Cr12Mo1V1鋼制塔盤沖孔模具制造
2020-09-10 18:25:27鞠小虎?高利和?里楊
看世界·學(xué)術(shù)上半月 2020年10期
鞠小虎?高利和?里楊
摘要:CR12MO1V1鋼是目前國(guó)內(nèi)廣泛使用的冷作模具鋼常用材料之一。該鋼屬于高耐磨微變形冷作模具鋼,其特點(diǎn)是具有高的耐磨性、淬透性、微變形、高熱穩(wěn)定性、高抗彎強(qiáng)度,僅次于高速鋼,是沖模、冷鐓模等的重要材料。該鋼雖然強(qiáng)度、硬度高,耐磨性好,但其韌度較差,用其制做模具時(shí)對(duì)機(jī)加工工藝和熱處理工藝要求較高。
關(guān)鍵詞:CR12MO1V1鋼;熱處理;機(jī)加
近年,接到公司一設(shè)備C5001A塔盤沖孔任務(wù)。在沖孔模具選材上,綜合考慮沖孔效率、模具耐用性等方面,最終選擇CR12MO1V1鋼材作為沖孔模具制造材料。該CR12MO1V1鋼經(jīng)強(qiáng)韌化熱處理后,經(jīng)實(shí)際操作,滿足了工件生產(chǎn)要求。
該模具雖然加工方式比較簡(jiǎn)單,但由于沖孔數(shù)量校多,如果模具耐磨性、韌性差,在生產(chǎn)過程中模具出現(xiàn)問題時(shí)候重新裝卸就會(huì)很繁瑣,難以保證工作效率,更談不上保證工期了。
一、對(duì)CR12MO1V1鋼材沖孔模具熱處理的控制
在CR12MO1V1鋼制造沖孔模具熱處理方面,主要結(jié)合材料原始成分控制、材料原始組織、工藝流程(毛邊處理)、熱處理工藝、如果有開裂則必須保留端口開裂照片及試樣等方面對(duì)模具熱處理加以控制。
當(dāng)模具熱處理后硬度達(dá)到HRC60時(shí),在生產(chǎn)實(shí)踐中容易出現(xiàn)模具開裂現(xiàn)象。開裂的原因很多,如果出現(xiàn)工件一淬火后就直接開裂的現(xiàn)象則一般是結(jié)合以下幾點(diǎn)對(duì)開裂原因進(jìn)行分析:
a)材料供應(yīng)選錯(cuò)致熱處理工藝不合適,故應(yīng)嚴(yán)格掌控材料供應(yīng)質(zhì)量關(guān);
b)冷卻不當(dāng),在Ms溫度以下快冷,應(yīng)力過大;
c)工件截面尺寸相差太大,或孔洞很多,或有應(yīng)力集中的地方,故此嚴(yán)格控制模具加工精度及表面粗糙度;
d)淬火加熱溫度過高,晶粒粗大,脆性大。過燒時(shí)晶界氧化或熔化;
e)工件沒有預(yù)熱,加熱速度過大引起加熱開裂;
f)原始組織不良,原材料存在網(wǎng)狀共晶碳化物或球化退火不良,或原材料有顯微裂紋,淬火時(shí)裂紋擴(kuò)大開裂。結(jié)合實(shí)踐,CR12MO1V1鋼碳化物級(jí)別應(yīng)不大于2級(jí);
