碳纖維汽車零部件快速模壓成型工藝及其結構與性能研究
2020-09-16 11:17:20劉賓賓
合成纖維工業 2020年4期
劉 賓 賓
(中航復合材料有限責任公司,北京 101300)
當前,由于環保和節能的需要,汽車輕量化已經成為世界汽車產業的發展方向之一[1]。在保證汽車的強度和安全性能的前提下,盡可能地降低汽車的整車質量,不僅可以提高汽車的動力性,減少燃料消耗,降低排氣污染[2-4],而且還有助于改善汽車的加速性和控制穩定性,并對汽車噪音、震動、碰撞時慣性和制動距離的減小都有著積極的作用[5]。
材料輕量化是汽車輕量化最重要的手段,目前研究較多的輕量化材料包括鋁鎂合金、碳纖維復合材料等,其中碳纖維復合材料是研發的熱點。碳纖維復合材料質量比鋼鐵材料輕50%,比鋁材輕30%,且有特別好的吸收碰撞能量的特殊性能,不因疲勞而老化撕裂,并且不會被腐蝕[6]。例如,用碳纖維復合材料制造的發動機部件和傳動軸,因具有高阻尼特性,可降低震動、降低噪音,提高乘坐舒適性能;用碳纖維復合材料制造的汽車保險杠,因具有良好的抗沖擊吸能性能,可大大提高汽車的安全性[5]。
