鍍鋁鋅板與不銹鋼板電弧釬焊工藝研究
2020-09-10 04:26:07張昕鞏金明李霞衛鋼朱新元
電焊機 2020年1期
張昕 鞏金明 李霞 衛鋼 朱新元
摘要:基于電弧釬焊的原理和特點確定了鍍鋁鋅板與不銹鋼板電弧釬焊的工藝方案,根據母材選定焊接電源及焊絲,通過工藝試驗及金相分析確定了鍍鋁鋅板電弧釬焊的工藝參數。結果表明,電弧釬焊實現了異種金屬之間的直接連接,尤其是對于有鍍鋅、鍍錫、鍍鋁鋅等鍍層的板材,焊后能確保焊縫的抗腐蝕性能,對于生產設計的推廣應用具有積極意義。
關鍵詞:鍍鋁鋅板;MIG電弧釬焊;鋁青銅焊絲;焊接規范
中圖分類號:TG457.19 文獻標志碼:A 文章編號:1001-2303(2020)01-0121-03
DOI:10.7512/j.issn.1001-2303.2020.01.24
1 概述
鋅的熔點約為420 ℃,揮發溫度908 ℃,用普通電弧焊焊接鍍鋁鋅板時,當電弧一引燃,高溫電弧(約3 000~4 000 ℃)必然促使大量鋅蒸發,并產生大量的白色ZnO煙塵[1],而鋅的揮發和氧化及鋁的熔入會導致氣孔、未熔合及裂紋,甚至影響電弧的穩定性,并破壞鍍鋁鋅層的抗腐蝕功能,同時ZnO煙塵吸入過多,會影響焊工身體健康。為避免產生裂紋對鍍鋁鋅板表面的鍍層進行打磨,焊接完成后需要噴鋅粉進行防腐處理。由此可見,焊接鍍鋁鋅板應盡量減少熱輸入量,同時不破壞其表面鍍層。
2 電弧釬焊的原理和特點
電弧釬焊(Arc brazing)是利用電弧加熱焊件所進行的釬焊。熔化極脈沖氬弧釬焊即MIG電弧釬焊,是在氬氣保護下,采用熔化極脈沖氬弧焊電源系統和特制的釬焊焊絲,在焊絲與工件間形成電弧,焊絲連續送進并熔化[2],形成填充金屬將母材連接起來的新型焊接工藝。