小徑管上插入式管座角焊縫的射線檢測
2020-09-10 07:22:44施佳鋒
科教創新與實踐 2020年27期
施佳鋒
摘要:對于小徑管上插入式管座角焊縫射線探傷存在的薄弱的環節,提出采用雙壁透照方法檢測插入式管座角焊縫并研討其可行性。經現場多次驗證,取得良好效果。該方法彌補了小管徑插入式管座角焊縫內部的質量檢驗,保證了角焊縫內部的質量,為使用單位提供了極高的安全保障。
關鍵詞:射線探傷;插入式管座式角焊縫;雙壁透照
插入式管座角焊縫在核電廠可視流動指示器上廣泛運用,可視流動指示器是測量或觀察流體介質混濁程度及是否流動的必要附件。然而,管座式角焊縫內部的質量檢測,特別是小徑管上插入式管座角焊縫內部的質量檢測,在我公司乃至國內眾多企業,都是一個薄弱環節。
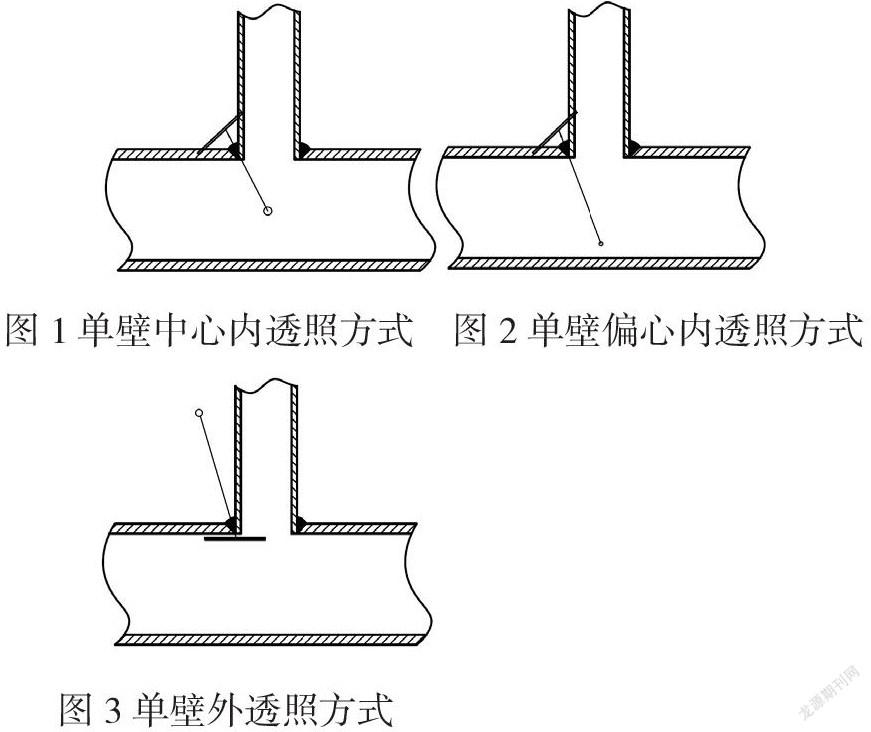
在標準上插入式管座角焊縫的典型透照方式有3種:單壁中心內透照方式,單壁偏心內透照方式,單壁外透照方式。見下圖
因為插入式角焊縫的主管較小,選擇源在外單壁透照方式時膠片不能很好的放入主管內,選擇源在內的單壁透照方式時,幾何不清晰度達不到要求。
因此,本人依據實踐經驗,試采用雙壁透照法檢測插入式角焊縫的工藝。經現場多次驗證,取得良好效果。
1.插入式管座角焊縫射線探傷技術
插入式管座角焊縫焊接坡口開在主管道上,坡口角度多為45°~50°,焊后將其表面修磨成圓角,避免在使用中產生應力集中,從而導致焊接接頭失效。同時,焊腳高度應不低于支管壁厚度值,以保證角焊縫的焊接質量。