但是,碳纖維復合材料大批量應用到汽車車身零部件中也存在一定瓶頸,最主要的是成型周期長,普遍碳纖維復合材料零部件的成型周期長達數小時,完全無法適應汽車行業高效生產的節奏。為了適應汽車行業的市場需求,提高碳纖維汽車車身零部件的生產效率,即縮短其成型周期,首先要選擇快速固化的原材料,其次,在多種復合材料成型工藝方法(真空輔助樹脂注射成型(VARI)、手糊、模壓、樹脂傳遞模塑成型(RTM)、熱壓罐等)中,從操作、成本等方面考慮選擇模壓成型工藝方法。為此,作者選擇了汽車車身上的一個典型零部件(地板上的加強梁)作為實驗對象,對其快速模壓成型工藝方法及其結構性能進行了研究,取得了較滿意的結果。
1 實驗
1.1 原料與試劑
碳纖維快速固化環氧樹脂體系預浸料:ACTECH1201/SYT45,纖維面密度為(150±5)g/m2,樹脂質量分數為(40±3)%,中航航空高科技股份有限公司產;單面帶膠四氟布:TOOLTEC-A005-48″-18YDS,天津埃爾泰克復合材料有限公司產;Tedlar薄膜:TMR10SM3,無錫康佰賽復合材料科技有限公司產;脫模劑:Chemlease MPP 2180,哈爾濱澳士德商貿有限公司產;脫模布、有孔隔離膜、導氣氈、真空袋等輔助材料:保定市瑞彼得復合材料銷售有限公司產;真空嘴:自制。
1.2 設備與儀器
U4.165F/K型真空泵:德國Becker公司制;FDY-800型液壓成型機:系統壓力20 MPa,活塞行程1 700 mm,中國上海頤中橡膠機械有限公司制;DSC 214 Polyma差示掃描量熱儀:德國耐馳公司制;0-150電子數顯卡尺:桂林精密量具量儀有限責任公司制。
