滌綸短纖維生產中桶底絲量偏高的原因及控制措施
2020-09-16 12:02:02郎坤
合成纖維工業 2020年4期
郎 坤
(中國石化股份有限公司天津分公司化工部,天津 300271)
中國石化股份有限公司天津分公司化工部滌綸短纖維裝置是200 kt/a聚酯工程的主要裝置之一,采用直接紡絲工藝,從熔體輸送系統、紡絲、后加工到打包,全部工藝技術和設備均由德國NEUMAG公司引進。短纖維裝置配置2條生產線,以化工部聚酯車間的熔體為原料,通過紡絲及后加工的處理,生產的最終產品為棉型滌綸短纖維,用于下游棉紡廠,與棉花混紡生產滌棉織物。短纖維裝置初建規模為100 kt/a,通過裝置擴容,2010年裝置生產能力達到120 kt/a。目前,短纖維裝置主要生產1.56 dtex×38 mm和1.33 dtex×38 mm高強棉型滌綸短纖維,產品銷往天津、河北、山東、遼寧、湖北等地區。
在滌綸短纖維生產過程中會產生廢料即廢絲,包括放流塊、無油絲、有油絲、桶底絲、拉伸廢絲[1-3]。2018年短纖維裝置產生的桶底絲量占廢絲總量的比例達12.11%,桶底絲量相對偏高,影響了裝置經濟效益。隨著市場競爭的日趨激烈,企業的生存空間日趨狹窄,不斷提高產品質量,降低熔體單耗,降低廢絲量,進而降低成本,是滌綸短纖維裝置挖潛增效的有效手段[2]。作者針對滌綸短纖維裝置生產現狀,分析裝置桶底絲量偏高的原因,并從后加工工藝及操作等方面提出了減少纖維生產過程中桶底絲量的措施。
1 滌綸短纖維生產中廢絲狀況
滌綸短纖維生產包括紡絲和后加工兩部分,紡絲部分包括聚對苯二甲酸乙二醇酯熔體輸送系統、熔體分配管線系統、紡絲卷繞系統、牽引裝置、喂入裝置、絲桶橫動裝置等,生產中間產品即滌綸原絲;后加工部分是指滌綸原絲經集束、拉伸、緊張熱定型、再上油、卷曲、松弛熱定型、切斷等,得到最終產品即滌綸短纖維成品絲[4]。
物耗是生產控制的一項重要指標。在同樣的熔體消耗量下,產生的廢絲越少,物耗越低,因此控制廢絲量一直是滌綸短纖維裝置生產控制的重點。在滌綸短纖維生產中,桶底絲產生于裝置后加工了桶階段,是指后加工過程中一批次原絲加工結束時,盛絲桶內所剩的原絲,一般當作廢絲處理。2018年裝置共產生廢絲(包括放流塊、無油絲、有油絲、桶底絲、拉伸廢絲)1 784.701 t(見表1),其中桶底絲216.064 t,占廢絲總量的比例達12.11%,桶底絲占比相對偏高。
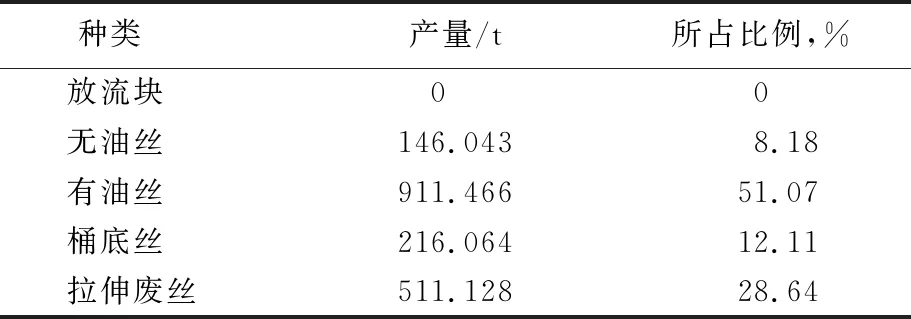
表1 2018年滌綸短纖維裝置廢絲構成
2 生產中桶底絲量偏高的原因
2.1 原絲含油水率差異大
原絲含油水率差異大是造成原絲后加工過程中桶底絲量偏高的主要原因之一。前紡原絲在生產過程中經過3次上油即2次唇式給油棒上油及1次給油輪上油。唇式給油棒是使油劑通過上下兩唇間的縫隙均勻滲出,接觸通過的絲束,已達到上油效果,通過調節液位計進行流出量控制。給油輪是金屬陶瓷相結合的氧化鋁輥,其下部浸在油劑槽中,油劑附著在陶瓷輥上,纖維通過與陶瓷輥的摩擦上油,通過陶瓷輥轉速控制上油量。原絲含油水率的差異大將導致原絲后加工過程中因摩擦力的不同而產生其加工速度差異,從而產生桶底絲,尤其含油水率低的原絲在后加工生產過程中繞輥次數會增多,造成桶底絲增多。