其電弧溫度低,對母材的熱輸入少,可以實現異種金屬的直接連接,如銅與鋼、鋼與不銹鋼、普通鋼與特種鋼等[3],主要用于焊接表面有鍍層的鋼板。它利用焊絲的低熔點及焊接時的低熱量輸入等特性,減少工件近縫區及焊縫背面鋅的揮發,釬縫耐腐蝕性能好[4],可進行各種類型接頭及全位置焊接。
3 鍍鋁鋅板MIG電弧釬焊
3.1 焊接材料的選擇
(1)適用于MIG電弧釬焊焊接鍍層以及非鍍層薄板結構的銅基焊絲有多種,包括CuSi3、CuAl8、CuSiMn、CuAl8Ni、CuSn、CuSn6等。常用的有兩種:
a. 硅青銅焊絲CuSi3(S211)。名稱:S211國標型號HSCuSi,相當AWS ERCuSi-A。成分:w(Si)=2.8%~4.0%,w(Mn)=0.5%~1.5%,其余為Cu。性能:材料熔點:1 027 ℃,焊絲直徑φ0.8、φ1.0,熔敷金屬的表面張力小,流動性好,濕潤性強;焊縫無氣孔、未熔合、裂紋等焊接缺陷。焊縫抗拉強度Rm≥309 MPa,焊縫外觀呈凹型,熔合區圓滑過渡,焊縫平整美觀[5]。用途:用于硅青銅、黃銅及其與鋼的焊接,近年來常用于鍍鋅薄鋼板的釬焊。
b. 鋁青銅焊絲CuAl8(S214)。名稱:S214國標型號SCu6100A,相當AWS ERCuAl-Al。其成分如表1所示。其性能為:材料熔點1 046 ℃,焊絲直徑φ1.0,在直流反接熔化極電源下,清除鋁的表面氧化膜。焊縫內外質量好,外形美觀[5]。具體特性如表2所示。用途:適于涂鋁、滲鋁層及非鍍層薄板的MIG電弧釬焊焊接[5]。