1.3 實驗方法
為了驗證碳纖維汽車車身零部件快速模壓成型的生產線流水作業,所選多個典型車身零部件加強梁(簡稱加強梁零部件)作為實驗對象,其模壓成型工藝流程見圖1。
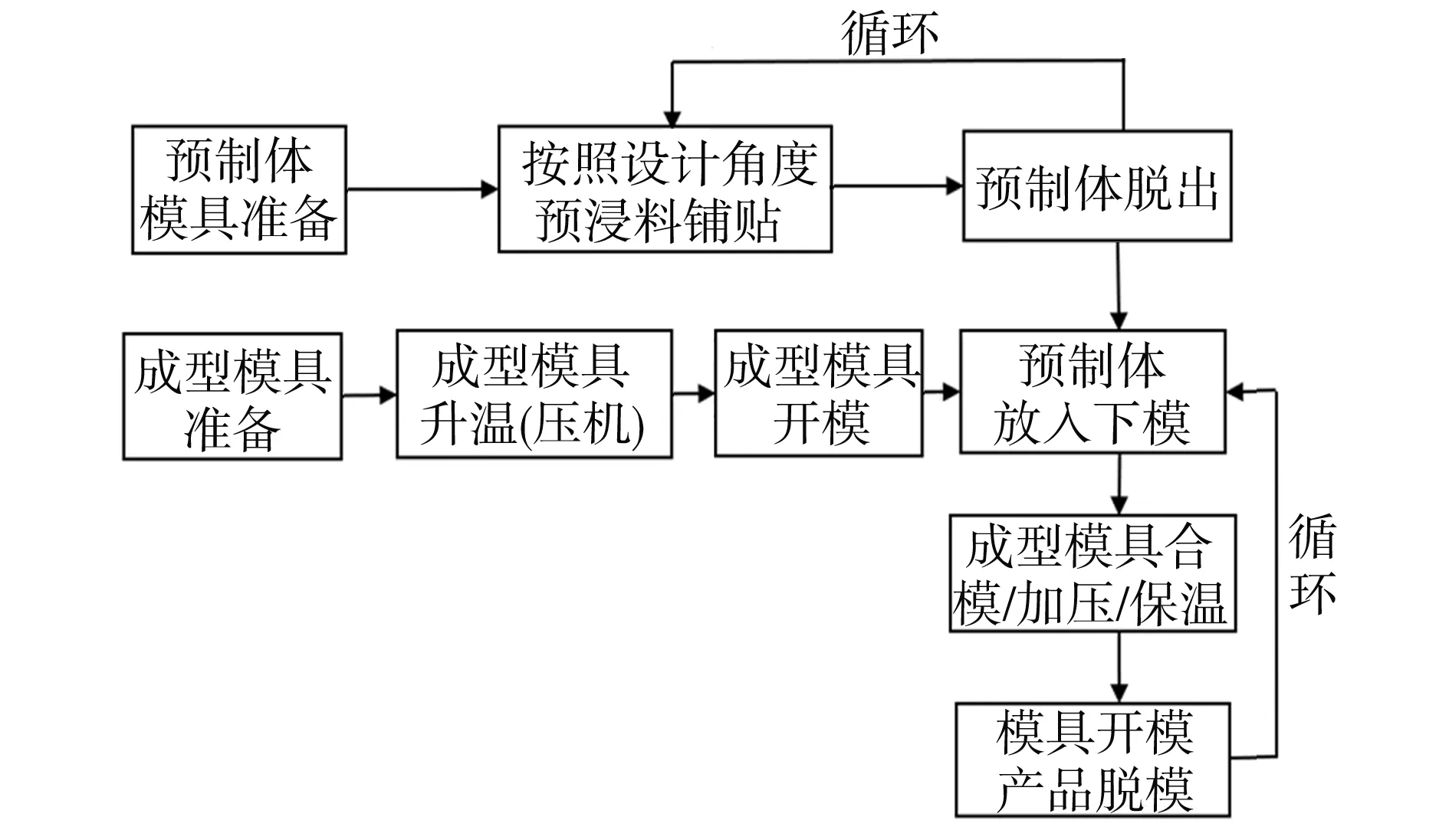
圖1 加強梁零部件快速模壓成型工藝流程示意
加強梁零部件快速模壓成型過程如下:
(1)在預制體模具表面粘貼單面帶膠四氟布,可多次重復使用,對成型模具上、下模涂脫模劑。
(2)在預制體模具上按照鋪層設計角度逐層鋪貼預浸料,鋪貼過程中間隔4~6層(依據不同零部件外形可做適當調整)進行真空壓實處理(真空壓力不低于-0.090 MPa,時間不低于5 min),預制體上、下表面可鋪貼Tedlar薄膜。
(3)將鋪貼完的預制體001脫出,脫出后預制體模具可繼續鋪貼預制體002,依此類推,鋪貼預制體003,004……,重復(2),(3)工步,形成循環。
(4)將壓機升溫至135~137 ℃的成型模具打開,在下模放入預制體001。
(5)成型模具合模,加壓至1.0~2.0 MPa, 135~137 ℃下保溫7~8 min。
