CFRP表面的激光處理及其結構與性能研究
2020-09-16 11:17:24周柄岑孔海娟倪雨萌晏其鳳
合成纖維工業 2020年4期
關鍵詞:碳纖維
周柄岑,吳 瑤,孔海娟,3*,倪雨萌,晏其鳳,馮 龍
(1.上海工程技術大學 材料工程學院,上海 201620; 2.上海市輕質復合材料重點實驗室,上海 201620; 3.上海工程技術大學 上海市激光先進制造技術協同創新中心,上海 201620)
碳纖維增強復合材料(CFRP)作為最先進的一類汽車輕質材料,具有比強度和比模量高、設計自由度大、抗疲勞性和阻尼性好等特點[1]。目前,國內外汽車設計研究表明CFRP的應用提高了燃油經濟性,改善了結構承載能力與抗沖擊性能,也大大減少零件數和裝配成本。
對于復合材料與復合材料、復合材料與金屬的連接一般采用膠接連接方式,一方面可以避免機械鉚接打孔對纖維的破壞和應力集中,同時膠層還可以阻止碳纖維和金屬之間的電化學腐蝕。但是由于CFRP表面富樹脂且比較光滑,與結構膠之間的界面結合性能較差。目前,一般采用化學處理、機械打磨、等離子體處理等方法對CFRP和金屬進行表面處理,以去除表面殘留雜質,提高活化能,增大表面粗糙度,但這些方法存在污染較大、效率低、表面處理后不均勻等缺點[2-7]。
激光由于熱效應小,加工速度快,在連接領域已經被應用在燒蝕材料制備表面織構以改善材料潤濕性和連接強度。F.FISCHER等[8]利用準分子紫外激光器對CFRP表面進行預處理,發現這種激光處理適合于在粘結劑的強度和粘結強度的范圍內實現內聚性破壞,這種經激光處理后的CFRP表面與粘結劑的粘結強度與經砂紙打磨的粘結強度相當或是超過經砂紙打磨的粘結強度。F.L.PALMIERI[9]等采用三倍頻摻鋁釔鋁石榴石(Nd:YAG)激光器對CFRP進行處理,發現使用355 ns脈沖Nd:YAG激光對CFRP燒蝕,燒蝕厚度為10~12 μm時,碳纖維損傷很小。T.YOKOZEKI[10]對CFRP進行激光處理,認為激光處理之后膠接性能提高主要是跟CFRP表面粗糙度增加、C—O等活性基團增加、表面脫模劑等雜質的去除有關。