影響氣缸套內孔石墨裸露率因素的研究
2020-09-10 07:22:44肖培賢
內燃機與配件 2020年18期
肖培賢



摘要:氣缸套是發動機關鍵零件之一,被稱為發動機的心臟,而氣缸套內孔表面的珩磨質量的高低直接決定了氣缸套的性能。氣缸套珩磨質量除了用內孔形位公差、線性化的支承率曲線(Rpk/Rk/Rvk等參數)和概率支承率曲線(Rpq/Rq/Rmq等參數)進行評價外,氣缸套內孔珩磨石墨裸露率也是評價珩磨質量的另一個重要特征,目前越來越多的客戶開始要求對石墨裸露率進行控制。
Abstract: The cylinder liner is one of the key parts of the engine and is called the heart of the engine. The honing quality of the surface of the cylinder bore inner surface directly determines the performance of the cylinder liner. In addition to the inner hole shape and position tolerance, linearized support rate curve and probabilistic support rate curve for evaluation of cylinder liner honing quality, the exposed rate of graphite for honing of cylinder liner bore is another important feature for evaluating honing quality. At present, more and more customers are asking for control of the graphite exposure rate.
關鍵詞:氣缸套;珩磨質量;石墨裸露率
Key words: cylinder liner;honing quality;exposed rate of graphite
0? 引言
氣缸套是內燃機的關鍵核心零部件之一,也是易損件之一。影響氣缸套使用壽命的因素除了材質、網紋參數外,氣缸套內孔表面石墨裸露率也是一項極為重要的影響因素。石墨是一種耐磨、潤滑性極好的物質,氣缸套內孔表面裸露的石墨可以很好的起到潤滑的作用,降低氣缸套內孔表面和活塞環之間的摩擦力,延長氣缸套和活塞環的使用壽命。
本文主要介紹了石墨裸露率的定義、石墨裸露率的檢測方法和檢測部位。然后通過對現階段石墨裸露率的調查,進而發現不同產品的石墨裸露率差異較大,為了弄清楚影響石墨裸露率高低的因素,我們分別從氣缸套材質、氣缸套加工生產線、氣缸套珩磨工藝等幾個方面進行實驗和分析,得出了各種條件下的石墨裸露率數據。
