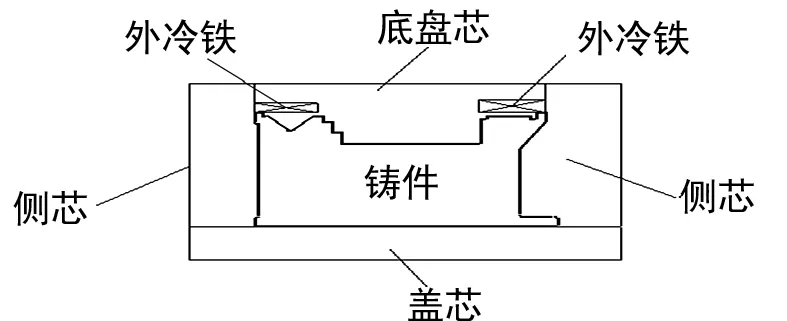
圖2 床身造型工藝
2 砂芯芯盒材料及制作
2.1 芯盒材料
芯盒采用聚苯乙烯(ESP)材質(zhì)。泡沫板材的密度為18.7 kg/m3,其強(qiáng)度為0.13 MPa。泡沫板材經(jīng)人工切割并粘合而成。
2.2 芯盒制作
模型生產(chǎn)車間根據(jù)鑄造工藝圖紙制作芯盒,包括底盤芯、兩端側(cè)芯、兩頭堵頭芯、中間方芯及三角芯、蓋芯。做完的芯盒運(yùn)至造型現(xiàn)場(chǎng),檢查合格后開始填砂制芯。
3 地坑組芯裝配過程
由于生產(chǎn)車間現(xiàn)有的工裝條件限制,故選用地坑造型。造型過程:①打地平,造型現(xiàn)場(chǎng)在打地平時(shí)做出撓度,根據(jù)以往此類床身件的經(jīng)驗(yàn),撓度選16 mm;②每隔500 mm放置尼倫通氣繩,作為排氣通道,通往地坑門栓上沿;③待砂芯硬化后涂刷耐火涂料,點(diǎn)火烘干;④依照鑄造工藝圖紙依次下芯裝配,砂芯裝配完成后用鋼軌壓緊蓋芯,座上澆口杯后等待澆注。
4 澆冒系統(tǒng)
由于該鑄件尺寸大且壁厚,因此選取合理的澆注系統(tǒng)尤為重要。
(1) 澆注系統(tǒng)設(shè)計(jì) 由于本床身長(zhǎng)度較長(zhǎng),故采用兩端澆注(即主澆口與副澆口),澆注時(shí)主澆口先澆注,待主澆口中的鐵液淹沒整個(gè)底部導(dǎo)軌后,副澆口開始輔助澆注。采用階梯式澆注系統(tǒng),直澆道及內(nèi)澆道均采用埋耐火瓷管的方式。①主澆口一端底部2道內(nèi)澆口鴨嘴瓷管正對(duì)導(dǎo)軌充型。上端兩道內(nèi)澆口采用兩通鴨嘴瓷管開設(shè)在鑄件底部地腳位置上;②副澆口對(duì)應(yīng)的底部?jī)傻纼?nèi)澆口鴨嘴瓷管開設(shè)在鑄件高度方向的一半處,上端兩道內(nèi)澆口采用兩通鴨嘴瓷管開設(shè)在鑄件底面上。為了充型平穩(wěn)且澆注過程阻渣,采用半開放半封閉式澆注系統(tǒng),主澆口各澆道截面比為F直:F橫:F內(nèi)=1.3:1 :1.2。其澆注系統(tǒng)具體搭配為:直澆道采用Φ80 mm瓷管;內(nèi)澆道采用Φ40 mm鴨嘴瓷管與Φ40 mm直管搭接使用,共4道內(nèi)澆口;橫澆道截面按澆道比例計(jì)算為24 cm2,截面見圖3。副澆口各組元截面與主澆口相同。主、副澆注系統(tǒng)模擬圖分別如圖4、5所示。
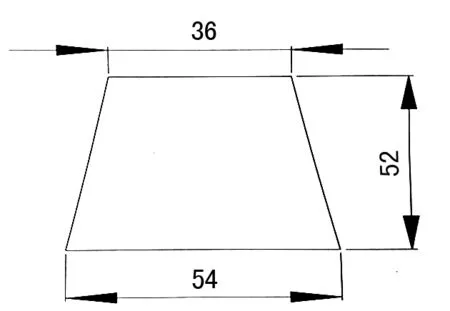
圖3 橫澆道截面

圖4 主澆口澆注系統(tǒng)模擬圖 圖5 副澆口澆注系統(tǒng)模擬圖
(2) 集渣包設(shè)計(jì) 為了在床身導(dǎo)軌面上減少夾渣缺陷,獲得符合要求的床身,工藝上從副澆口一端的底盤芯兩導(dǎo)軌下部開設(shè)了集渣包,以便澆注時(shí)導(dǎo)軌面上獲得干凈的鐵液。
(3) 冒口設(shè)計(jì) 冒口在蓋芯上做出,蓋芯沿長(zhǎng)度方向均分為8塊,每相鄰兩塊蓋芯上沿寬度方向均布兩個(gè)冒口,兩端頭蓋芯上各2個(gè),共18個(gè)Φ30 mm冒口。
(4) 排氣口 排氣孔在蓋芯上做出,其定位尺寸在蓋芯芯盒中做出標(biāo)記,位置各自正對(duì)其下三角芯或方芯排氣芯頭中間位置,直徑為Φ15 mm,共22處。
