機械零件測繪中有關尺寸圓整問題研究
2020-09-10 07:22:44徐燕
內燃機與配件 2020年18期
徐燕
摘要:在機械零件測繪的過程中會遇見諸多問題,最為顯著的一個問題就是零件尺寸被測量之后,通過何種方式對于公稱尺寸和公差的問題進行測繪。本文對于尺寸圓整等運用模式進行了詳細的分析,便于在機械測繪實踐中便捷、精準地確定機械零件的基本尺寸、公差和偏差等,為機械零件測繪路徑提供理論參考依據。
關鍵詞:機械零件測繪;尺寸圓整問題;圓整
0? 引言
對于實物所測的尺寸數據結果,很大程度上不是整數,因此在具體的行業操作中,要對所測量的尺寸展開處理、圓整。尺寸經過圓整之后,借助于簡化的計算模式,可以使圖形清晰度更高。另外可以利用很多標準刀量具,使加工期限縮短,促進生產效率的提升。
1? 圓整概念
1.1 尺寸圓整? 尺寸圓整指的是從實測數據出發,推斷、分析得出原設計尺寸的公稱尺寸以及公差的整個程序。在測繪實施的進程中會有不同程度的制造和測量誤差,通過實樣測出來的尺寸在多數情況下不屬于整數,因此需要對尺寸來進行圓整。圓整涵蓋確定基本尺寸的圓整以及尺寸公差的圓整兩個項目。
1.2 設計圓整法? 設計圓整法是一種較為普遍的圓整法,其設計手段一般立足于設計程序,即以實測值為參考準繩,對于同類或相似產品的配合性質及配合類別進行參考,在此基礎上確立基本尺寸以及尺寸公差。圓整開始之前要做的首要工作就是對于數值進行優化,數值優化指的是不同的技術參數數值的簡化和統一,即設計制造過程中所應用的數值屬于國標通用的優先數,數值優化過程是標準化的基本要素,設計圓整法是現代研究者研究的重要內容。
2? 優先數系和優先數
在工業產品的設計和制造歷程中,經常會應用到非常多的數。當選擇一個數值成為某種產品的參數指標時,這個數值就會通過既定的規律向一切有關制品和材料中的對應指標進行傳播。比如如果螺紋孔的尺寸在一定的情形下,則與之相宜的絲錐尺寸、檢驗該螺紋孔的塞規尺寸、攻絲前的鉆孔尺寸、鉆頭直徑等要素也會隨之而定,這樣的情形往往被人們定義為數值的傳播。
2.1 優先數系? GB/T321-2005《優先數和優先數系》中對于優先數系進行了規定,指出優先數系分別用符號R5、R10、R20和R40等來表述,分別被稱為R5系列、R10系列、R20系列和R40系列等。
2.2 優先數? 優先數系中各個項目的任何一個項值稱作為優先數。優先數也被稱為常用值,是取三位有效數字開啟圓整后所界定下來的數值。
通常機械的核心參數,如立式車床的主軸直徑、專用工具的主要參數尺寸皆是憑借著R10系列的確定,通用型材、零件、工具的尺寸、鑄件壁厚等項目皆是通過R20系列確定。無論是設計每一項產品,其主要尺寸及參數應提前引入優先數,使其在設計的時候就步入科學、標準的體系。
2.3 確定公差等級? 通過對于標準公差數值表所進行的查閱,得Φ25mm軸的公差等級是IT7級。同時從工藝等價的性質出發可以得出孔的公差等級比軸低一級的結論,為IT8級。通過上述的描述,該孔軸對應的尺寸公差為Φ25H8/f7或Φ250+■/Φ25-0■..041■mm。
3? 非常規設計中的尺寸圓整