1? 氣缸套內孔石墨裸露率及檢測方法介紹
1.1 氣缸套內孔石墨裸露率介紹
①石墨裸露率:氣缸套內孔表面裸露的石墨數量與裸露的石墨和未裸露石墨之和的比值,即氣缸套內孔表面石墨裸露率=裸露石墨數量÷(裸露石墨數量+未裸露石墨數量)×100。
②裸露石墨:氣缸套在珩磨過程中,內孔表面在珩磨力的作用下,使隱藏在表面的石墨暴露出來,并且不被后續加工所覆蓋,則為裸露的石墨。
③未裸露石墨:氣缸套在珩磨過程中,內孔表面下的石墨沒有因為珩磨里的作用而裸露或已經裸露的石墨在新的珩磨力的作用下被金屬所覆蓋,則該石墨為未裸露的石墨。
1.2 氣缸套內孔石墨裸露率檢測方法介紹
1.2.1 檢測試樣制作步驟
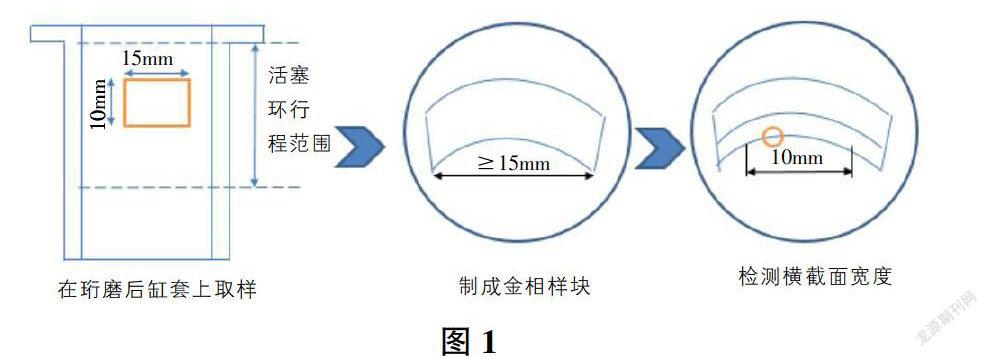
①取樣:在成品缸套內孔表面,活塞環行程范圍內進行取樣。樣品長度為15-20mm,高度為10-15mm,檢測部位為橫截面的中間10mm,如圖1。
②制樣:將端面用切割機切平,用錫箔紙將內壁包裹,然后將試樣鑲嵌在膠木樹脂上,保證帶有圓弧的橫切面向上。
③磨制和拋光:將上述鑲嵌好的樣品用砂紙(從400-1200#)磨制,最后用W2.5的拋光劑,進行拋光。
1.2.2 石墨裸露率檢測方法
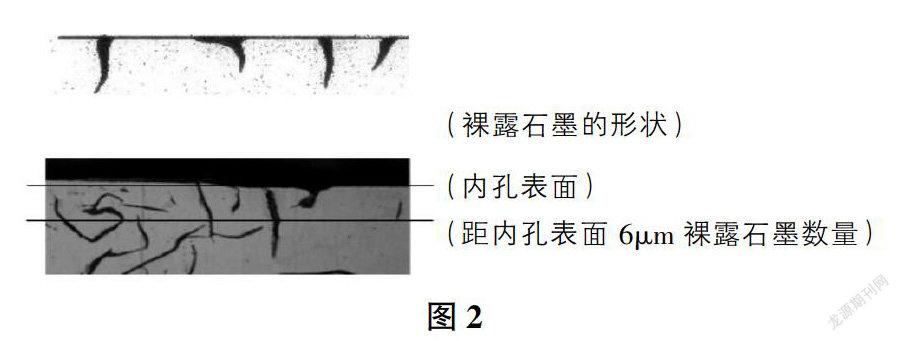
把拋光后的試樣放在顯微鏡下,在500倍視場下觀察單個視場內孔表面裸露的石墨個數,然后在距內孔表面6μm的范圍內觀察石墨總數,即可計算單個視場內的石墨裸露率。判定時至少觀察10個視場,用所有觀察視場的石墨裸露率的平均值進行判定。
說明:距氣缸套內孔表面6μm這條分界線非常重要,該線決定了石墨的總數量,如果沒有該線的界定,將無法計算石墨裸露率。該線的確定是基于與國外同行、國內外重點客戶溝通共同確定的結果。
2? 現階段氣缸套內孔石墨裸露率調查
弄清楚目前不同產品和不同生產線的石墨裸露率結果,不僅可以了解我公司目前石墨裸露率的控制水平,也可以為后續研究石墨裸露率的影響因素奠定基礎。為更好的分析我公司各種產品現階段石墨裸露率的結果,我們隨機從公司生產的產品中抽查,但抽查時涵蓋目前公司各大系列材質與不同生產車間的產品,其統計結果如表1所示。
從抽檢結果看,不同產品的石墨裸露率差異比較大,初步分析影響石墨裸露率高低的因素可能與產品材質、生產線和珩磨工藝等相關。
3? 影響氣缸套內孔表面石墨裸露率因素
3.1 不同材質同一生產線氣缸套內孔石墨裸露率對比
氣缸套材質是否對石墨裸露率有影響?為了驗證該疑問,我們選取不同材質的氣缸套,在同一條生產線上生產,使用相同的珩磨參數和珩磨砂條,然后分別檢測石墨裸露率,其結果如如表2所示。
通過實驗,我們發現不同材質石墨裸露率的檢測結果差異非常大,說明材質對石墨裸露率有較大的影響。