飛秒激光由于更短脈寬、更鮮明“冷加工”特性,在處理CFRP表面時可以有效去除環氧樹脂而最大程度地不損傷碳纖維,里斯本大學V. OLIVEIRA[11]利用550 fs的飛秒激光獲得了無損傷的碳纖維(直徑10 μm),且在碳纖維表面誘導生成了亞波長周期性微納結構(300 nm),對復合材料的表面影響較大。
作者采用光纖激光器對CFRP表面進行處理,通過研究激光的光斑直徑(Dg)和Z軸距離(LZ)的關系,研究了LZ對CFRP表面形貌、結構的影響,以及對CFRP與鋁合金單搭接膠接接頭的拉伸剪切強度(τ)的影響,為CFRP的應用提供參考。
1 實驗
1.1 材料及試樣
鋁合金:牌號為6063,市購; HY-J661高強結構膠:自制;丙酮:分析純,上海凌峰化學試劑有限公司產;碳纖維預浸料:規格為T700,12 K,日本東麗株式會社產。
1.2 設備與儀器
熱壓罐:有效工作尺寸為φ1 m×2 m,西安龍德科技有限公司制; DZF-6020烘箱:上海齊欣科學儀器有限公司制;SB-5200DT超聲清洗機:寧波新芝生物科技有限公司制;5000W光纖激光焊接機:深圳市弗鐳斯激光技術有限公司制;ACS-30電子臺秤:康市華鷹衡器有限公司制;Quanta 250環境掃描電子顯微鏡(SEM):美國FEI公司制:NT9100光學輪廓儀:美國維易科精密儀器有限公司公司制; LD23型萬能拉伸試驗機:深圳蘭博三思材料檢測有限公司制。
1.3 實驗方法
CFRP層壓板的制備:以東麗12 K碳纖維預浸料,通過熱壓罐法制備CFRP;再按照GB/T 7124—2008對CFRP進行水切割制備標準樣條,樣條大小為100 mm×25 mm×1.5 mm。
激光處理CFRP表面:采用長脈沖光纖激光器(功率5 000 W)處理CFRP樣條表面。操作條件為:激光波長1 064 nm,頻率60 Hz,脈寬1.0 ms,掃描速度200 mm/min,能量0.12 J,通過調節激光器與試樣之間的距離即LZ(15~35mm)調試Dg處理CFRP。