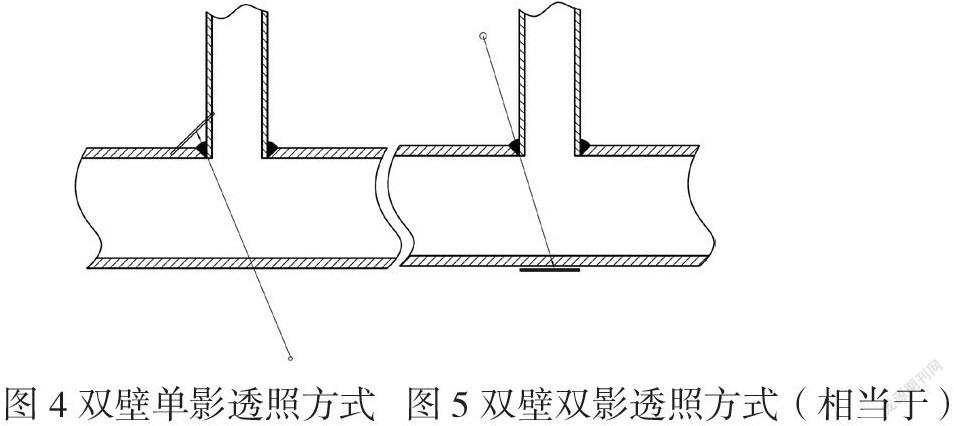
1.1? 雙壁透照法檢測插入式管座角焊縫示意圖(見圖4圖5)
雙壁透照法檢測插入式管座角焊縫有2種方式:
1.2? 管座式角焊縫射線探傷工藝
1.2.1射線能量的選擇
對于薄壁管來說,X射線總能獲得較高的靈敏度。選擇X射線能量的首選條件是具有足夠的穿透力。X射線的穿透力取決于管電壓。從靈敏度角度考慮,X射線能量的選擇原則是在保證穿透力的前提下,選擇較低的射線能量。但是,管座式角焊縫屬于大厚度比試件,因此,在對管座式角焊縫實際拍片中,為了提高射線照相的寬容度及降低散射比,減少邊蝕效應,管電壓的選定,在保證不超過材料厚度允許使用的最高管電壓的前提下,盡量使用較大的管電壓。
1.2.2? 照射角和焦距的選擇
管座式角焊縫不同于普通的對接焊縫,通常只開單邊坡口,在焊接過程中,焊縫根部很容易產生未焊透和未熔合兩種嚴重的焊接缺陷,嚴重地影響焊接接頭內在質量。另外,管座式角焊縫有著較大的透照厚度變化。綜上考慮,為保證查出焊縫根部的面積型缺陷及兼顧到透照厚度比問題,插入管座式角焊縫射線探傷照射角度應為20°~30°。
焦距對射線照相靈敏度的影響主要表現在幾何不清晰度上,對于管座式角焊縫,由于特殊的試件形狀及射線透照方式,因而,在對管座式角焊縫進行雙壁透照拍片時,應選擇較大的焦距。