(6)成型模具開模,將預制體001制得的產品脫出(135~137 ℃熱脫模),預制體002放入下模,合模加壓固化進入下一個零部件成型,依此類推,預制體003,004……制得相應成型產品,重復(4),(5),(6)工步,形成循環。
(7)產品脫模后可直接進入下一工序操作。
按照上述模壓成型過程進行流水作業,成型了3個加強梁零部件,將預制體001,002,003制得的加強梁零部件相應編為1#,2#,3#試樣,每個零部件成型時間為占用成型模具的時間,即(4)~(6)工步所使用的時間,其成型過程詳見圖2。
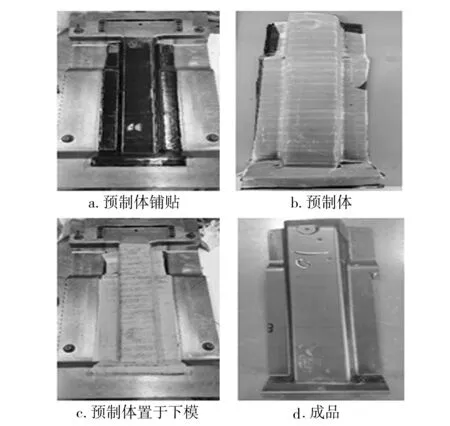
圖2 加強梁零部件快速模壓成型過程照片
1.4 分析與測試
加強梁零部件的表面缺陷:目視法檢測制件表面是否滿足制造驗收技術要求(無褶皺、白斑、凹陷、氣泡、外來物等缺陷)。
加強梁零部件的厚度:使用電子數顯卡尺對加強梁零部件(等厚度制件)測量其厚度并記錄數據,檢測位置有8處,如圖3所示。
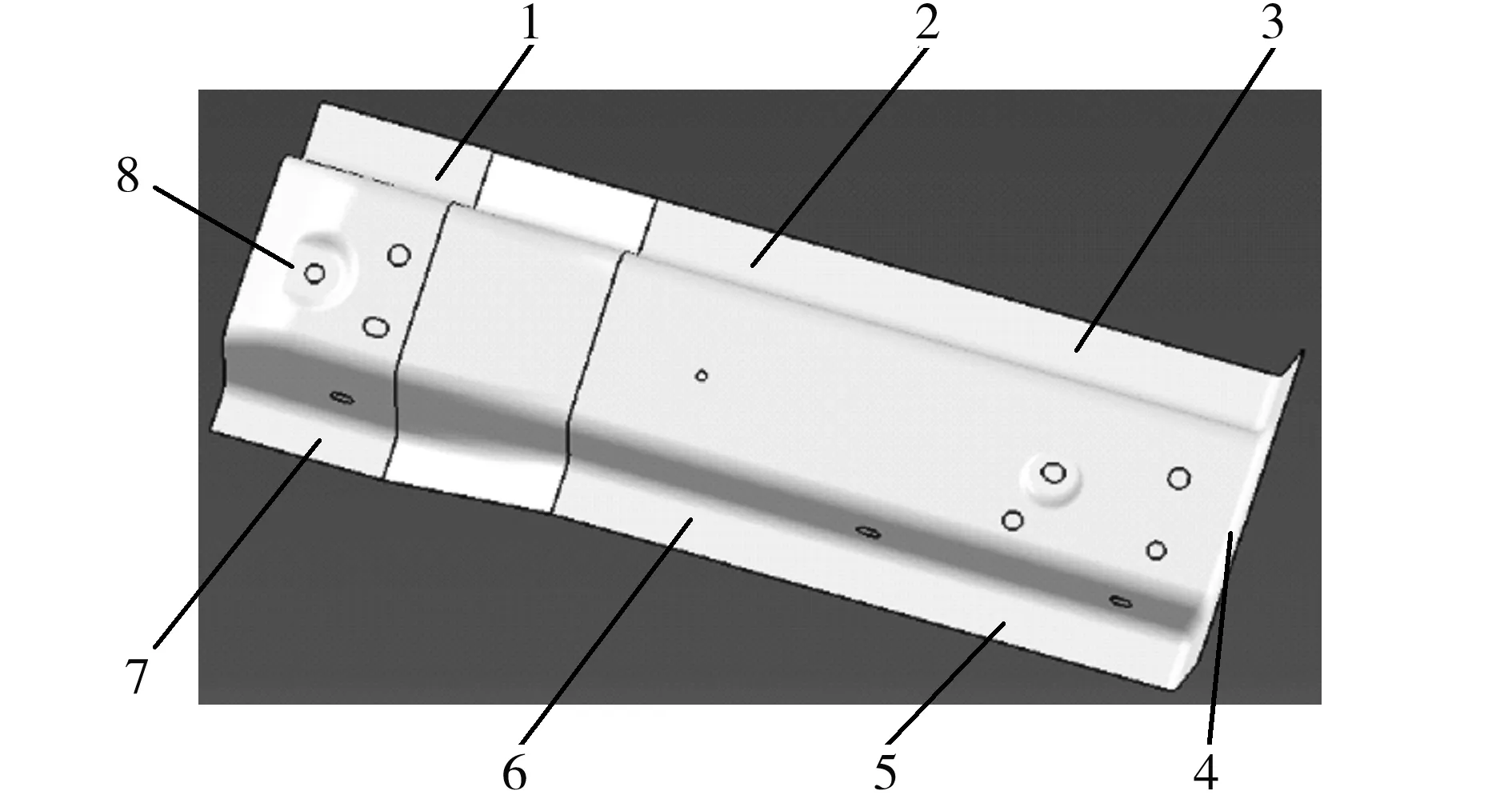
圖3 加強梁零部件厚度檢測位置示意