CFRP與鋁合金單搭接膠接試樣的制備:將激光處理后的CFRP樣條置于適量丙酮中超聲清洗15 min后,放入60 ℃鼓風烘箱中干燥2 h。將鋁合金板用砂紙打磨處理后,裁剪成100 mm×25 mm×1.5 mm尺寸大小放入干燥箱中烘2 h,膠接備用。利用模具將處理好的鋁合金板和CFRP按GB/T 7124—2008進行單搭接膠接,然后將膠接試樣置入60 ℃烘箱中,待膠黏劑交聯固化2 h后,將所得的試樣至于常溫固化6~8 d,即得到CFRP與鋁合金單搭接膠接試樣。
1.4 分析與測試
Dg:移動激光頭與工作臺的距離,LZ以5 mm為間隔,頻率設置為60 Hz。將激光光纖打標紙放置工作臺上,用游標卡尺測出測量打出的Dg大小,即為不同LZ下激光器的Dg。
表面粗糙度:采用NT9100光學輪廓儀對激光處理后的CFRP中表面粗糙度進行測試,材料表面任選5個點進行測試,粗糙度的最終值通過計算5個點的平均值而得到。
拉伸剪切強度(τ):采用萬能拉伸試驗機對膠接樣條進行強度測試。試樣尺寸為100 mm×25mm的樣條單搭接,膠接區域為12.5mm×25mm。試樣拉伸速率為2 mm/min。每組測試5個試樣,取平均值。對搭接的膠粘劑的τ按式(1)計算:
τ=F/(b×l)
(1)
式中:F為試樣剪切破壞的最大負荷;b為試樣搭接面寬度;l為試樣搭接面長度。
表觀形貌:對處理后的CFRP纖維表面通過噴金處理之后,采用SEM觀察其形貌并拍照。
CFRP表面燒蝕率:在單位時間內,將激光作用在CFRP材料表面,測定CFRP材料的質量損失。CFRP表面燒蝕率按激光輻照前后的質量差與激光輻照時間之比進行計算。
2 結果與討論
2.1 Dg與LZ的關系
從圖1可以看出,當LZ為35 mm時,得到的激光束光斑不圓,這是由于聚焦效果較分散,能量不均勻造成的,得不到比較規整的圓形;隨著LZ的降低,其光斑逐漸趨于圓形,在LZ為10 mm時,激光的Dg達到最小為1.25 mm,這表明激光器的焦點在LZ為10 mm處聚焦效果最好,能量最高。LZ大于10 mm后,可以通過增加LZ,進而改變激光Dg的大小,分散激光聚焦能量,使CFRP中心場效應減小。