(2)根據EN10346-2009《連續熱浸鍍鋼平板產品交貨技術條件》標準,2 mm鍍鋁鋅板S250GD-ZA275的抗拉強度Rm≥330 MPa,根據GB/T 3280-2015 《不銹鋼冷軋鋼板和鋼帶》標準,3 mm不銹鋼板06Cr19Ni10的抗拉強度Rm≥515 MPa。對比S211與S214兩種焊絲,S214的抗拉強度大于母材2 mm鍍鋁鋅板,更適于其焊接,因此最終選用鋁青銅焊絲SCu6100A(S214),直徑φ1.0。
3.2 焊接設備的選擇
3.2.1 焊機的選擇
焊接鍍鋅層厚度超過120 g/cm2的鍍鋅板會產生大量鋅蒸氣從而影響焊接的穩定性,2 mm鍍鋁鋅板S250GD-ZA275鍍層達到275 g/cm2,必須采用短弧的短路過渡或噴射過渡,短弧長可使電弧更加穩定,因此對焊接電源及其控制特性要求非常嚴格。
唐山松下產業機器有限公司的YD-350GS(M型)數字IGBT控制MIG/MAG弧焊電源,是松下公司進化到第四代的高速控制電路以及世界領先的融合型機器人TAWERS培育出的“二次開關控制技術”平臺下開發的新型焊接電源,在無脈沖MAG焊時,采用SP-MAG重疊精確的波形控制技術,可減少CO2焊接的飛濺量達85%;采用脈沖MAG焊接時,幾乎實現了無飛濺焊接。在MAG氣體環境下,實現了一脈沖一DIP的脈沖短路過渡方式,熱輸入小,通過壓縮電弧寬度和長度,抑制了高速焊咬邊的發生,同時增加了焊縫熔深,焊接質量得到較大提升,非常有利于鍍鋁鋅薄板銅基釬料的釬焊焊接。
3.2.2 焊槍的選擇
配裝唐山松下YT-35CS4HPS MIG/MAG脈沖焊槍,靈活輕便,操作性好,飛濺小。
3.3 焊接規范的確定
3.3.1 焊接模式及保護氣體的選擇
(1)由于是鍍鋁鋅板與不銹鋼板焊接,首先選擇“不銹鋼-MIG-脈沖”模式,保護氣體使用φ(Ar)98%+φ(O2)2%,焊接試驗出現氣孔缺陷,改選“不銹鋼-MIG-脈沖無”模式,缺陷仍然存在,證明不能選用不銹鋼模式。
