基于Deform-3D的電鉆鉆體鍛壓成形過程數(shù)值模擬試驗*
2020-09-17 05:06:50蘇士昌
機械研究與應用 2020年4期
關鍵詞:工藝
鄒 偉,蘇士昌
(1.湖南財經(jīng)工業(yè)職業(yè)技術學院 汽車工程系,湖南 衡陽 421002;2.武漢商貿職業(yè)學院 信息與工程學院,湖北 武漢 430000)
0 引 言
鍛造是可以使金屬坯料產(chǎn)生塑性變形后獲得優(yōu)越的性能的鍛件成形加工方法。通過鍛造這種方法,可以優(yōu)化微觀組織結構,并同時改善形成的鑄態(tài)疏松缺陷,而且還可以讓金屬流線保存完整,這就使得鍛件的性能要比同種材料的鑄件性能好[1]。目前,手工電鉆在許多場合都可以使用到,具有較高的增長潛力。筆者研究的手工電鉆鉆體是一個重要的連接件,連接鉆頭和機身的部件。傳統(tǒng)鍛造工藝條件決定了鍛造具有一定的危險性,且傳統(tǒng)鍛造工藝參數(shù)的選取通常采用試錯法,實驗周期太長且效率低下。Deform-3D是對模具鍛壓成形過程的一種有限元仿真軟件。運用Deform軟件對手工電鉆鉆體預鍛件進行模擬分析和控制,能有效地降低手工電鉆鉆體模具生產(chǎn)周期,減少不斷改進電鉆鉆體模鍛壓工藝參數(shù)帶來的昂貴的試驗成本等,對于生產(chǎn)手工電鉆鉆體模具意義重大[2-4]。
筆者將采用Pro/E三維建模軟件建立了手工電鉆鉆體鍛壓成形有限元模型,生成STL格式文件后,導入到Deform軟件中進行鍛壓成形數(shù)值模擬,通過改變不同的溫度和下壓速度工藝參數(shù)來研究電鉆鉆體模鍛壓成形質量結果,得到較優(yōu)的工藝參數(shù),可為工程技術人員生產(chǎn)手工電鉆鉆體模提供指導,具有較大的參考價值。
1 模擬結果及分析
1.1 模擬前處理
圖1是手工電鉆預鍛件的結構尺寸和實體圖。
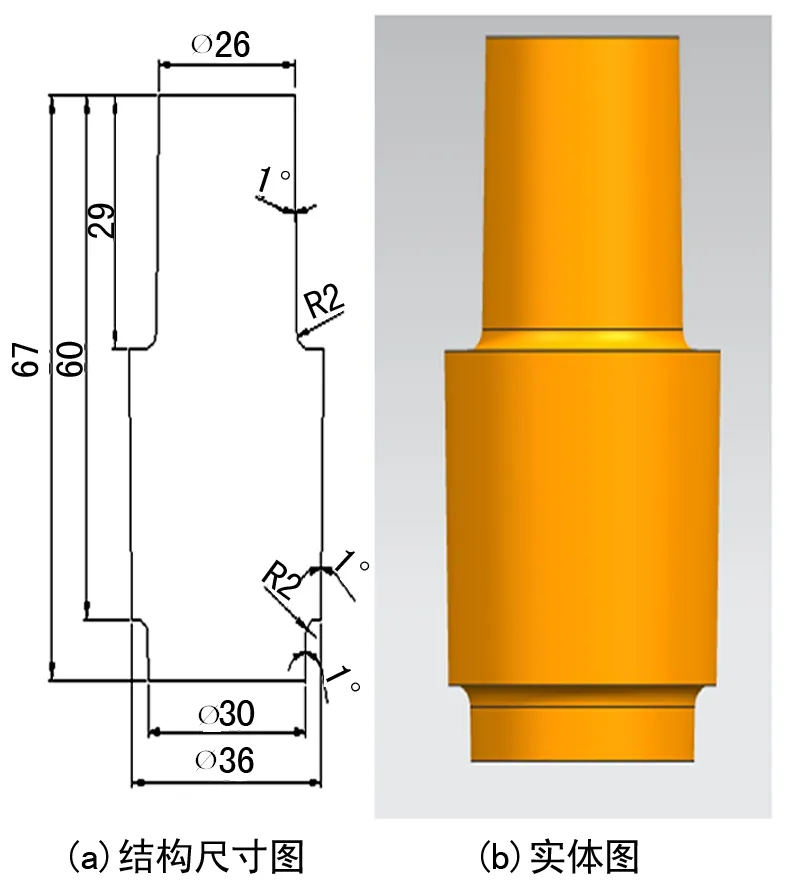
圖1 預鍛件
首先用三維建模軟件 Pro/E 繪出模具的三維圖和坯料的三維圖,然后將其轉換為STL文件格式以適應DEFORM的格式。材料選用5120,國內牌號為20Cr。圖2是坯料的結構尺寸和實體圖。