在實際生產中,原絲桶的擺放、原絲含油水率和集束張力架張力調整屬于容易產生波動的因素,絲長調整及梳式分絲器等導絲裝置位置的校正屬于相對穩定的因素。因此,實際生產中對變動因素的影響權重進行試驗,找出影響桶底絲量的關鍵因素。
試驗方法:一項影響因素不控制,其余各項進行正常調整,每項因素觀察10批絲,在同一條生產線上進行試驗,見表2。

表2 變動因素的影響權重試驗
由表2可知,原絲含油水率對于桶底絲的影響權重最大。實際生產中,如果各桶原絲含油水率差異大,將導致絲條摩擦系數差異大,調節集束張力也無法彌補。
2.2 了桶時間不一致
原絲的絲長取決于設定的橫動落桶絲長。理想狀態下,落桶絲長是一致的,但紡絲上油的均勻性、卷繞絲道、喂入輪的間隙等對絲束的打滑系數均有一定的影響[5],并且由于每桶絲絲長長達9×104m以上,細微的影響疊加起來,會導致各桶絲的實際絲長產生差異,從而造成各桶絲的了桶時間不一致,一部分先了桶,后了桶的就形成了桶底絲。
2.3 各桶絲張力差異大
原絲的絲長差異盡可能縮小后,在進行后加工時,如果每桶絲所受的張力差異大,也將導致桶底絲多。絲條張力小,絲束運行速度相對較快,先完成了桶;絲條張力大,則絲束運行速度相對較慢,后完成了桶。各桶絲張力的不一致導致了桶時間不一致,各桶絲張力差異越大,了桶時間差越大,桶底絲量越高。
3 改進措施及效果
3.1 穩定原絲含油水率
3.1.1 穩定給油棒油劑流量
原絲的含油水率對絲束的摩擦系數影響很大,即對絲束張力影響大。原絲含油水率大,絲束摩擦系數小,張力小[6],含油水率大的原絲桶將先了桶。因此,給絲條上油時要求上油工藝穩定且操作方法一致,保持給油棒油劑流量穩定。
在技術改造中,將給油棒兩端封死,只留給油棒中間與絲束接觸的部分出油,調整油劑流量。從表3可知,在滿足生產需求的前提下,將四樓給油棒油劑流量由17~25 L/h調整為15~20 L/h,將三樓給油棒油劑流量由17~20 L/h調整為5~10 L/h,經過以上調整之后,原絲含油水率可以穩定在20%,生產過程中產生的桶底絲由0.63 t/d降低至0.50 t/d。
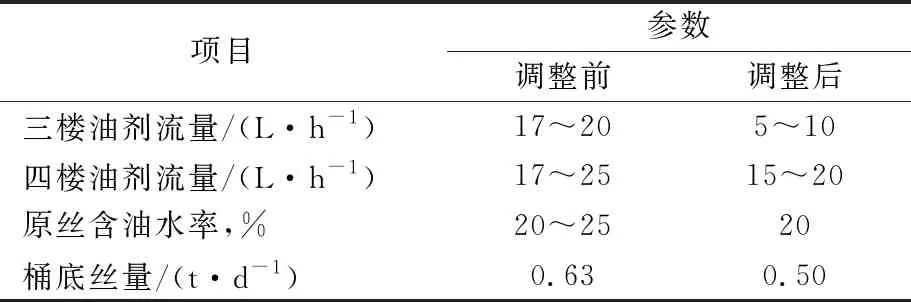
表3 給油棒油劑流量對桶底絲量的影響
3.1.2 改進油劑系統切換清洗操作方法
對《油劑系統切換操作規程》進行修訂,避免切換油劑管線時影響上油質量。前紡油劑管線經過改造加裝了備用管線,但是在管線相互切換過程中,若操作不當經常會出現脫油及出油不勻。針對此現象制定了一套有效的操作方法:優化切換順序,由于大號位距離牽引輥較近,管線切換時從大號位切換更改為從小號位切換,減少切換過程中對絲束上油的擾動。從大號位切換時,原絲含油水率為23%左右,桶底絲量為0.63 t/d;改進為從小號位切換后,原絲含油水率為20%左右,桶底絲量為0.50 t/d。