1.2.3? 像質計的選用和放置
使用通用線性像質計,根據像質計能被投影到被檢測區的位置而放置,并盡可能的置于黑度最小區域。
1.2.4? 膠片的選用
對于管座式角焊縫射線探傷,可選用兩種不同感光度的膠片或同種膠片進行拍片。其目的是用于平衡透照厚度寬容度與探傷靈敏度的矛盾關系,也使透照厚度較大部位的黑度不低于許用的黑度的下限值,且IQI靈敏度不低于標準規定值。
1.2.5? 透照次數和透照長度
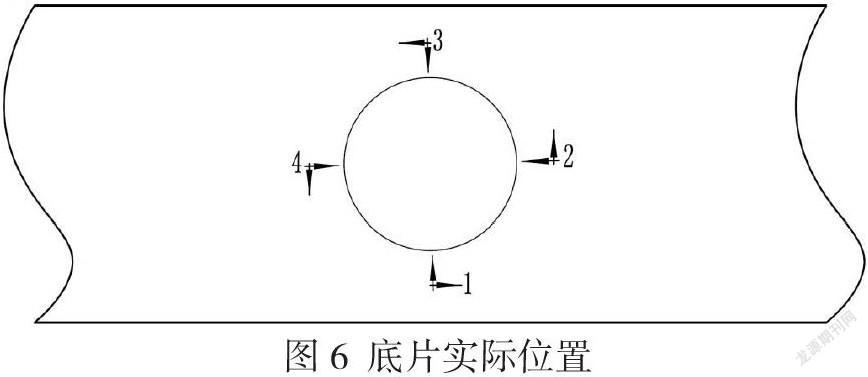
小徑管插入式管座焊縫既有環向焊接接頭又有縱向焊接接頭,計算透照次數和透照長度比較復雜。考慮到支管的阻擋,小徑管插入式管座焊縫應透照4次,透照長度安照支管等分。見下圖6。
2.實例
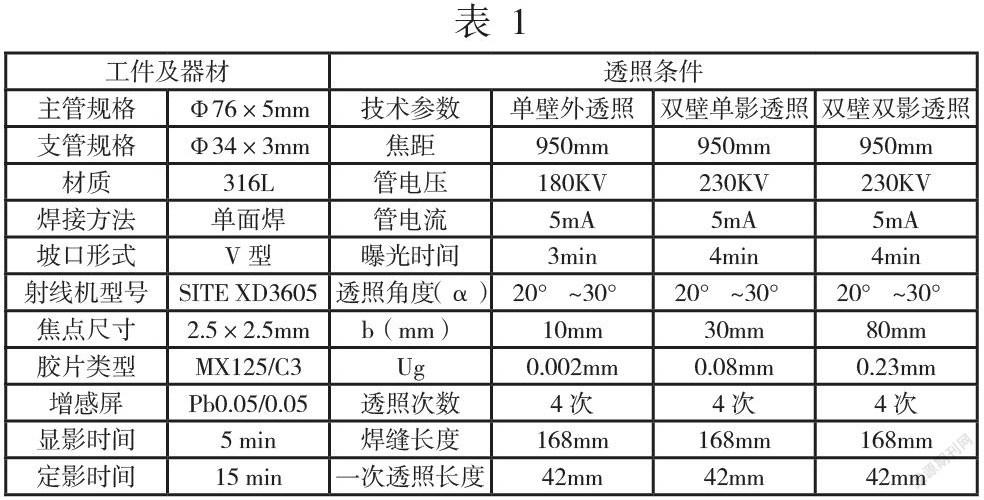
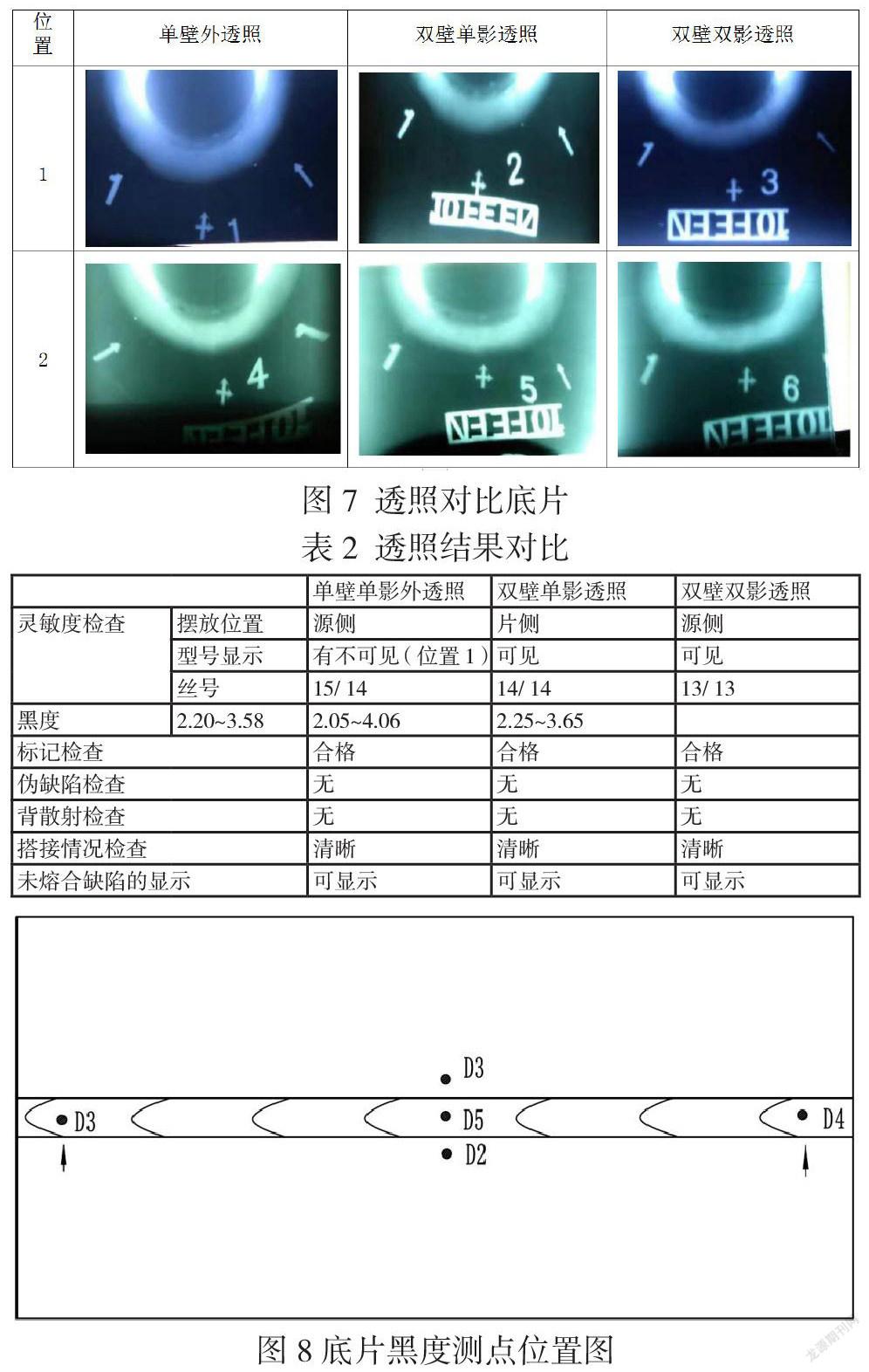
為很好驗證雙壁透照技術在實際工作中的可行性,在此以φ76×5(主管)和φ34×3(支管)的鋼管組成的插入式管座角焊縫為例,用雙壁透照技術與使用單壁外透照方式作對比,透照條件和技術參數見表1進行射線透照。
透照底片見圖7, 透照結果見表2,底片黑度測點位置見圖8。
3.底片評定的綜合分析