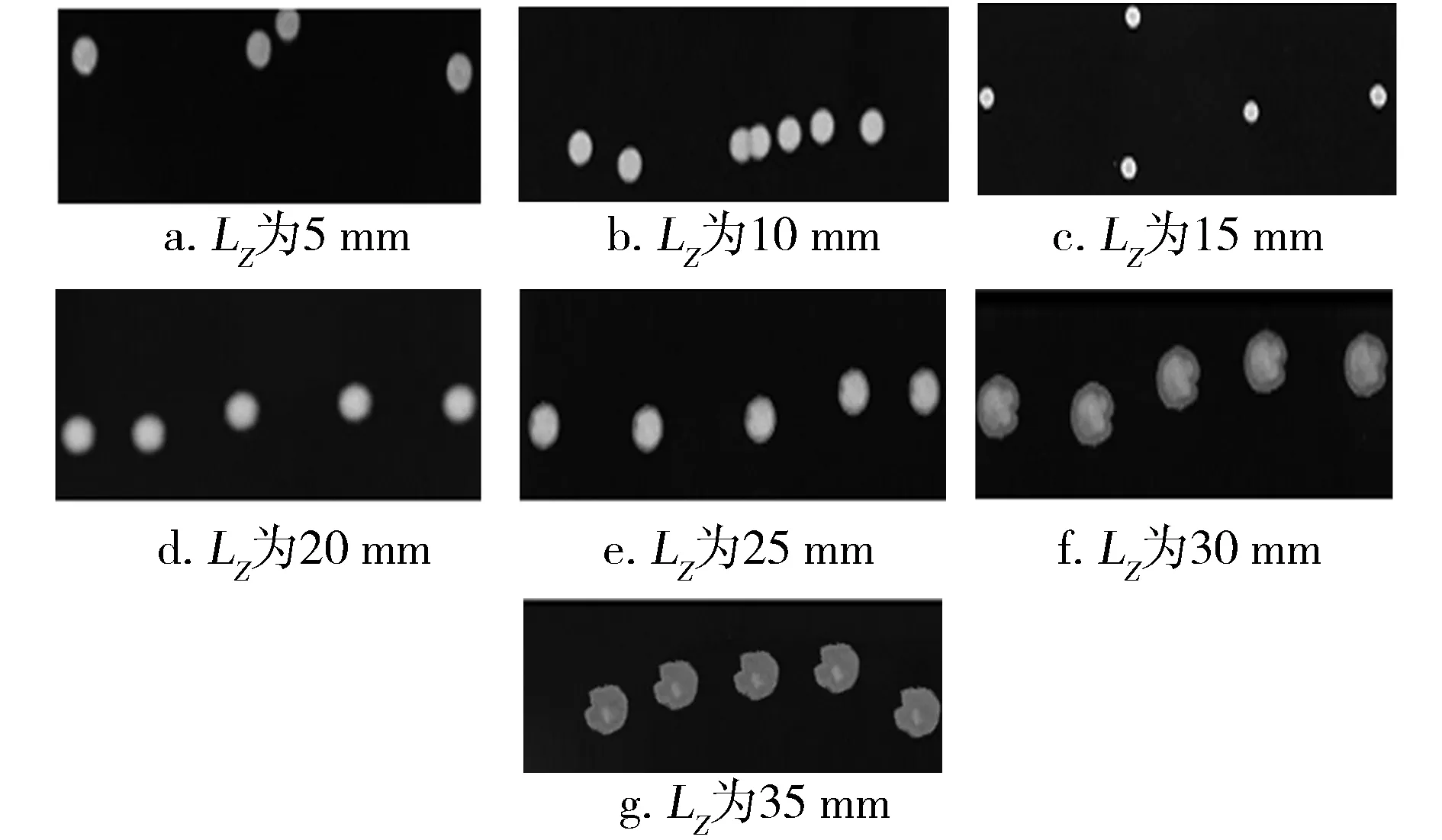
圖1 不同LZ下的激光作用CFRP表面的光斑
從圖1還可以看出,當LZ值增大到一定值(LZ為30 mm)時,激光束在工作臺的聚焦效果差,光斑聚焦形成的圖形不是圓形,是無規則圖像,Dg無法測量,所以激光處理CFRP表面時LZ不能太大。LZ為5~25 mm時激光作用CFRP表面的Dg如表1所示。由表1可看出,隨著LZ的增加,Dg增大,這是由于當提高 Z 軸的距離,分散激光聚焦功率,使 CFRP表面中心場效應減小,因而Dg增大。
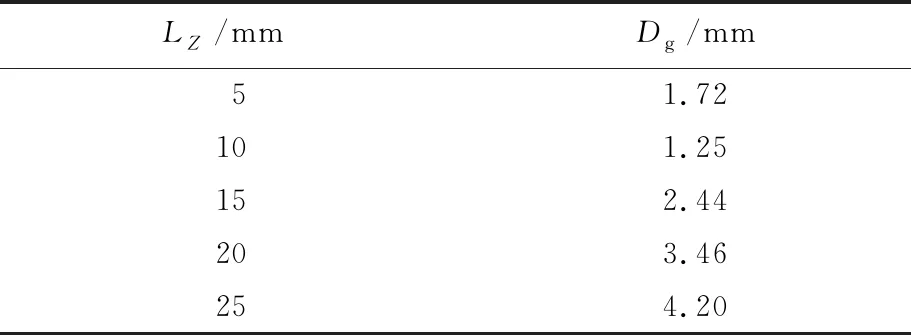
表1 Dg與LZ的關系
2.2 LZ對激光處理CFRP表面形貌的影響
從圖2可以看出:對于表面未處理的CFRP,其表面相對比較平滑,沒有碳纖維顯現出來(見圖2g);當LZ為20 mm時,CFRP表面富有的環氧樹脂基本去除,碳纖維幾乎沒有被破壞,排列仍然規整,方向基本保持不變;而從其放大圖(見圖2b)中可以看出,此條件處理下的碳纖維表面基本上不含有環氧樹脂,相對比較干凈,環氧樹脂去除的效果較好;在LZ為25 mm時,碳纖維表面含有部分環氧樹脂,未完全除去,但是不會有環氧樹脂累積和碳纖維的斷裂;在LZ為30 mm時, CFRP表面環氧樹脂基本得到去除,但通過其放大圖(見圖2f)可知碳纖維上仍包覆有環氧樹脂。
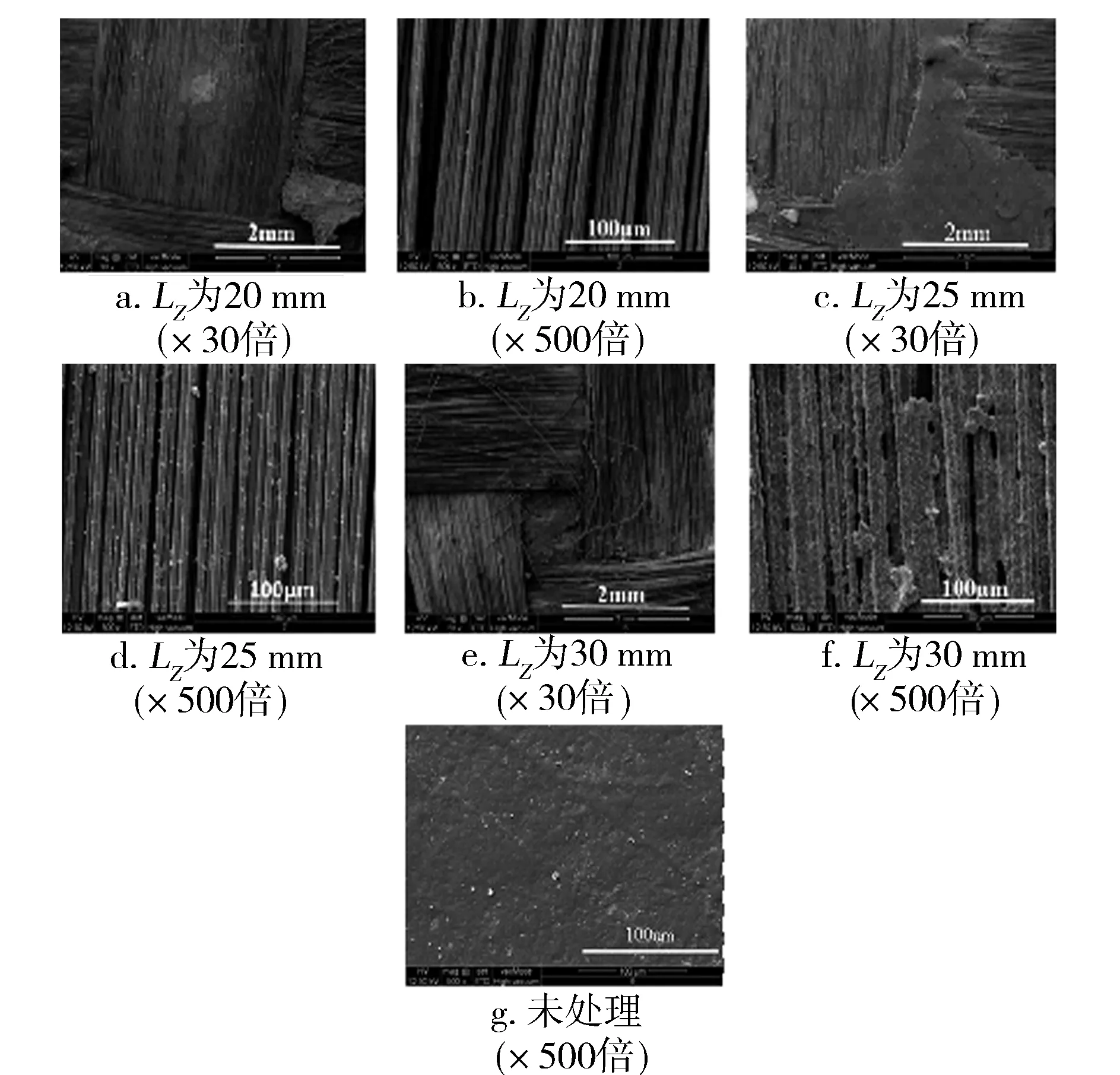
圖2 不同LZ下激光處理CFRP表面的SEM照片
這是因為隨著LZ的增加,激光照射在CFRP表面的Dg增大,而實際激光作用在CFRP的功率降低,能量較小,故對環氧樹脂去除量減少。所以,通過改變LZ,可實現激光作用在CFRP表面光束能量大小,在LZ為20 mm,CFRP表面環氧樹脂基本去除,且CFRP基體中碳纖維沒有發生部分氧化和裂解,保持原有狀態。
2.3 LZ對激光處理CFRP表面燒蝕率的影響