g)重復(fù)淬火前未進(jìn)行中間退火;
h)淬火后未及時(shí)回火;
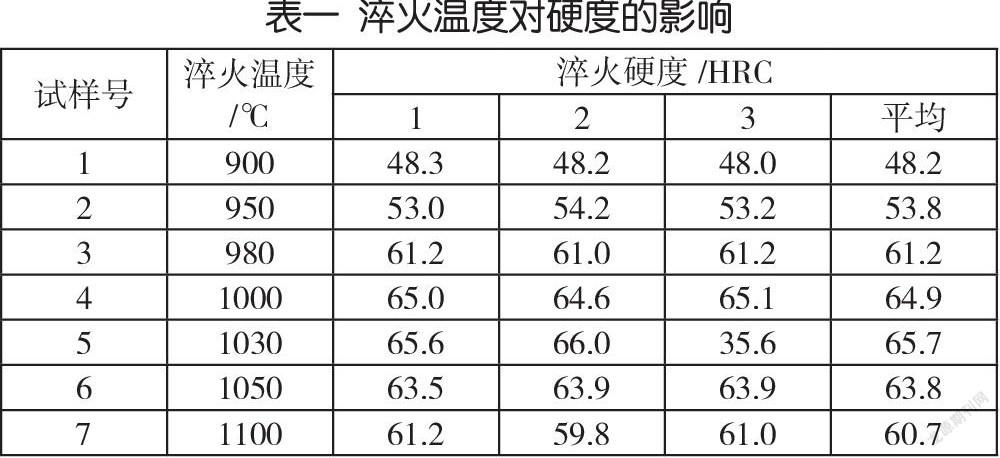
二、試驗(yàn)結(jié)果
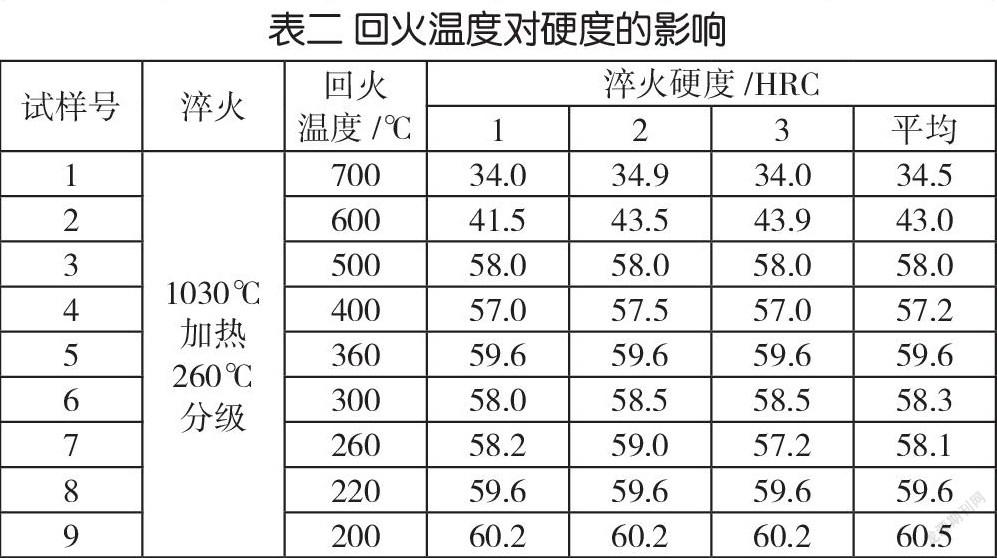
以下兩表為不同試驗(yàn)淬火和回火溫度對(duì)CR12MO1V1鋼材的影響。
從表中可以看出CR12MO1V1鋼采用中淬火溫度(1025-1030℃)(即正常淬火)提高了基體的碳濃度,合金碳化物也進(jìn)一步熔解,硬度達(dá)最高值,同時(shí)殘留奧氏體量也上升到近40%。淬火硬度在HRC62-63左右。淬火后可以在180-200℃低溫回火,獲得最高的硬度和最佳的耐磨性,但韌性稍低,不能在重負(fù)荷的冷沖模中使用。
在中淬火溫度淬火后也可以在380-400℃回火,但硬度將下降到HRC58左右,可獲得最佳的強(qiáng)韌性配合并明顯提高冷鍛模的斷裂抗力,但耐磨性下降。Cr12Mo1V1鋼超過1050℃以上溫度淬火(即高淬)均屬于高淬火溫度淬火。淬火后的殘留奧氏體量也急劇上升到40-60%,由于殘留奧氏體量增加,淬火硬度降低至HRC55左右。
高溫回火(520-540℃)后,一定要進(jìn)行三次回火。另外,隨著淬火溫度的升高,鋼中晶粒度迅速長(zhǎng)大,1080℃晶粒度長(zhǎng)至9級(jí),1150℃甚至長(zhǎng)至7-8級(jí)。淬火溫度提高碳化物數(shù)量(體積分?jǐn)?shù))減少,所以韌性強(qiáng)度降低,耐磨性也有所降低,但紅硬性提高。高溫回火后的硬度也可達(dá)到HRC62以上。
工藝最終確定采用1020℃淬火,250℃回火為常規(guī)工藝參數(shù),并以此作為強(qiáng)韌化熱處理工藝基礎(chǔ),工藝如下:
850℃預(yù)熱—1050℃加熱—620℃分級(jí),時(shí)間一般在2—3分鐘—油冷冷卻至200度左右—(也可260度貝氏體等溫)—250℃回火2—3次,每次2小時(shí)。
硬度綜合控制在58—61HRC左右。
三、對(duì)模具機(jī)加工方面的其它要求
模具先由普通機(jī)床加工出坯件,再由線切割完成模具刃口或型腔加工。線切割加工需要注意的問題是線切割中的工件變形與加工表面應(yīng)力的改變。工件經(jīng)熱處理淬硬后進(jìn)行線切割時(shí),破壞了材料的內(nèi)部殘留應(yīng)力的相對(duì)平衡狀態(tài),殘留應(yīng)力引起的變形不但影響工件的加工尺寸。局部的高應(yīng)力還可能造成材料產(chǎn)生裂紋甚至開裂而報(bào)廢。