圖2 坯料
1.2 模擬結果分析
圖3為成形過程顯示坯料先進行鐓粗,而后逐漸與模具壁進行接觸,最后充填滿型腔,坯料流動均勻,且沒有折疊產(chǎn)生。

圖3 坯料成形過程
圖4為應力圖顯示坯料成形最后內部最大應力位于坯料中部和底部,且應力最大值800 MPa,表明此處坯料比較于其他部分受到了較大的應力。
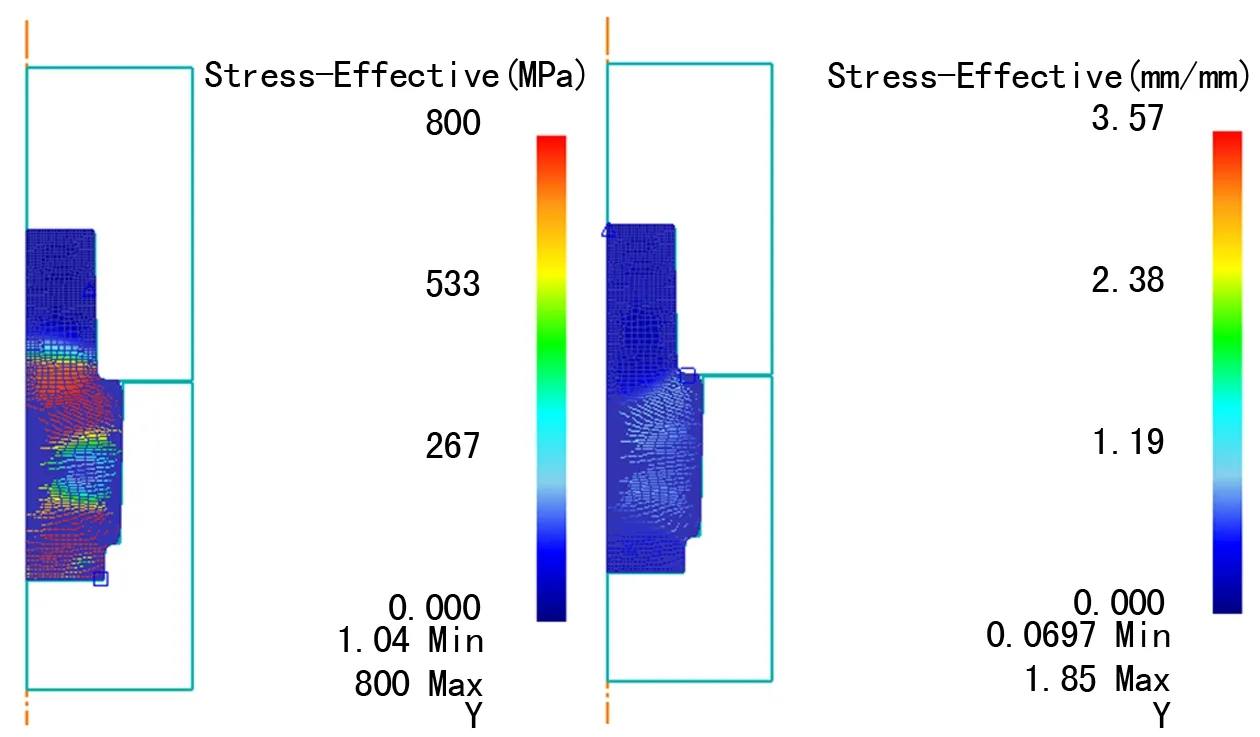
圖4 應力圖 圖5 應變圖
圖5為應變圖顯示了在坯料成形過程中坯料與下模具接觸過程中發(fā)生了較大的塑性的變形,其應變值較大,最高達3.57,表明此處塑性變形較為劇烈。
圖6為行程-載荷曲線圖顯示此鍛件在室溫下所需成形載荷為198 MPa,通過計算,其下模型腔應力高達2000 MPa,此模具會發(fā)生早期疲勞失效,故此鍛件在室溫下成形是不合適的。