固化度(Dc):按ISO 11357—5—2013標準,使用差示掃描量熱(DSC)儀分別測試預浸料(ACTECH1201/SYT45)完全固化時所放出的總熱量(?H0)、固化后加強梁零部件試樣的剩余反應熱(?HR),?H0和?HR即為放熱峰的面積。測試條件為掃描溫度從室溫升至200 ℃,升溫速率10 ℃/min,整個過程氮氣保護。Dc的計算公式為:
(1)
玻璃化轉變溫度(Tg):采用DSC儀進行測試。測試條件為:稱樣5~10 mg,由室溫以10 ℃/min的升溫速率加熱的180 ℃,然后以40 ℃/min的降溫速率降至室溫,整個過程氮氣保護,記錄升溫曲線。
2 結果與討論
2.1 加強梁零部件模壓成型時間
從表1可知,加強梁零部件1#,2#,3#試樣的模壓成型時間分別為510,490,482 s,均小于等于8.5 min,說明該加強梁零部件快速模壓成型工藝流程大大縮短了成型周期,完全可以適應汽車行業高效生產的節奏,若不包含保溫7 min的時間,其余操作時間在1~1.5 min,如加快預浸料的固化時間,加強梁零部件的成型周期還可縮短,仍可進一步提高生產效率。
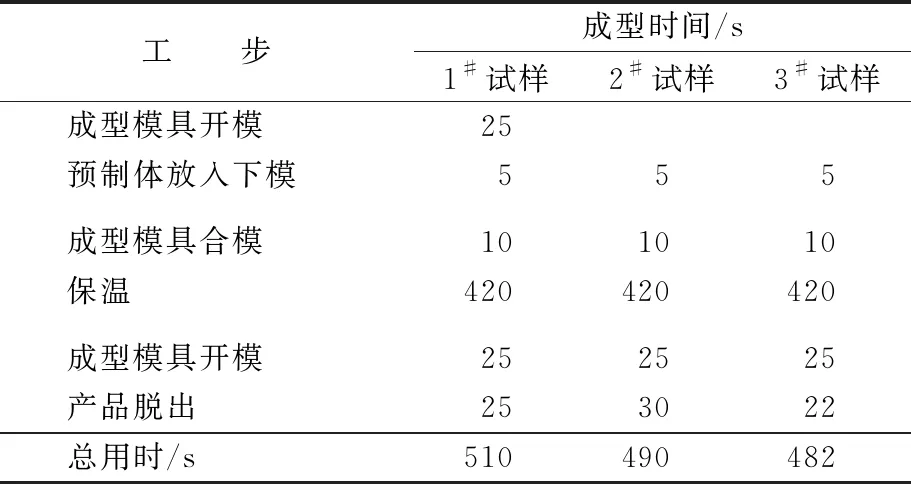
表1 加強梁零部件模壓成型時間
2.2 加強梁零部件表面質量
對脫模后的加強梁零部件通過目視法檢測,產品表面無褶皺、白斑、凹陷、氣泡、外來物等缺陷,完全滿足制造驗收技術要求,見圖2d。
2.3 加強梁零部件的Dc及Tg
