基于Can-bus的9YCL-1.0青飼料聯合打捆機電液控制系統設計開發*
2020-09-17 05:06:54呂鳳玉袁虎成賀成柱
機械研究與應用 2020年4期
關鍵詞:設備
呂鳳玉,袁虎成,賀成柱
(甘肅省機械科學研究院有限責任公司,甘肅 蘭州 730030)
0 引 言
青飼料是飼喂奶牛、肉牛和羊等牲畜的理想飼料,目前我國青貯飼料生產主要以畜牧養殖場、養殖戶自貯自用為主,商業化的青貯飼料生產還處于起步階段。歐美等發達國家青貯裹包技術研發歷史悠久,積累了豐富的生產和制造經驗,產品技術成熟、品種齊全,功能完善。目前歐美等經濟發達國家青飼料從種植到收獲各生產環節都已實現全部機械化,知名制造商有德國克拉斯(CLAAS)、美國約翰迪爾(John Deere)、凱斯紐荷蘭(CNH)和愛科(AGCO)、日本久保田(Kubota)等公司。我國從二十世紀50年代開始牧草打捆機械的研究,到本世紀初引入拉伸膜裹包青貯技術,在機械結構、動力配置、液壓系統以及控系統方面技術不斷發展創新,不同類型的打捆機和裹包機逐漸投入市場。文獻[1]~[3]研制的小方捆打捆機,由純機械機構組成,結構相對比較簡單,與國外設備在控制及液壓技術方面有差距,且產品可靠性有待提高。為了提高設備的自動化和智能化,通過研究裹包青貯技術、工藝要求及設備配置[4-5],文獻[6]、[7]采用PLC與嵌入式單片機系統作為設備主控制器,由于農業工作環境惡劣復雜,這類控制器現場使用故障率較高。CAN總線具有傳輸速率高、性能好、布線簡單等優點,現廣泛應用于車載控制系統[8]。目前在青貯商品飼料制作環節國內主要采用分體打捆機[9]和裹膜機[10],打捆機將成型草捆防落至地面,裹膜機將草捆撿拾至裹膜平臺纏繞拉伸膜后放出。
為提高青貯裹包設備作業效率、減少動力消耗、降低作業成本、提高打捆密實度高和裹膜密封性,筆者提出了基于Can-bus的9YCL-1.0青飼料聯合打捆機電液控制系統開發方案。通過改進青貯圓草捆制作工藝流程,將打捆、裹膜分體設備集于一體,在文獻[11]控制系統和文獻[12]液壓系統設計基礎上經過改進設計,采用負載敏感液壓系統和Can-bus通信車載電控系統作為電液控制系統,在打捆機成型室后部設計送捆裝置并連接裹膜平臺,省去草捆纏膜前放落地面又被撿拾的動作。
1 9YCL-1.0青飼料聯合打捆機設計要求
9YCL-1.0青飼料聯合打捆機工作時,主要完成進料、給網、開啟旋轉室落捆、關閉旋轉室和對打捆鏈注油、裹膜、卸包等動作,要求全程自動控制操作,無需人工,提高青飼料聯合打捆機作業效率。具體工作流程要求如下。
物料由喂料設備不斷地均勻喂入布料倉內,經鏈板輸送、撥料輥勻料及皮帶輸送至打捆室內,打捆室內的壓輥按預定軌跡運動形成柱狀腔體,物料在腔體內受離心力的作用被逐漸壓緊,當壓緊程度達到要求規定的范圍時,由傳感器發出電信號,布料倉鏈板停止送料,布網機構將青貯網喂入打捆室的前部,依靠圓草捆的自轉將青貯網纏繞在柱面上,網層的設置通過計數螺紋軸來實現,捆網結束計數刀落下,由連動切網刀將青貯網切斷,旋轉室隨即打開,將包網的圓柱捆卸到地面后自動關閉,而后布料倉鏈板自動啟動,開始進行下一個青貯捆的制作。