3.1 非常規設計尺寸圓整的原則? ①基本尺寸和尺寸公差數值不一定屬于標準化數值,可以從具體的實踐路徑出發,在尺寸圓整的實踐歷程中針對性能尺寸、配合尺寸、定位尺寸等要素保留到小數點后一位;對于在實踐中非常重要的尺寸單位,可以保留到小數點后兩位;其他尺寸單位圓整到整數。②當實際測量的尺寸圓整為整數以及帶一兩位小數的時候,尾數刪除的方法以四舍六入五單雙法為主,即在刪除的過程中,四以下舍去,逢六以上進,遇五則保留偶數的法則來進行進舍。③在對尾數刪除的過程中,是采用對一組數刪除的方法進行的,而不能逐位進行刪除。④在對于尺寸進行圓整的過程中,要優先選擇迎合國家規范和標準的尺寸系列值,尺寸尾數多呈現為0、2、5、8及諸多的偶數值。
3.2 軸向功能尺寸的圓整? 在針對軸向尺寸中的功能尺寸展開圓整操作時,比如針對參與軸向裝配尺寸鏈的尺寸,針對規模性生產中其隨機誤差分布符合正態曲線的特點,可以假設零件的實際尺寸在零件公差帶的中部,即當尺寸僅僅具備一個實測值時,就可以把該實測值當做公差中值。與此同時要最大限度地把基本尺寸憑借著國標所給尺寸范疇圓整成整數,在此基礎上保證所給公差在IT9級以內,公差值引入的是單向或雙向公差。當這類型的尺寸從屬于孔類尺寸的時候,可以取單向正公差[如Φ(30+0.026)mm];當該尺寸從屬于軸類尺寸的時候,取單向負公差[如Φ(30-0.026)mm];當該尺寸從屬于長度尺寸時,應用雙向公差[如(30±0.026)mm]。
比如在某傳動軸的軸向尺寸參與裝配尺寸鏈計算,實測值是84.99mm,之后把其進行圓整,首先要確立基礎的尺寸,通過查閱標準尺寸表知悉尺寸為85mm,之后對于公差數值進行確定。查閱標準公差數值表,在實際的尺寸大于(80-120)mm這個維度的時候,公差等級為IT9的公差值為0.087mm,公差值取0.080mm。把實測值84.99mm當做公差中值,由此圓整方案為(85+0.04)mm。因為公差值為0.08mm,在IT9公差值之內并且接近該公差值,應用雙向公差,實測值84.99mm接近(85±0.04)mm的公差中值,因此該圓整方案具有科學性,準確度頗高。
3.3 非功能尺寸的圓整? 非功能尺寸指的是普通公差的尺寸,涵蓋的內容是功能尺寸外的一切軸向尺寸以及非配合尺寸。
圖紙上若是沒有標注公差的尺寸,就會被稱為自由尺寸,自由尺寸指的不是尺寸不受約束力和限制。從實踐規律中出發,圖紙上的所有尺寸要給出相宜的公差。如果采用這樣的工作流程,會加重工作負荷,而且標注的公差會導致尺寸喪失清晰度。因此,一般的實施方法是僅僅對少數核心的尺寸標注出準確的公差數值。只有這樣圖紙才可以表述清晰尺寸相對應的產品功能。一般的情況下公差并不需要借助于圖樣來標注,需要突顯圖樣上所標注公差的尺寸,便于工作人員識別這些尺寸,在加工和檢驗的環節對于標注出來的尺寸進行分析,在此基礎上提升工作效率。
在自由尺寸并且圓整非功能尺寸為軸心的主要場所中,要選擇最為適宜的基本尺寸,確保圓整后的基本尺寸符合國家規定的標準,諸如優先數、優先數系和標準尺寸。除了特殊情況,在一般情況下不保留小數,比如8.03圓整為8,30.08圓整是30等。
4? 尺寸圓整的實施路徑
4.1 測繪中協調尺寸? 尺寸協調指的是互相聯結的零件或部件間尺寸的有效調整。一個機器系統是由多種零件組合而成,每個組成結構之間都有千絲萬縷的密切聯系。因此在實際應用當中要充分各個組件之間的協調作用,諸如部件與部件、部件與組件、零件之間錯綜復雜的關系。因此在工作過程中地域尺寸進行標注的時候,就要把所有應用于裝配設置的零件進行測量,最后分析測繪結果,并且對所測結果進行比較、分析,最終的工作環節要對于基本尺寸和尺寸偏差進行匯總測量。