3.2 調整落桶絲長
在A線、B線原絲混紡時,A線、B線原絲各12桶,共24桶。生產中發現,設定A線和B線原絲絲長相同時,A線、B線原絲了桶時間不一致,A線原絲了桶時間略長,在B線12桶原絲了桶完成后, A線12桶原絲還有剩余,從而產生桶底絲。因此,對落桶絲長進行調整,由原來的A線、B線絲長均為88 060 m改為A線絲長90 620 m,B線絲長88 060 m,A線、B線原絲了桶時間一致。同時,密切跟蹤了桶時的桶底絲量,根據實際情況隨時對A線、B線原絲絲長進行微調。
要達到了桶時間一致,還要保持卷繞工藝的穩定,嚴格按照工藝規定進行控制,同時操作工的操作手法也要一致。
3.3 利用張力架調整集束張力
利用集束張力架張力輥調整絲束張力,控制各桶絲束的運行速度,盡可能使各桶絲束的了桶時間一致,進而控制桶底絲量。
張力大小是通過集束張力架調整絲束的包角來實現,如圖1所示。在各桶絲上方的張力架,可以對各桶絲的張力進行較大幅度的調整。張力架中間輥可以上下滑動,對張力進行調整。
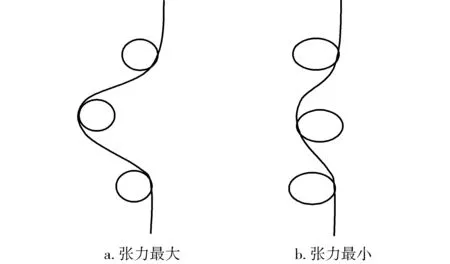
圖1 集束張力架張力輥及絲束包角示意
經過實踐,摸索出一套利用張力架調節集束張力的行之有效的方法:在每批絲升頭時,將張力架放開,張力調到最小狀態,不使張力架磨絲;在了桶前3 h,由于原絲含油水較多,調整張力不會對絲條產生磨損,因此,要求操作工升頭時根據原絲落桶絲長記錄,在了桶前3 h對相應的盛絲桶絲束的張力架輸出張力進行調整,從而控制桶底絲量。
3.4 規范各項操作規程
對操作工進行油劑管線切換操作法、調節集束張力操作法等有針對性的培訓,保證各班操作工操作手法一致。
了桶生頭作業是減少桶底絲產生的重要環節之一。由于前紡修板會使原絲產生打結絲和漿塊,為了降低桶底絲量,要求操作工及時發現毛絲、尾絲、亂絲,并及時剔除,同時剪去原絲中夾速帶的打結絲和小漿塊。
3.5 改進效果
通過采取上述措施,2019年滌綸短絲生產中桶底絲量得到了有效控制。2018年產生桶底絲共計216.06 t,約0.60 t/d;實施改進措施后, 2019年產生桶底絲共計117.69 t,約0.32 t/d,全年桶底絲量,較2018年減少了98.37 t。按照成品絲與廢絲的差價為0.5萬元/t計算,全年可增加經濟效益為49.18萬元。
4 結論
a. 在滌綸短纖維生產中,桶底絲產生于裝置后加工了桶階段,作為廢絲處理。原絲含油水率、了桶時間和各桶絲的張力差異是生產中桶底絲量偏高的主要影響因素。
b. 通過穩定給油棒的油劑流量、改進操作方法、調整落桶絲長、調整集束張力、規范操作規程等措施,裝置桶底絲量得到有效控制。2018年裝置桶底絲量約為0.60 t/d,2019年實施改進措施后,裝置桶底絲量降低至0.32 t/d,全年可增加經濟效益為49.18萬元。