(2)模式選擇“碳鋼-MAG-脈沖”,保護氣體使用φ(Ar)98%+φ(O2)2%,釬縫外觀目視檢測無氣孔、裂紋等缺陷;換用“碳鋼-MAG-脈沖無”模式,缺少脈沖激起鍍鋁鋅層的上翻,焊接效果好于有脈沖的,但是釬縫表面氧化發黑,由此確定焊接模式為“碳鋼-MAG-脈沖無”。
(3)模式選擇確定“碳鋼-MAG-脈沖無”后,保護氣體改用99.99%高純氬氣,釬縫外觀目視檢測無氣孔、裂紋等缺陷,且釬縫魚鱗紋細密,外觀色澤黃亮。
綜上所述,最終確定焊接模式為“碳鋼-MAG-脈沖無”,保護氣體為99.99% 高純氬氣。
3.3.2 焊接規范的確定
鍍鋁鋅板與不銹鋼板的接頭形式采用鍍鋁鋅板在下、不銹鋼板在上的搭接和角接兩種,經試焊,選擇目視檢測及滲透探傷合格、焊縫成形美觀的焊接參數作為最終焊接規范,如表3所示。
3.3.3 操作規范
焊槍行走采用前進法(左向焊法),焊絲伸出長度8~10 mm。
3.4 無損檢測
焊后由專職檢查員對釬縫進行目視檢測,未發現裂紋、氣孔等焊接缺陷。對釬縫進行滲透探傷,未發現表面缺陷,探傷合格。
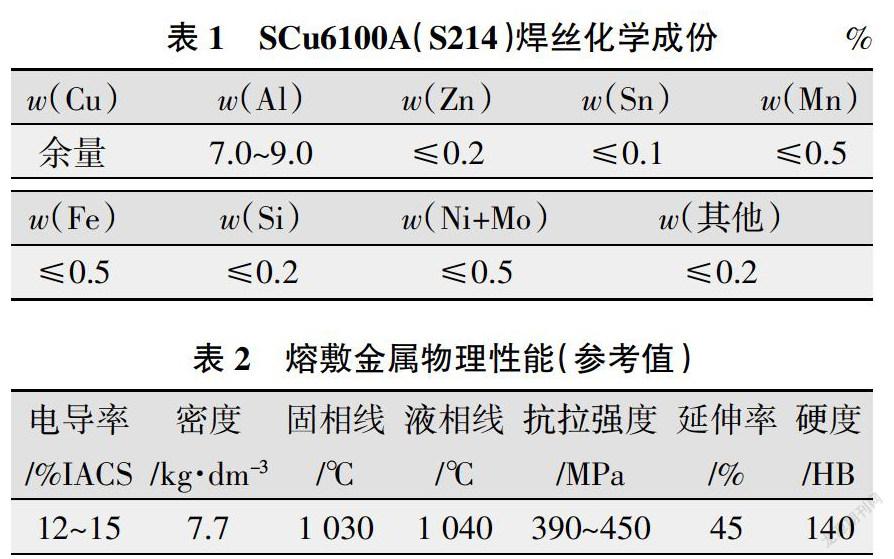
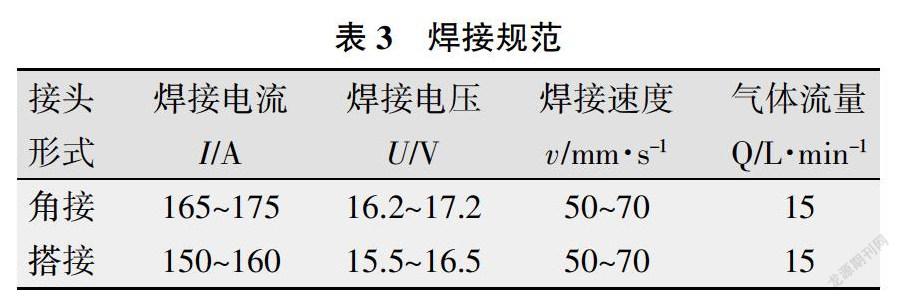
3.5 宏觀金相
角焊縫和搭接焊縫的宏觀金相分別如圖1、圖2所示。可以看出,釬縫根部的母材均未熔化,防止了鍍鋁鋅板表面鍍層的破壞,釬縫耐腐蝕性強。
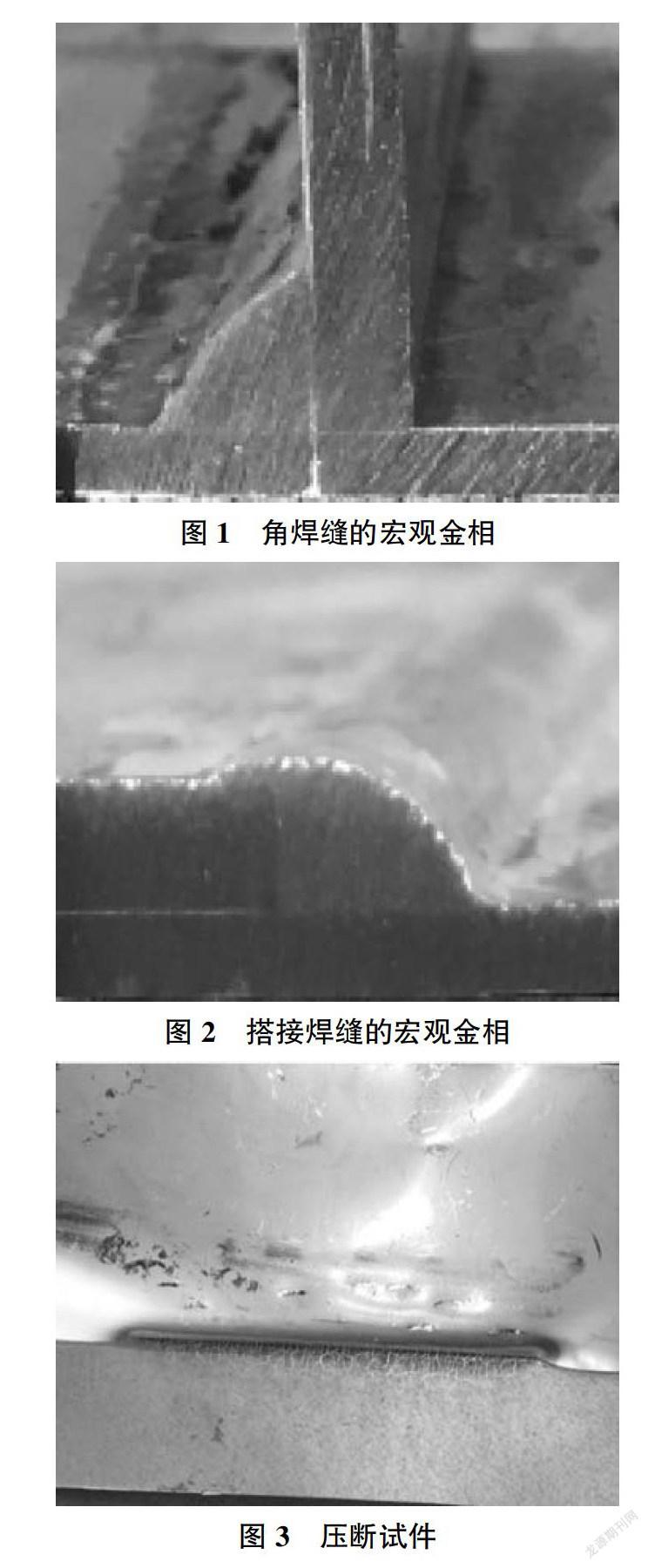
3.6 釬縫的壓斷試驗
為檢測電弧釬焊角接焊縫的強度,將角焊試件進行了壓斷試驗。壓斷試件如圖3所示,兩塊試板貼合住時釬縫仍然沒有斷裂破壞,說明釬縫韌性很好。
