鋁合金導電管焊接缺陷及解決措施
2020-09-10 04:26:07李博強賈昕宇譚茜茜雷強
電焊機 2020年1期
關鍵詞:焊接工藝
李博強 賈昕宇 譚茜茜 雷強
摘要:對鋁合金導電管焊接接頭進行X射線檢測組織分析,發現接頭中出現氣孔、夾渣、未熔合及未焊透等缺陷。詳細分析接頭缺陷的產生原因,通過優化坡口結構、焊接方法、調整焊槍位置及焊接參數,消除了導電管焊接接頭出現的缺陷。
關鍵詞:鋁合金導電管;焊接缺陷;X射線檢測;焊接工藝
中圖分類號:TG457.14 文獻標志碼:A 文章編號:1001-2303(2020)01-0114-03
DOI:10.7512/j.issn.1001-2303.2020.01.22
0 前言
近年來隨著電力行業超高壓、特高壓輸電設備的應用與生產,對開關設備的要求日漸苛刻。特高壓開關設備導電管為6系列鋁合金,比強度和比剛度高,易于成型,具有良好的抗蝕性和可焊性[1-2]。但是鋁合金強的氧化能力、熱膨脹系數導致其在焊接過程容易形成氣孔、夾渣、未熔合及未焊透缺陷[3-5];由于高壓開關導電管結構的特殊性,焊縫根部采用鎖底結構難以清理熔透,也容易出現未熔合及未焊透缺陷;此外,導電管材料壁厚大,采用MIG多道焊焊接工藝,焊接過程容易出現氣孔、夾雜缺陷[6-9]。本文通過優化坡口結構及焊接工藝,有效地解決了導電管焊縫氣孔、夾雜、未熔合及未焊透等缺陷。