由圖3可知:在LZ為15~20 mm時,CFRP 表面燒蝕率增大,當LZ為20 mm時CFRP 表面燒蝕率達到最大,為7.6 g/s;在LZ為20~35 mm時,隨著LZ的增大,CFRP表面燒蝕率下降。這是因為在LZ為15 mm時,激光聚焦在CFRP上的Dg小,作用能量集中,CFRP表面環氧樹脂發生氣化,基體內部的環氧樹脂發生氣化,產生的氣體使碳纖維發生熱膨脹和部分氧化,同時氣體能量過高,產生的氣體壓力較大時會通過碳纖維間的縫隙溢出或者對碳纖維造成損傷;LZ為20 mm時Dg稍大,CFRP吸收能量相對較小,碳纖維內部環氧樹脂熔融、裂解,但裂解的氣體壓力不大,不對基體中的碳纖維產生作用,基體碳纖維基本沒發生變化,燒蝕率增加;隨著LZ繼續增加,激光作用CFRP表面的Dg越來越大,能量愈加發散,CFRP吸收的能量減少,表面環氧樹脂熔融量及裂解量變少,導致CFRP表面燒蝕率下降。
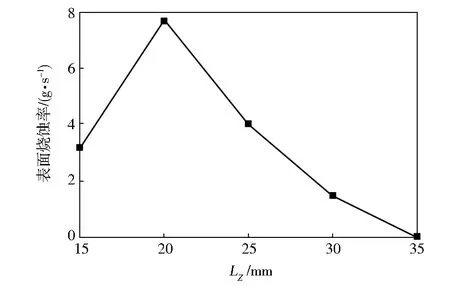
圖3 CFRP表面燒蝕率與LZ的關系曲線
2.4 LZ對激光處理CFRP表面粗糙度的影響
從圖4可知,在LZ為25 mm時,CFRP表面粗糙度最小;LZ為30 mm時,表面粗糙度最大。這是由于在LZ為20 mm時,CFRP表面的環氧樹脂全部熔融,表面呈現為排列規整的碳纖維(見圖2b),表面粗糙度較低;LZ為25 mm時,激光束作用在CFRP表面的Dg增大,表面環氧樹脂熔融和裂解量較小,碳纖維上包覆少量環氧樹脂,填充了碳纖維之間的間隙,CFRP表面粗糙度降低;隨著Dg的不斷增加,CFRP表面包覆環氧樹脂量增加,表面粗糙度增加;當LZ為35 mm時,作用在CFRP表面的光斑已不是圓形,激光能量損失多,CFRP表面吸收能量少,CFRP表面環氧樹脂只有部分熔融,表面粗糙度降低。以上結果表明,LZ越大時,Dg減小,聚焦在激光表面上的能量發生變化,對CFRP表面形貌的影響較大。
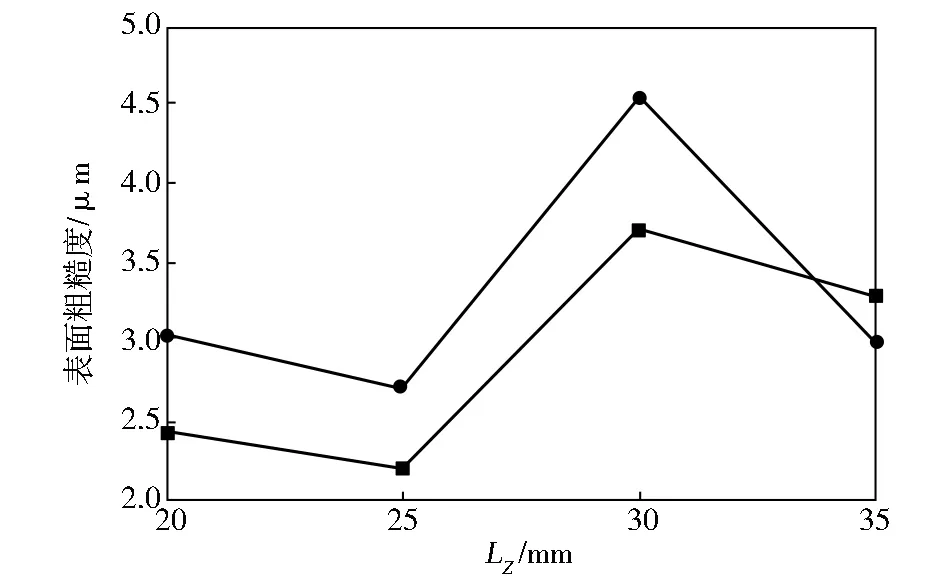
圖4 CFRP表面粗糙度與LZ的關系曲線
2.5 CFRP與鋁合金單搭接接頭的τ