圖6 行程-載荷曲線
2 不同工藝參數(shù)對鍛造結果的影響
2.1 溫度的影響
在研究分析溫度對鍛造成型工藝的影響時,其他參數(shù)的設定是一定的,且對結果不會造成太大影響,經(jīng)過試驗選定數(shù)值如表1所列。
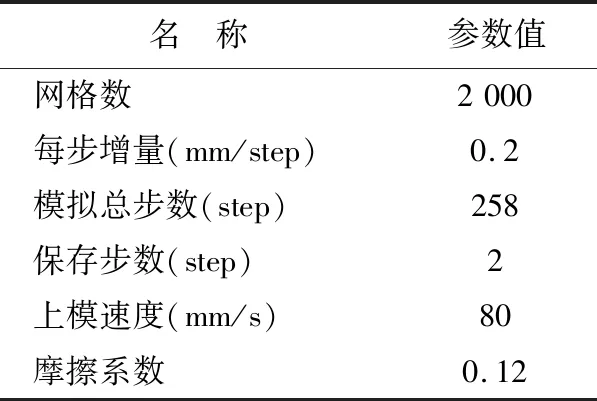
表1 鍛壓成形過程工藝參數(shù)的設定
通過對于在不同溫度下鍛件的成形載荷的對比,由圖7我們能明顯看到隨著毛坯加熱溫度的增加,鍛件的成形載荷逐漸減小,在25 ℃時成形載荷為198 t,通過計算,此時下模型腔平均應力1 945 MPa,此時應力非常大,模具有出現(xiàn)打裂的趨勢。

圖7 不同溫度下的行程-載荷
在850 ℃和1 200 ℃下成形載荷較小,可以進行此鍛件的成形。考慮到在850 ℃下鍛件相對于1200 ℃下氧化皮較少和氧化脫碳現(xiàn)象輕微,所以采用850 ℃作為鍛造成形溫度。
2.2 速度的影響
上模速度在鍛壓過程中是一個重要參數(shù),考慮它對鍛壓效果的影響,要將其他參數(shù)設定在適宜的值,以期獲得較好的比較效果。參數(shù)設定如表2所列。
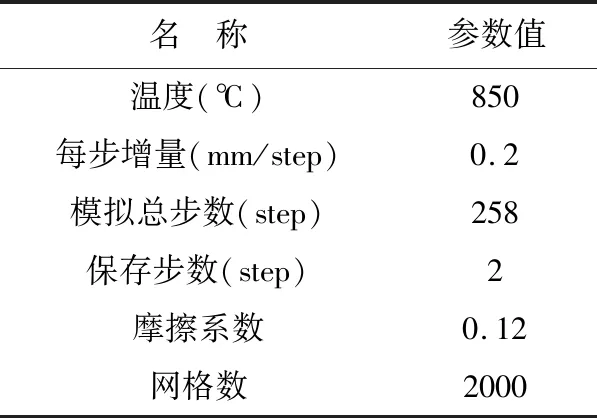
表2 鍛壓成形過程工藝參數(shù)的設定
由圖8可以看到,在10 mm/s時鍛件底面角隅部分充填不足,在80和160 mm/s時完整充填,實驗表明隨著上模下壓速度的不同,坯料的流動和充填狀況也不同。

圖8 充型效果
由圖9可見,當模具的下壓速度為10 mm/s時,成形載荷為81.9 t,在下壓速度為80和160 mm/s時成形載荷為73.7 t和71.8 t。可見,隨著成形速度的增加,成形載荷降低,且在1~80 mm/s時降低幅度較大,在80~160 mm/s時降低幅度較小。分析上述現(xiàn)象的原因主要是當下壓速度較小時,坯料與模具接觸時間較長,出現(xiàn)了較大的熱量損失,導致成形載荷較大,所以為了提高生產(chǎn)效率,采用160 mm/s的下壓速度進行此鍛件的成形。

圖9 不同速度下的行程-載荷曲線
3 結 論
采用Pro/E三維建模軟件建立了手工電鉆鉆體鍛壓成形有限元模型,生成STL格式文件后,導入Deform軟件中進行鍛壓成形過程數(shù)值模擬,數(shù)值模擬了鍛壓成形過程中影響產(chǎn)品質量的兩個重要工藝參數(shù):溫度和下壓速度。仿真結果表明:當溫度設定為850 ℃時,下壓速度為160 mm/s時,此時手工電鉆鉆體模鍛壓成形質量最好。該結果可為工程技術人員生產(chǎn)手工電鉆模具提供指導,具有較高的參考價值。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52