1 存在的問題
1.1 導電管材料及方法
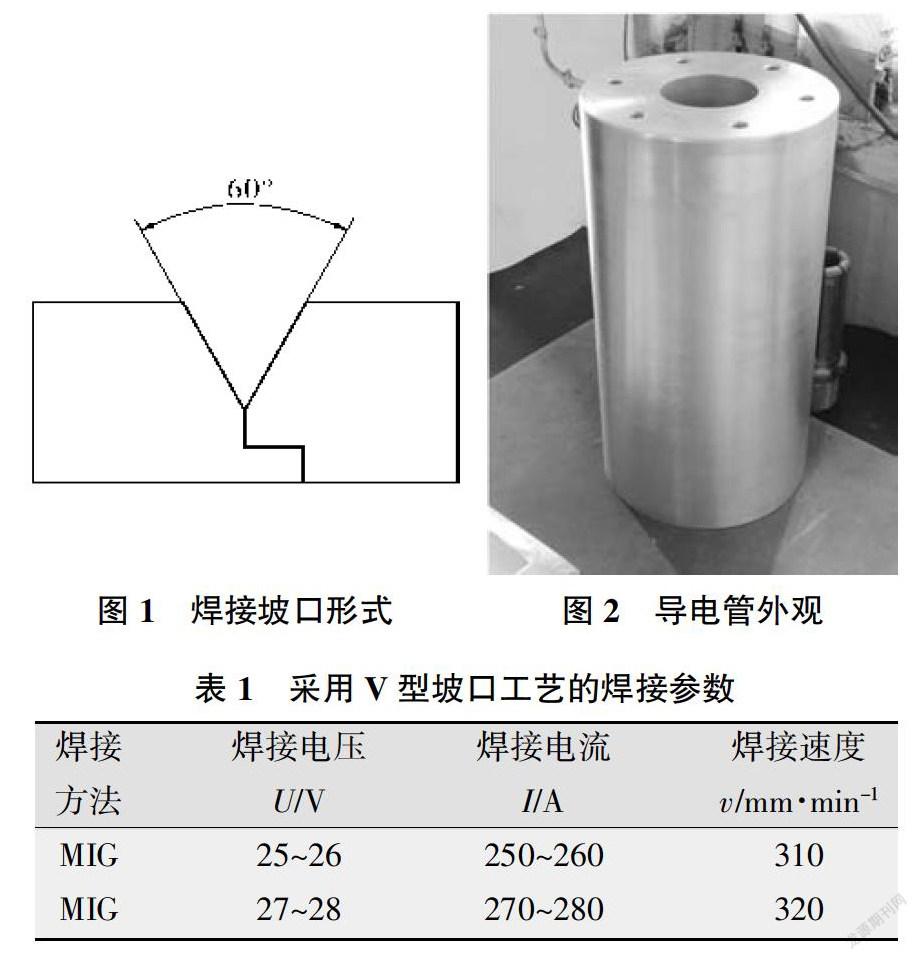
導電管材料為壁厚15 mm的6063-T6鋁管和6A02-H112鋁棒,選用LAW 520W ESAB焊機。采用自動MIG焊,焊后對導電管棒進行機加工,表面粗糙度6.3 μm。坡口形式如圖1所示,采用鎖底接頭,V型坡口角度60°,焊接材料采用進口的SAl5356焊絲,焊絲直徑φ1.6 mm,焊槍在平焊位置施焊。焊接參數如表1所示,機械加工后導電管如圖2所示。
1.2 導電管X射線檢測
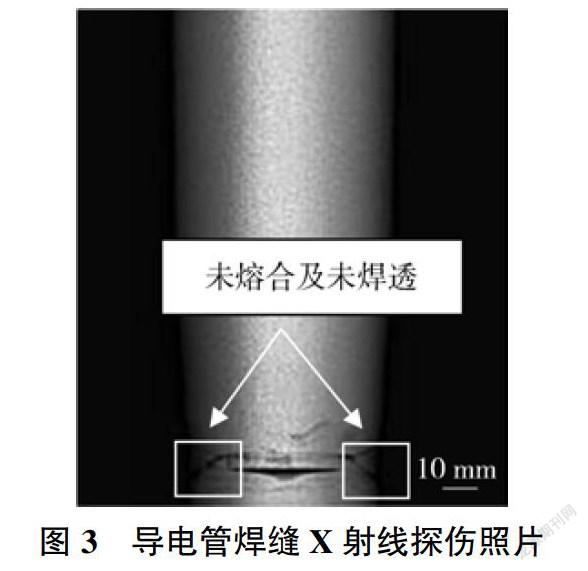
導電管焊接完成后對表面進行機械加工,表面粗糙度為6.3 μm,并對焊縫部位進行X射線探傷檢測。探傷照片如圖3所示,焊縫部位存在未熔合及未焊透現象,并超出國標GB/T 22087-2008《鋁及鋁合金的弧焊接頭缺欠質量分級指南》D級標準。1.3 焊縫金相檢測
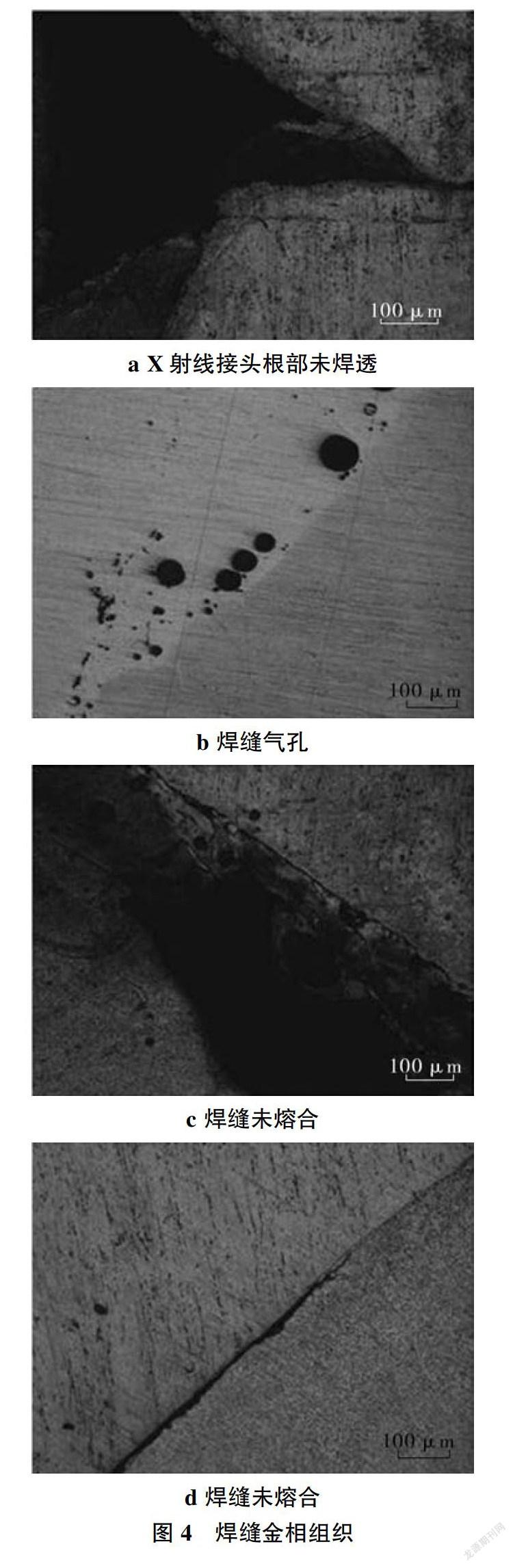
為了更詳細地觀察焊縫內部缺陷,對導電管進行橫向剖切,接頭金相組織如圖4所示,存在根部未焊透、氣孔、未熔合等缺陷。