(5) 冷鐵設(shè)計(jì) 由于機(jī)床導(dǎo)軌對(duì)其表面硬度要求較高,同時(shí)導(dǎo)軌薄壁部位與其最大熱節(jié)部位厚度相差較大。因此除對(duì)鑄鐵鐵液成分進(jìn)行調(diào)整外,為使導(dǎo)軌獲得較高的表面硬度,新增了18塊40 mm×40 mm×50 mm的外冷鐵,分別置于兩導(dǎo)軌下部的底盤芯中,依次沿兩導(dǎo)軌長(zhǎng)度方向均勻分布。
5 鐵液熔煉與澆注工藝
通過計(jì)算得知該鑄件質(zhì)量大約為9 t且采用兩端澆注,故主澆口采用8 t澆包,副澆口采用3 t澆包。
5.1 鐵液熔煉[3]
(1) 熔煉設(shè)備
采用10 t冷風(fēng)沖天爐澆注,其熔化率為10 t/h,鐵液出爐溫度為(1 450±10 ℃),熔化時(shí)間約為 1.5 h。
(2) 爐料成分與配比
焦炭:河南神火焦,含硫量0.48 % ,塊度Φ110 mm×120 mm.灰分 11.03%,生鐵:金昌鐵業(yè);廢鋼:天水廢鋼廠;回爐料。爐料成分如表2所列。

表2 爐料成分ω /%
爐料配比為:生鐵30%,碳素廢鋼:45%,本廠回爐鐵:25%,孕育劑:75%Si-Fe粒(商品),錳鐵:65%Mn-Fe粒(商品)。
5.2 澆 注
本床身的澆注共用2只澆包(即1只8 t包,1只3 t包),1臺(tái)10 t冷風(fēng)沖天爐。熔煉完成后前爐出鐵先盛滿8 t包,后盛滿3 t包。兩臺(tái)天車同時(shí)吊運(yùn)澆注。澆注時(shí)主澆口先澆注,待主澆口中的鐵液淹沒整個(gè)底部導(dǎo)軌后,副澆口開始輔助澆注。澆注過程共耗時(shí)3 min,整個(gè)澆注過程平穩(wěn)順利,未出現(xiàn)嗆火現(xiàn)象。
6 鑄件品質(zhì)檢測(cè)
鑄件外形尺寸及加工余量均滿足圖紙要求,床身導(dǎo)軌部位未發(fā)現(xiàn)疏松、砂眼、夾雜等缺陷。同時(shí)鑄件外觀棱角清晰也未發(fā)生明顯的變形,符合使用要求。
鑄件成分檢測(cè)結(jié)果如表3所列;鑄件基體組織主要為珠光體.其基體的抗拉強(qiáng)度達(dá)335 MPa在床身導(dǎo)軌上取6個(gè)測(cè)試點(diǎn),得到其表面硬度為(195±10)HBS,機(jī)械加工性能好。
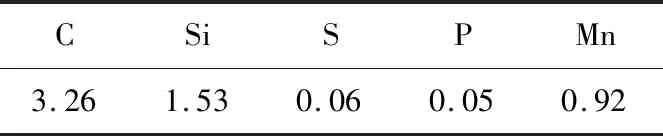
表3 鑄件成分實(shí)測(cè)結(jié)果ω /%
在床身的地腳面上出現(xiàn)了小面積集渣,兩側(cè)面出現(xiàn)了輕微的皺皮現(xiàn)場(chǎng)。小面集渣處用鑄鐵焊條焊補(bǔ)后修平,側(cè)面皺皮處用小砂輪磨平,不影響床身的使用性能。
7 結(jié) 語
采用半開放半封閉底注式澆注系統(tǒng)有利于鐵液平穩(wěn)充型,阻渣效果好。造型裝配過程中撓度放置合理,外冷鐵放置合理,成功控制了鑄件凝固的方向及凝固過程中產(chǎn)生的變形。地坑組芯過程中地平中的排氣繩與蓋芯上的砂芯排氣口的使用,有效的保證了砂芯的排氣,防止了鑄件在澆注過程中的嗆火與憋氣。經(jīng)過檢驗(yàn)此鑄造工藝符合該床身生產(chǎn)的實(shí)際,徹底解決了前期出現(xiàn)的床身導(dǎo)軌表面硬度及直線度不合格的問題,對(duì)以后該托板類床身的工藝設(shè)計(jì)有指導(dǎo)性意義。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52