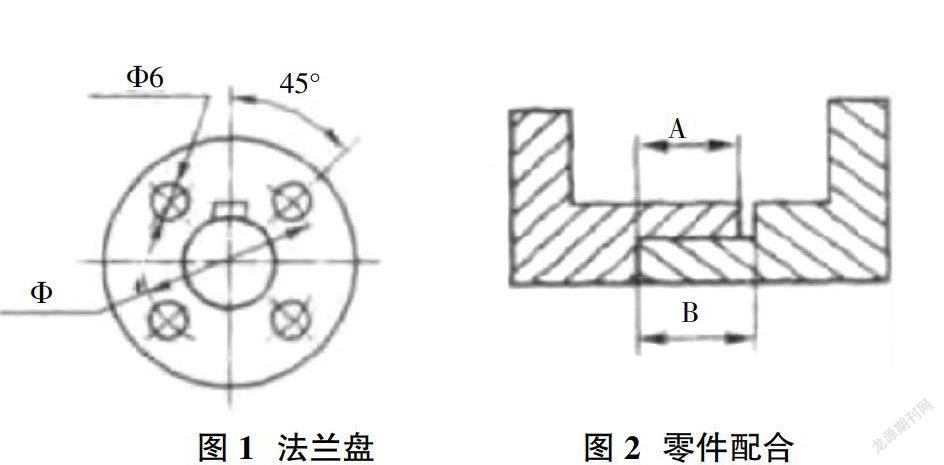
對于法蘭盤的測量,上孔的位置尺寸通同其他組件協調之后引入了相用的標注模式,圖2中的A、B尺寸,在很大程度上可以制約裝配精度和部件工作性能的正常發揮,因此兩尺寸在相互聯結之后取值上具有一定的差異。
機器設備中的配個部件的尺寸,比如孔、軸、槽等部件,要最大限度地滿足在同一時間內測量、圓整、統計等方案,其目的是為了使尺寸在統一的規范范疇內得到協調的分配。有諸多結合面的外形制作工藝粗糙,比如毛坯的制造導致了其結構不規整,這就為測繪過程帶來了一定的難度,因此要在科學分析和規劃的基礎上確定兩零件結合面的外形尺寸,達到結合出外形的基本統一的目的。
因此字進行尺寸圓整的時候,不僅要關注相關的尺寸數值,而且在尺寸的標注形式上也要充分考慮其協調性。
4.2 基準制的選用? 在針對零件的的測繪過程中,要從兩件在機械之間的作用和關系來確定引入基孔制還是基軸制。在機械制造過程中通常都采用國家規定的基孔制,基孔制的選用,可以很大程度上減少加工用的定值刀具(如加工所使用的锪鉆、鉸刀、擴孔鉆、拉刀等)和量具的數量,便于生產歷程的生產。例如用一種鉸刀就可以制作出三種基孔制不同形制的孔,而加工基軸制中的三種不同配合的孔時,要用到三種鉸刀。
4.3 確定公差等? 為了保證測繪質量,所選零件尺寸的公差等級要迎合生產需求,并在滿足零件使用要求的條件下,盡量選取最低的公差等級,使公差值達到最大化,在此基礎上簡化加工方式,降低消耗成本。
在實際的機械零件測繪中,通常情況下都要引入類比法來確定尺寸的公差等級,以實踐經驗為基礎,參照以往檢驗過的同類零件為參照物,之后再做出比較決定,與此同時,要對加工方法的兩方面來展開考慮。當公差等級較高的時候,一般是高于或等于7級8級,因為高公差等級的孔位加工工作較為復雜,因此要充分考慮到孔軸工藝等價性原則,在實踐過程中經常引入的是孔的公差等級比軸低一級的方法;當公差等級較低的時候,引入的是孔軸同級配合的方法;當基本尺寸大于500mm時均采用軸絲同級配合的方法來進行。
5? 結語
綜上所述,在機械零件測繪中有關尺寸圓整的問題屬于建立在實踐基礎上的經驗之談,涵蓋較多的設計元素。如果是非常重要的機械設備,還可以通過計算法或試驗展開驗算核實和修正。尺寸圓整建立的基礎是根據實測值,按照以往類似產品來進一步確定基本尺寸。尺寸圓整的運作規律過程較為簡單,它主要是以基本尺寸是否需要保留小數為立足點,通過對一般機械零件基本尺寸來展開分析,按零件的具體結構要求以及尺寸要求來進行圓整。本文就機械零件測繪中有關尺寸圓整問題展開論述。
參考文獻:
[1]劉潔,盧秋霞,謝立秋.基于應用型人才培養的《機械制圖與零件測繪》課程教學改革分析[J].中小企業管理與科技(下旬刊),2020(02):135-136.
[2]崔立紅.基于工作過程的“機械制圖與零件測繪”課程教學創新改革[J].科技與創新,2019(21):90-91.
[3]趙云紅,裴兆迎.新學制下的中職《機械制圖》零件測繪——談《機械制圖測繪指導書》編寫思路[J].科技風,2015(18):181.
[4]符莎.機械零件測繪中尺寸的處理方法[J].職業,2012(17):91-92.
[5]楊利明.機械零件測繪中有關尺寸圓整問題的探討[J].河南科技,2011(19):70-71.