1.4 缺陷原因分析
從鋁合金物理性能上看,導熱性強、線膨脹系數大,必須采用能量集中的熱源才能保證熔合良好。從化學性質上看,鋁合金表面極易形成難熔的氧化膜,不僅會造成焊縫夾雜物,而且因吸附大量水分可促使焊縫產生氣孔。從焊接工藝上看,由于坡口形式為V型,坡口間隙小,焊接工藝不當時不能很好地熔合坡口面。從坡口設計上看,由于坡口根部未留有間隙,導致根部出現一定的未熔合現象。
2 導電管焊接工藝改進
2.1 工藝方法
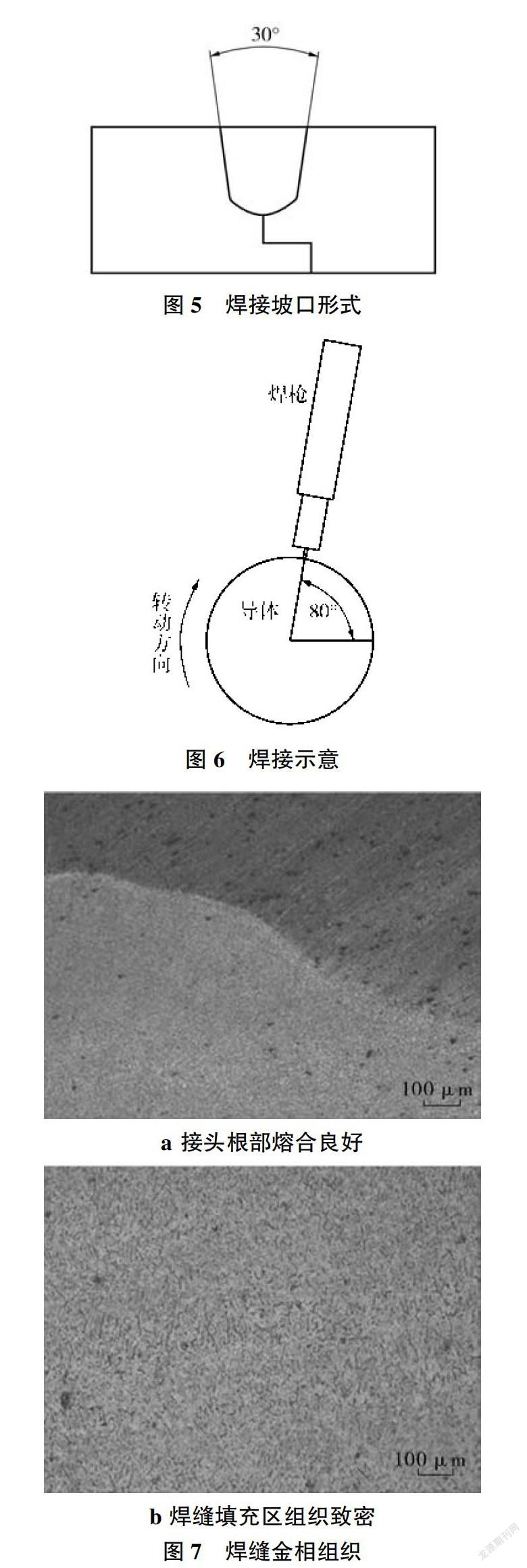
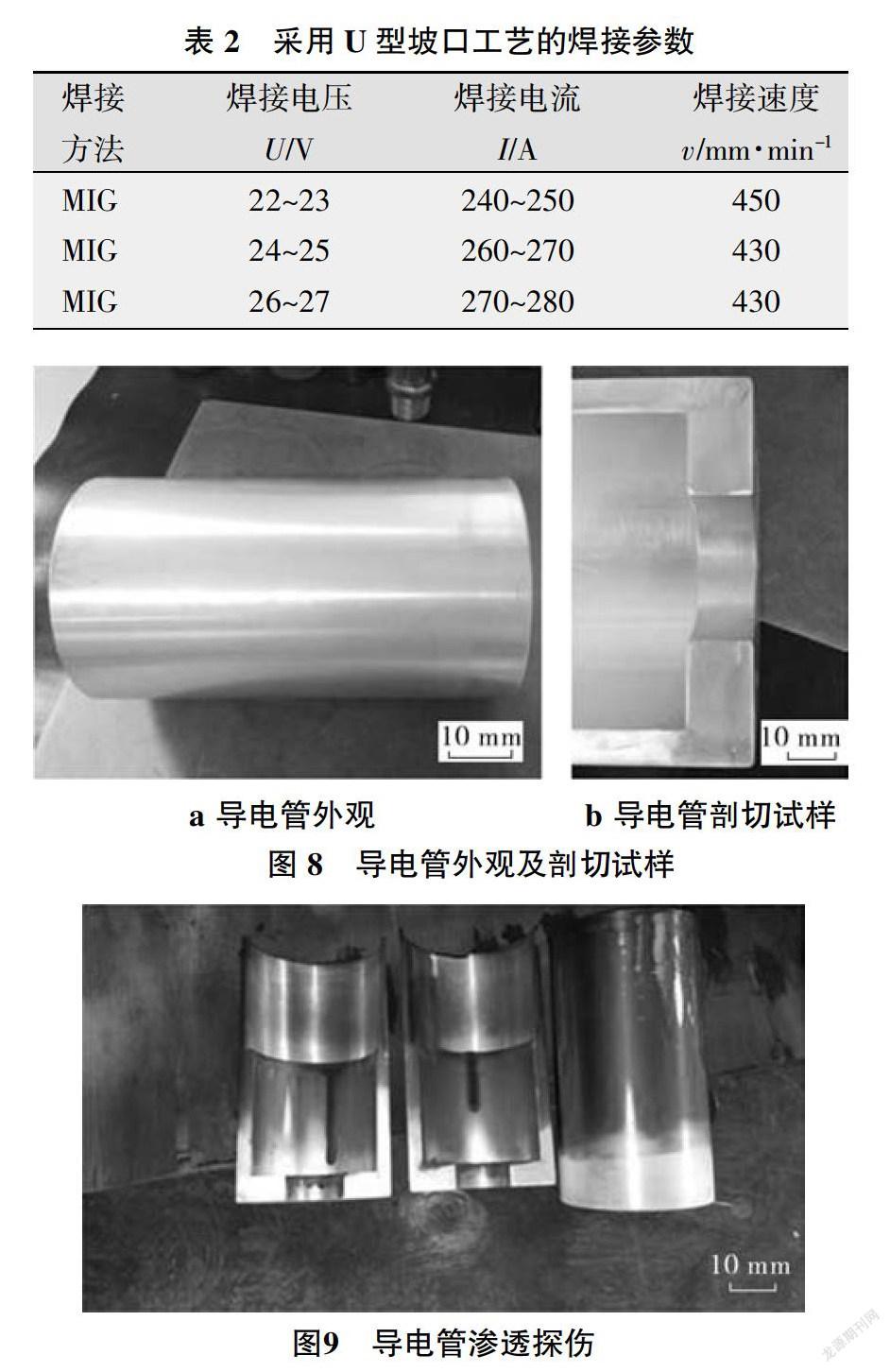
采用鎖底接頭形式,U型坡口角度30°,根部預留2 mm間隙,鈍邊預留1.5 mm,如圖5所示,焊槍偏離水平位置10°,上坡施焊并擺動焊槍。焊接示意如圖6所示,焊接參數如表2所示。
2.2 焊縫金相檢測
對導電管進行橫向剖切,焊縫金相組織如圖7所示。由圖7可知,焊接接頭根部熔合良好,焊縫組織致密,焊縫填充區無氣孔產生。
2.3 導電管滲透檢測
基于以上工藝改進對導電管焊縫進行機加工后如圖8所示,接頭無縫隙。為了更好地觀察焊縫熔合情況,對導體表面及內部焊縫進行著色探傷,標準按照JB/T 4730.5-2005《承壓設備無損檢測第5部分:滲透檢測》執行,發現焊接接頭良好,如圖9所示。焊接質量符合國標GB/T 22087-2008《鋁及鋁合金的弧焊接頭缺欠質量分級指南》D級標準。