從表2可知,LZ為20 mm時,CFRP與鋁合金單搭接接頭的τ最高;在LZ為25~35 mm時,隨LZ增大,CFRP與鋁合金單搭接接頭的τ變小。
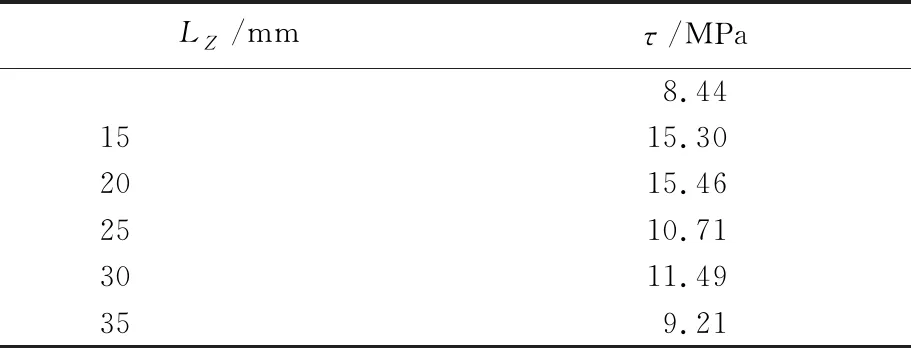
表2 LZ對CFRP與鋁合金單搭接接頭的τ的影響
這是由于在LZ為15,20 mm時,Dg較小,CFRP表面環氧樹脂基本去除,膠黏劑與纖維與上漿劑之間相互作用,使CFRP與鋁合金單搭接接頭的τ提高;隨著LZ進一步增加,CFRP表面環氧樹脂去除量較少,膠黏劑主要與融化環氧樹脂和未融化環氧樹脂,以及部分碳纖維相互作用,各個部分作用力不相同,導致CFRP與鋁合金單搭接接頭的τ較低。而在LZ為30 mm時,CFRP與鋁合金單搭接接頭的τ突然增大的原因是,LZ為30 mm時的表面粗糙度最大,從而導致在一定程度上會使得τ增加。
3 結論
a. 激光的LZ影響激光的Dg和功率,從而使LZ對激光處理后的CFRP表面形貌、燒蝕率、表面粗糙度以及對鋁合金膠接時單搭接接頭的τ影響不同。
b. 在不破壞CFRP中的碳纖維的前提下,CFRP表面燒蝕率越高,CFRP與鋁合金膠接強度越高。
c.LZ為20 mm時,激光處理后的CFRP表面燒蝕率最大為7.6 g/s,CFRP與鋁合金單搭接接頭的τ最大為15.46 MPa。
猜你喜歡
紡織科學研究(2021年6期)2021-12-02 20:32:56
建材發展導向(2021年14期)2021-08-23 00:56:58
上海建材(2019年4期)2019-05-21 03:13:02
纖維復合材料(2018年1期)2018-12-07 00:40:26
纖維復合材料(2018年4期)2018-04-28 08:45:28
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年4期)2018-02-18 19:02:51
纖維復合材料(2018年4期)2018-02-18 19:02:51
中國塑料(2016年6期)2016-06-27 06:34:16
機械工程師(2015年10期)2015-02-02 01:14:08