圖4為預浸料(ACTECH1201/SYT45)完全固化時的DSC升溫曲線,通過截取面積可知,其固化時釋放的?H0為113.56 J/g。固化后的加強梁零部件1#,2#,3#試樣完全固化時的DSC升溫曲線如圖5所示。由圖5可看出,1#,2#,3#試樣均無放熱峰,即3個加強梁零部件試樣的?HR均為0,表明3個加強梁零部件均已完全固化,Dc均為100%。從圖5還可看出,1#,2#,3#試樣的Tg(取中值)分別為120.91,124.54,122.69 ℃,均大于120 ℃,這說明3個試樣均可完全滿足汽車正常運行情況下的使用。
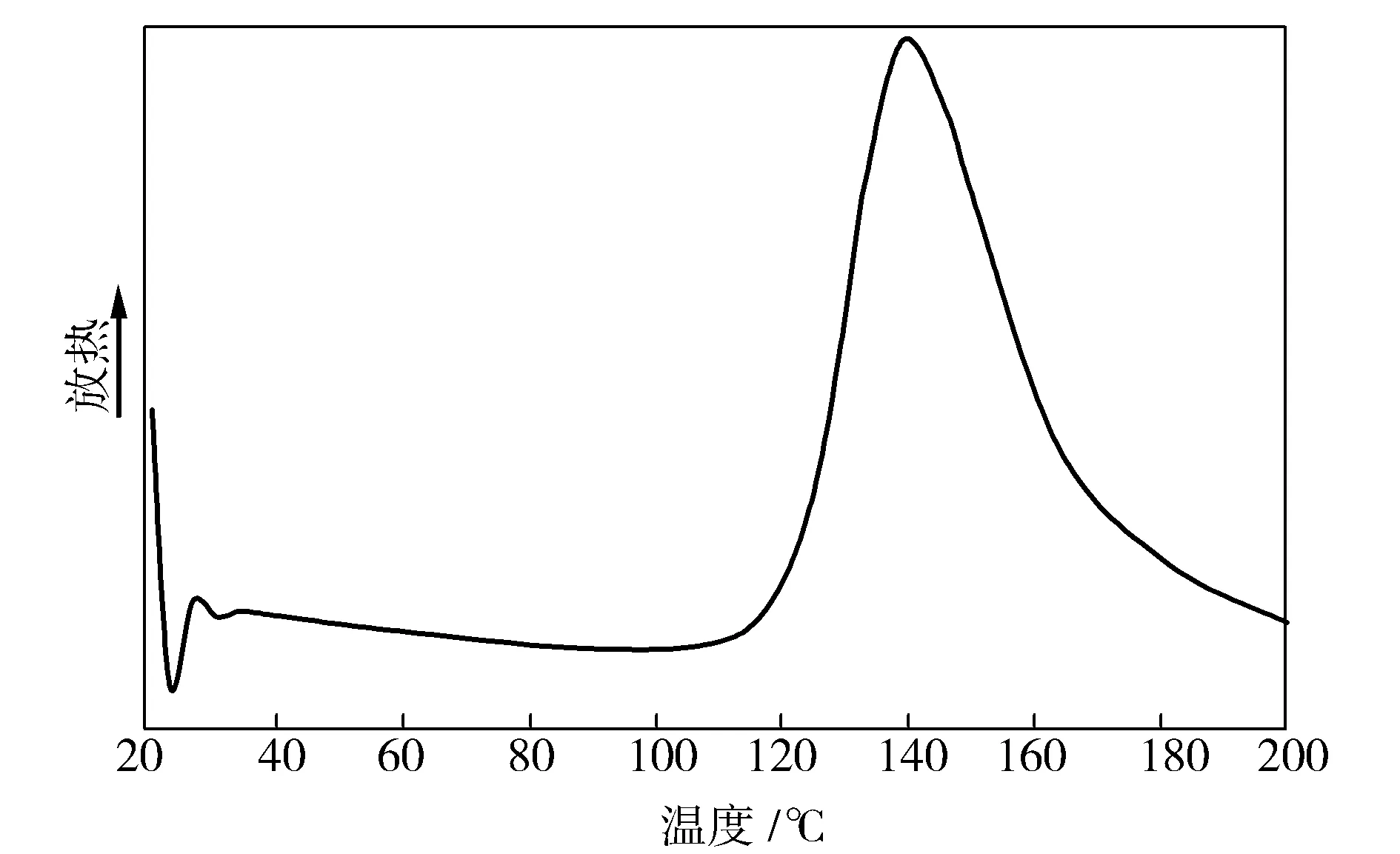
圖4 預浸料試樣的DSC升溫曲線
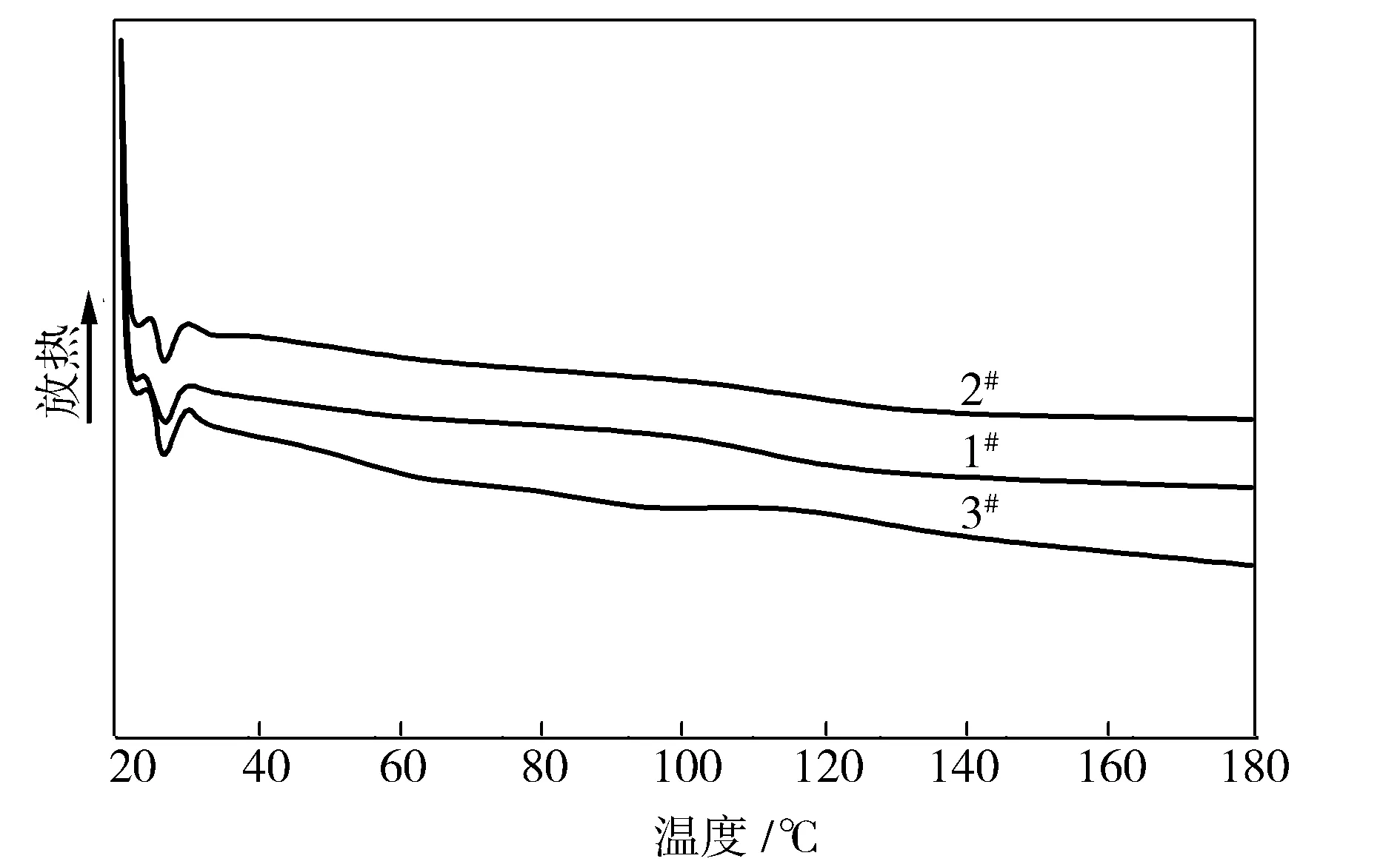
圖5 加強梁零部件試樣的DSC升溫曲線
2.4 加強梁零部件的厚度
加強梁零部件設計要求的理論厚度為3.15 mm,公差為(-5%,+10%),即厚度在3.00~3.47 mm時為合格。從表2可看出,1#,2#,3#試樣在1~8個檢測點處的厚度為3.01~3.36 mm,均在公差范圍內,滿足設計要求。
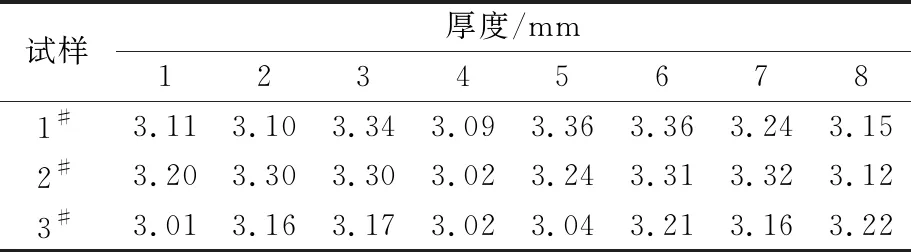
表2 加強梁零部件的厚度
3 結論
a. 單件加強梁零部件快速模壓成型時間小于等于8.5 min,可適應汽車行業高效生產的節奏,實現碳纖維汽車車身加強梁零部件快速模壓成型的生產線流水作業。
b. 加強梁零部件表面質量滿足制造驗收技術要求。
c. 加強梁零部件的Dc均為100%,Tg均大于120 ℃,完全可以滿足汽車正常運行情況下的使用。
d. 加強梁零部件產品厚度均在公差范圍內,滿足設計要求。
猜你喜歡
上海建材(2019年4期)2019-05-21 03:13:02
纖維復合材料(2018年4期)2018-04-28 08:45:28
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年3期)2018-04-25 07:22:58
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
電子測試(2017年11期)2017-12-15 08:57:13
中國塑料(2016年6期)2016-06-27 06:34:16
作文大王·低年級(2016年4期)2016-04-18 00:24:37
決策探索(2014年21期)2014-11-25 12:29:50
應用化工(2014年10期)2014-08-16 13:11:29