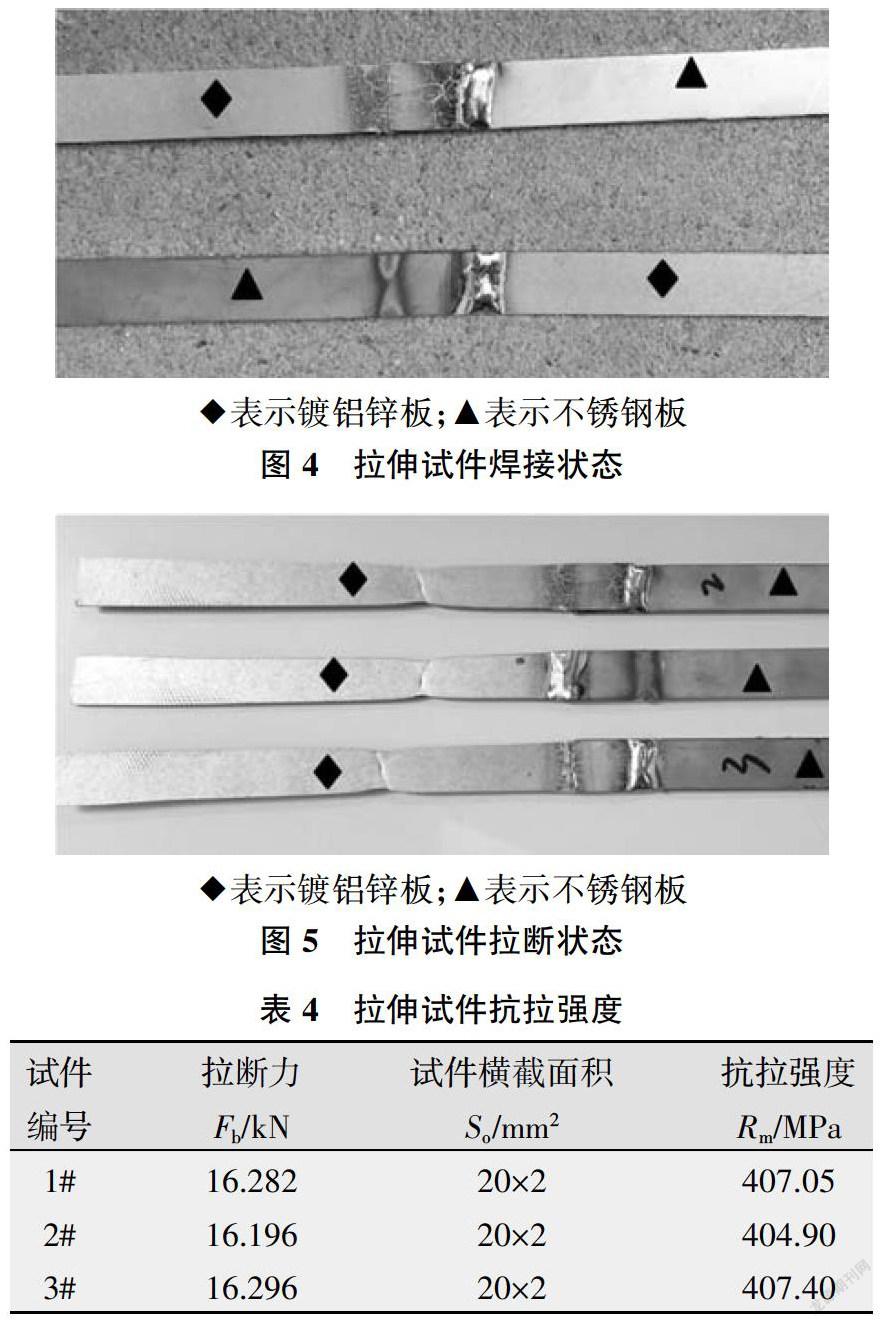
3.7 釬縫的拉伸試驗
為檢測電弧釬焊搭接焊縫的強度,制作了焊接拉伸試件,材料為2 mm鍍鋁鋅板和3 mm不銹鋼板,試件尺寸200 mm×20 mm,共3件,搭接長度30 mm。
拉伸試件的焊接狀態和拉斷狀態分別如圖4、圖5所示。由圖5可知,拉伸試件在鍍鋁鋅板母材處拉斷,釬縫無損傷,表明釬縫的抗拉強度高于母材鍍鋁鋅板的,滿足產品使用要求。拉伸試驗數據如表4所示。
4 結論
(1)2 mm鍍鋁鋅板與3 mm不銹鋼板在純氬氣保護下的MIG電弧釬焊,采用φ1.0低熔點的銅基鋁青銅焊絲SCu6100A(S214),焊絲熔化速度快,電弧穩定性好,焊后薄板變形小,焊縫強度高于母材強度。
(2)MIG電弧釬焊實現了異種金屬之間的直接連接,尤其對于有鍍鋅、鍍錫、鍍鋁鋅等鍍層的板材,MIG電弧釬焊無須打磨鍍層,熱輸入量少,工件熱影響區小,鍍層不易揮發,焊縫具有良好的耐腐蝕性,對于生產設計的推廣應用具有積極意義。
參考文獻:
[1] 羅正武,魏占靜,王越. 德國布魯克斯MIG電弧釬焊技術的研究和應用[Z]. 2011-05.
[2] 林嘉明,侯建國,陳剛. 電弧釬焊設備及工藝研究[J]. 焊接技術,1990(4):26-28.
[3] 林三寶,宋建嶺. 電弧釬焊技術的應用及發展[J]. 焊接,2007(4):19-21,36.
[4] 于治水,周方明,王宇,等. 鍍鋅薄鋼板MIG/TIG電弧釬焊研究及應用現狀[J]. 汽車技術,2002(6):32-35.
[5] 黃順義,王玉松,張衛東. MIG電弧釬焊工藝在鍍層板材焊接中的應用[J]. 金屬加工:熱加工,2003(12):3-4.