制作好的青貯捆通過傳輸鏈板送入翻轉裝置,裹膜旋轉部件與翻轉裝置按照設定的圈數進行轉動,裹膜最后一圈時切膜刀升起,裹膜旋轉部件最后轉到停車位置后,切膜刀切斷拉伸膜,翻轉裝置翻轉到最低點放下青貯包后,立刻翻轉回到最高點準備進行下一個青貯捆的裹包動作。如此循環反復不間斷工作,完成切碎型青貯飼料的打捆裹膜工作。
2 電控系統組成及設計
為完成上述功能需求,9YCL-1.0青飼料聯合打捆機電控系統由三部分組成:前端傳感器、上位控制器和末端執行設備。通過在制作青貯圓草捆各個環節關鍵部位安裝檢測傳感器,上位控制器采集信號后,按照聯合打捆機控制流程,輸出下一環節執行設備驅動信號,實現物料打捆裹膜全程自動化,實時顯示青貯飼料打捆裹膜進展情況,便于操作人員操作維護設備。
2.1 前端傳感器
9YCL-1.0青飼料聯合打捆機外圍電機設備由前端傳感器和末端執行設備組成,分布如圖1所示,主要包括成捆位置檢測傳感器、草捆放出傳感器以及裹膜狀態檢測傳感器,液壓多路換向閥以及部件驅動直流電機。成捆位置檢測傳感器分布于布料倉、打捆室、布網機構,用于完成青飼料喂入、打捆、纏網、放草捆各作業流程位置檢測,多路閥動作部件控制輸送鏈板、打捆室后蓋動作、送捆動作、裹膜、切膜、放捆動作;電機動作部件控制布網機構與潤滑系統動作;警示器設備執行機構用于對圓草捆制作環節提示。

圖1 外圍電氣分布圖1.倉門全開傳感器 2.安全桿傳感器 3.計數傳感器 4.翻轉角度傳感器 5.送捆馬達 6.料滿傳感器 7.倉門全閉傳感器 8.網異常傳感器 9.蜂鳴器 10.網余量傳感器 11.布網電機 12.纏網傳感器 13.注油電機 14.纏網完成傳感器 15.物料感知傳感器
2.2 上位控制器
9YCL-1.0青飼料聯合打捆機控制器主操作界面如圖2所示。
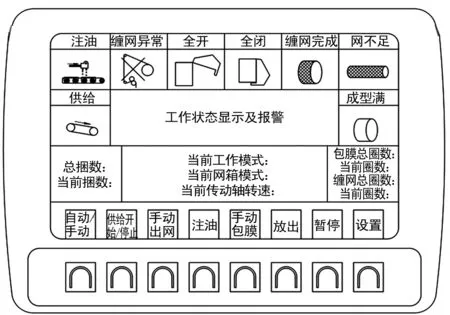
圖2 控制器操作界面
9YCL-1.0青飼料聯合打捆機控制系統I/O點數共有25路干接點DI信號,8路0-5V輸出AI信號,8路24VDC、驅動能力Imax≤3A的DO信號,10路PWMI、驅動能力Imax≤3A的AO信號。9YCL-1.0青飼料聯合打捆機整車長7 700 mm,為簡化車體布線與便于各模塊通信,因選用具有CAN-bus通信功能的XL200-070A顯控一體屏與XLPJ-40A24A型移動控制器。XLPJ-40A24A控制器12~36VDC供電、CoDeSys3.5編程環境、Cotex-M4 32bits 168MHz處理器、192KB RAM+256KB SRAM內存、1MB Flash+4MB NorFlash外存,XL200-070A型車載顯控一體屏12~36VDC供電、Cotex-M4 32bits 180 MHz處理器、32MB SDRAM內存、256 MB Flash+4KB FRAM外存。此套系統I/O點數多、功能易擴展、安裝空間小、電氣成本較低。用于手自動控制選擇、各電氣執行設備啟停控制以及運行狀態顯示與關鍵參數設置和顯示。
2.3 控制流程
9YCL-1.0青飼料聯合打捆機制作草捆流程依次為:捆包成型、纏網、放捆、裹膜和卸包,所有動作完成后草捆數加1,且在草捆放出后,當前成型草捆裹膜的同時,下一包草捆散草料在進料,保證在2 min內出一個青草包。各動作控制流程如下:
(1) 捆包成型 按下控制器自動按鈕,選擇供給開始,送料馬達正轉打開,潤滑油泵打開,10 s后,潤滑油泵關閉,料滿傳感器on,送料馬達正轉關閉。預留:堵轉傳感器on,料滿傳感器off,延時2 s,堵轉傳感器off,壓力傳感器達到壓力報警值14 MPa,送料馬達正轉關閉,故障轉動燈亮,蜂鳴器響,延時2s,故障轉動燈滅,蜂鳴器關閉,面板顯示“請清堵”,清堵按鈕按下,送料馬達反轉打開,草料輸送出來后,按下停止按鈕,送料馬達反轉關閉。
(2) 纏網 延時2s,布網電機打開,捆包轉動燈亮,纏網完成傳感器on,纏網傳感器on,布網電機關閉,纏網完成傳感器off,捆包轉動燈亮滅。預留:網余量傳感器on,面板顯示“請換網”。
(3) 放捆 延時2 s,倉門油缸開打開,倉門全開傳感器on,延時30 s(捆包放出傳感器on),倉門油缸開關閉,倉門油缸閉打開,倉門全閉傳感器on,倉門油缸閉關閉。
(4) 裹膜 草捆到位后,轉臺翻轉油缸下打開,轉臺傾翻傳感器角度=翻轉臺中間位置,轉臺翻轉油缸下關閉,(第一圈低速)裹膜低速運行,裹膜圈數傳感器on,內部變量圈數+1,包膜第1.5圈過后,切膜油缸開打開,抬刀時間t1后,切膜油缸開關閉,刀停留時間t2后,切膜油缸閉打開,刀落回時間t3。第二圈開始,裹膜高速運行,第17圈時,裹膜低速運行,第17.5圈時,切膜油缸開打開,第18圈時,切膜油缸開全閉,切膜油缸閉打開,延時10 s后(或刀座開關on)切膜油缸閉關閉。
(5) 卸包 拉伸膜纏繞完后,翻轉油缸下打開,轉臺傾翻傳感器角度=翻轉臺最低位置,轉臺翻轉油缸下關閉,內部變量捆包數+1,延時2 s后,翻轉油缸上打開,轉臺傾翻傳感器角度=翻轉臺最高位置,轉臺翻轉油缸上關閉。
3 液壓系統組成及設計
9YCL-1.0青飼料聯合打捆機液負載敏感液壓系統組成如圖3所示,主要由動力輸出變量泵、控制主閥、執行機構和輔助元件等組成,執行機構包括送料馬達、裹膜馬達、滾筒轉動馬達、切膜油缸、落捆油缸、艙門開閉油缸;輔助元件包括管路、油箱、接頭回油過濾器等。為提高設備可靠性和穩定性,9YCL-1.0青飼料聯合打捆機液壓系統全部選用丹佛斯液壓元件。
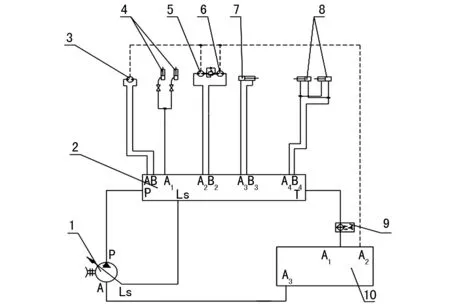
圖3 液壓系統示意圖及工作原理1.變量泵 2.主閥 3.送料馬達 4.艙門開閉油缸 5.裹膜馬達 6.滾筒轉動馬達 7.落捆油缸 8.切膜油缸 9.過濾器 10.油箱
4 試驗及結論
為驗證9YCL-1.0型青飼料聯合打捆機電液控制系統性能及可靠性,以青貯玉米秸稈為原材料,在甘肅省武威市黃羊鎮金科脈草業公司現場進行固定場地打包試驗。青飼料原材料為玉米秸稈、含水率約60%,動力設備為45 kW三相異步電機,加裝46號抗磨液壓油。歷時1個月,設備平均每天正常工作8 h,裹包數量平均每天在240個左右,在試驗過程中,平均每2 min完成一個青貯飼料草包生產,試驗表明該系統打捆密實度高,能最大程度減少飼料內部殘存的空氣,有效抑制青貯微生物霉菌的活動,有效降低青貯飼料中的呼吸強度和干物質損失,大大提高了青貯飼料的品質。此系統實現了整車運行狀態的在線監測,以及設備作業信息采集,后續通過加裝GPS組合慣導系統,可實現設備地理位置信息等的實時采集,遠程對設備進行操控,為將來設備接入農業物聯網奠定基礎。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00