線切割加工后,模具表面的殘留拉應(yīng)力作用深度有限,不會(huì)使模具整體開裂,即線切割加工后模具表面的殘留拉應(yīng)力不會(huì)是引起模具開裂的主要原因。但是模具的使用壽命不僅與基體的強(qiáng)韌度有關(guān),而且與模具工作表面的組織、顯微裂紋和殘留應(yīng)力的分布有密切的關(guān)系。目前,為減少線切割加工過程對(duì)模具壽命的影響,主要采取如下措施:
(一)預(yù)開工藝腔
對(duì)于硬度要求較高、型腔幾何形狀復(fù)雜的凸、凹模,可在工件熱處理淬火前先機(jī)加工成型孔,適當(dāng)留下加工余量,預(yù)留穿絲工藝孔。改變內(nèi)應(yīng)力分布,有效防止線切割時(shí)開裂,根據(jù)模具形狀,盡量將工藝孔加大,也有利于內(nèi)應(yīng)力的釋放。
(二)改進(jìn)設(shè)計(jì)結(jié)構(gòu),避免凹角
將凹角改為圓弧過渡,會(huì)消除熱處理時(shí)應(yīng)力集中的現(xiàn)象,消除了淬火隱性裂紋,防止線切割時(shí)裂紋的產(chǎn)生。
(三)合理選用線切割加工工藝參數(shù)
在滿足一定生產(chǎn)效率的前提下。盡可能采用低電流、低切割速度、小脈寬和低線速,可以有效減小線切割時(shí)的應(yīng)力,防止裂紋的產(chǎn)生。
(四)補(bǔ)充回火
在線切割后立即進(jìn)行補(bǔ)充回火,一方面消除線切割過程中形成的附加應(yīng)力,同時(shí)也改善線切割表層的白亮組織。補(bǔ)充回火溫度可低于模具回火溫度20~40℃,回火時(shí)間一般為3~5 h。對(duì)防止線切割模具在存放或使用中開裂、保持模具日后使用中尺寸的穩(wěn)定性和使用壽命都極有好處。
四、結(jié)束語
對(duì)CR12MO1V1鋼制模具在熱處理及機(jī)加工藝方面進(jìn)行了工藝研究,經(jīng)生產(chǎn)應(yīng)用表明,其良好的強(qiáng)韌性對(duì)提高模具壽命起到了較明顯后果,結(jié)合實(shí)際操作,該磨具在沖孔1000件左右時(shí),沒有出現(xiàn)斷裂,毛邊、沖孔尺寸超差等現(xiàn)象,提高了工作效率,滿足了工期。
參考文獻(xiàn):
[1]曹光明、提高CR12MO1V1鋼模具壽命的熱處理工藝[J]、熱加工工藝、2004(10),46-48
[2]鄒濟(jì)林、表面強(qiáng)化技術(shù)在模具型腔的應(yīng)用[J]、模具工業(yè)、2001(5),45-47
[3]李蘭、谷南駒、高碳及高碳合金鋼中的顯微裂紋及其對(duì)機(jī)械性能的影響[J]、金屬熱處理、1981.6(5),22-23
作者簡(jiǎn)介:
鞠小虎(1985.11.08—),男,遼陽石油化纖公司建修公司,工程師。
作者單位:中國(guó)石油遼陽石油化纖公司建修公司