3 結論
(1)對于鎖底接頭結構導電管,焊接方法、坡口形式、根部間隙、鈍邊等直接影響焊縫質量。
(2)通過焊接參數調整、焊接位置偏離水平位置10°的上坡焊并擺動焊槍對于消除焊接導電管的焊縫氣孔具有良好作用。
(3)通過改變坡口形式以及減薄鈍邊能夠有效消除焊縫未焊透及未熔合。
參考文獻:
[1] 張文明,張茂增,柏久陽. 鋁合金焊接新技術[J]. 電焊機,2013,43(9):78-80.
[2] 孫玉娟,宋永倫,馬云龍. 2219鋁合金焊縫的氣孔量及其對性能的影響[J]. 電焊機,2015,45(7):84-87.
[3] 周振豐. 金屬熔焊原理及工藝[M]. 北京:機械工業出版社,1981.
[4] 李博強,賈昕宇,雷強,等. 厚板鋁合金MIG+TIG雙槍焊接工藝[J].焊接,2016(9):59-61.
[5] 許芙蓉,姚滔,楊立軍. 雙絲脈沖MIG焊的工藝特點與試驗分析[J]. 自動化與儀器儀表,2012(6):183-185.
[6] 司子華,張明新. 2219鋁合金厚板MIG焊的工藝研究[J].航天制造技術,2009(12):33-34.
[7] 蔣應田. 鋁及鋁合金焊接方法的概述與選擇原則[J]. 電焊機,2015,2(45):115-121.
[8] 朱志民. 不同焊接工藝對5083-H111鋁合金MIG焊接接頭力學性能的影響[J]. 電焊機,2017,47(10):35-39.
[9] 黃思俊,宋瑤,許聰磊. 不同保護氣體對6082-T6鋁合金GTAW焊接接頭組織和力學性能的影響[J]. 機械工程材料,2014(9):43-46.
猜你喜歡
科技與創新(2017年1期)2017-02-16 20:34:01
建材發展導向(2016年6期)2017-01-17 18:20:56
山東工業技術(2016年24期)2017-01-12 09:38:25
科學與財富(2016年29期)2016-12-27 16:07:51
中國高新技術企業(2016年30期)2016-12-20 04:00:34
科技視界(2016年23期)2016-11-04 12:46:10
中國科技博覽(2016年22期)2016-11-01 12:31:00
中國科技博覽(2016年13期)2016-07-13 02:54:28
科技視界(2016年1期)2016-03-30 23:10:15
中國高新技術企業(2015年22期)2015-06-15 21:49:25