雙壁透照法檢測插入式角焊縫時底片的黑度、搭接情況、背散射情況都能滿足標準要求,而且,使用雙壁透照法能滿足雙壁雙影透照法靈敏度的要求,也能檢測出插入式角焊縫根部最容易產生未焊透和未熔合兩種嚴重的焊接缺陷。
與單壁外透法相比,使用雙壁雙影透照法時可以放置較全的標識標記,膠片不需彎曲,不易產生偽缺陷,在主管兩側用鉛板對直接處于射線照相的那部分膠片進行遮蔽時,底片上的邊蝕散射也較少。
但是,使用雙壁透照法檢測插入式角焊縫與單壁外透法相比,影像畸變較大、位移明顯且焊縫相對膠片的距離較大,影像的幾何不清晰度較大,因此影像的質量和缺陷的檢測靈敏度相對要差些。
4.小結
雙壁透照法雖然不是檢測插入式管座角焊縫的典型透照方式,但雙壁透照法能有效檢測出插入式管座角焊縫根部最容易產生未焊透和未熔合兩種嚴重的焊接缺陷,在3種典型透照方式不能使用的情況下,應征得業主同意,主管直徑小于89mm的可視流動指示器插入式管座角焊縫采用雙壁透照法,主管直徑大于89mm的可視流動指示器插入式管座角焊縫采用雙壁單影透照法。
使用其他方式檢測小管徑插入式管座角焊縫很難,但新技術新設備的使用使得這種不可能逐漸變為可能,我們應結合管座角焊縫射線探傷的特點,合理運用探傷技術,以確保焊縫質量的完好。
參考文獻:
[1]NB/T47013-2005《承壓設備無損檢測》.[S].國家能源局.2015.09.01.
[2]《射線檢測》.[Z].中國特種設備檢驗協會組織編寫.中國勞動社會保障出版社.2007.04.
江蘇神通閥門股份有限公司? 江蘇啟東? 226232