3.2 同一材質不同生產線氣缸套內孔石墨裸露率對比
如果氣缸套使用相同的材質,僅僅是生產線或珩磨工藝不同,氣缸套的石墨裸露率是否有差異?為了研究生產線對石墨裸露率的影響,我們使用同一材質產品在不同生產線上加工,然后檢測其石墨裸露率,檢測結果如表3所示。
通過該實驗,我們發現同一材質氣缸套,使用相同的珩磨條和珩磨工藝,石墨裸露率與生產線關系不大。
3.3 不同珩磨工藝氣缸套內孔石墨裸露率對比
珩磨工藝和珩磨砂條對氣缸套石墨裸露率有何影響?為了弄清楚該問題,我們分別使用同一珩磨砂條,不同珩磨參數以及使用不同珩磨砂條,相同的珩磨參數對氣缸套進行加工,然后分別檢測石墨裸露率。
3.3.1 珩磨參數對氣缸套內孔石墨裸露率的影響
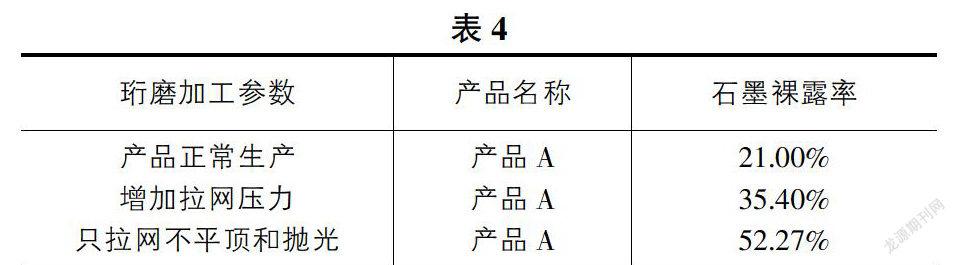
為了驗證珩磨參數對石墨裸露率的影響,我們選擇使用同一種產品,然后分別使用不同的珩磨參數對缸套內孔進行加工。此次實驗我們選擇三種珩磨加工方式:正常珩磨工藝、增加拉網壓力、只拉網不平頂和拋光。其結果如表4所示。
通過實驗,我們得出珩磨參數對石墨裸露率有較大影響的結論,當拉網壓力升高,網紋比較清晰,石墨裸露率就較高。如果只拉網,不進行平頂和拋光,則石墨裸露率明顯升高。
3.3.2 珩磨材料對氣缸套內孔石墨裸露率的影響
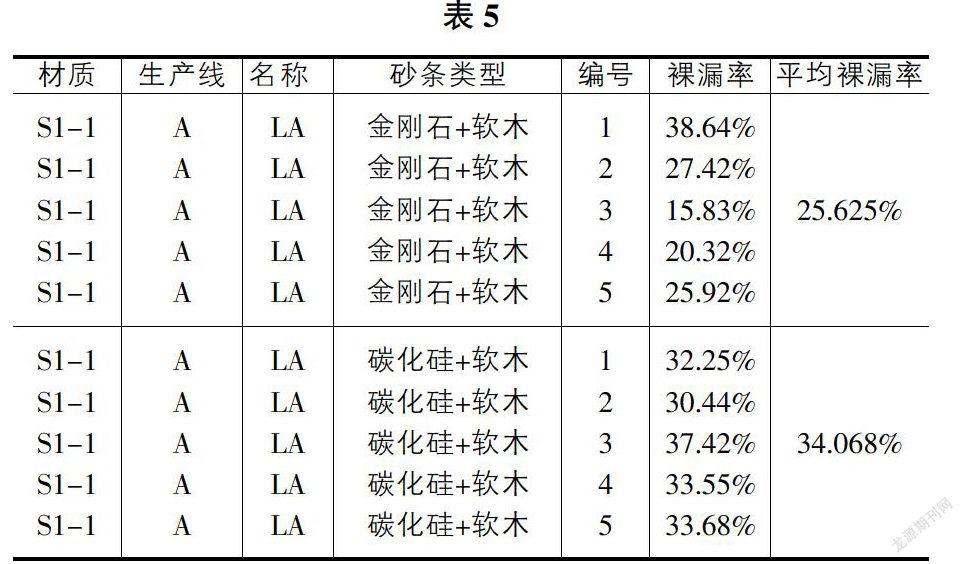
為了研究珩磨砂條對石墨裸露率是否有影響,我們特意使用不同珩磨砂條對同一產品進行加工,然后分別檢測石墨裸露率。其方案是金剛石砂條拉網配合軟木砂條平頂,以及碳化硅砂條拉網配合軟木砂條平頂。其結果如表5所示。
通過實驗對比,珩磨砂條對石墨裸露率的穩定性有影響,碳化硅拉網產品的石墨裸露率比金剛石拉網產品的石墨裸露率穩定。
4? 影響氣缸套內孔石墨裸露率的因素總結
根據以上的實驗我們認為,影響石墨裸露率的因素有很多種,歸納起來如下幾個方面:①氣缸套材質對石墨裸露率有較大的影響,這其中化學成分、碳硅含量及碳當量、金相組織和石墨形態的分布等對石墨裸露率的影響較大。②氣缸套珩磨加工方式對石墨裸露率有較大的影響,比如拉網壓力高而平頂壓力低時石墨裸露率會較高、只拉網不平頂時石墨裸露率較高。③氣缸套內孔珩磨砂條對石墨裸露率有一定影響,碳化硅砂條拉網比金剛石砂條拉網所產生的內孔石墨裸露率更穩定。④生產線對氣缸套內孔石墨裸露率影響較小,相同材質的產品在不同生產線加工,最終石墨裸露率差別不大。
通過目前國內外客戶對氣缸套石墨裸露率要求的分析以及我們進行的相關試驗,我們認為氣缸套內孔石墨裸露率至少要達到20%,比較理想的狀態石墨裸露率需要達到30-50%之間,這樣裸露的石墨才能在氣缸套與活塞環之間起到潤滑、減少磨損的效果。
參考文獻:
[1]王勇,楊廣寧,張紅菊.氣缸套內孔表面珩磨質量評估[J].內燃機與配件,2018(07):122-123.