長筒薄壁件縱縫焊接專機設計
2020-09-10 22:23:49孟令濤
電焊機 2020年6期
摘要:長筒型薄壁件廣泛應用于機械行業中的各類儲存罐體的筒壁,其制造質量對罐體的安全性極其重要。針對長筒縱縫在拼焊時由于截面結構應力特點以及較長的焊道所導致的焊接專機難以控制焊縫質量、內表面焊接困難等問題,設計了一種長筒專用焊接專機。通過集成新型壓梁結構與新型鎖臂機結構,抵消鋼板在棍彎、夾固時產生的彈性形變,保障長筒縱縫的焊接精度。同時采用單面焊雙面成型技術,優化現有筒體焊接工藝流程和控制背面焊道成形,提高了焊接效率和焊縫質量,該專機滿足能夠滿足長筒薄壁件焊接需求。
關鍵詞:焊接專機;單面焊雙面成型;長筒薄壁件;縱焊
0 前言
長筒型薄壁件廣泛應用于機械行業[1],其加工方式主要有整體車削加工成型和鋼板拼接焊成型兩種。整體車削加工成型質量較好,但存在投入資金大、操作培訓難度高、配合設備復雜等難題,給企業造成較大負擔[2]。特別是在儲風罐、風缸等產品結構相對固定且成批次的制造行業,往往采用鋼板拼接焊成型的方式生產。
近年來隨著焊接機器人技術的不斷發展[3-4],工程師們在拼接焊接專機的設計上進行了不同程度的設計和改進。茅洪菊等人[5]設計了一種焊接變位機構,在拼裝焊接過程中將兩個工件進行同步或單獨旋轉切換工位,解決了兩工件在焊接中需要兩個變位機位置配合的難題。賈華東等人[6]改進了拼接焊工藝,提出適用于焊接專機的MAG 單面焊雙面成型焊接工藝,并探究了不同工藝參數對焊縫質量的影響。孟令濤[7]將大型鋼板在焊接中的變位、對中、壓緊等工序集成自動化,設計了一種基于單面焊雙面成型的大型拼板焊接專機,解決了大型鋼板在焊接過程中的翻面難、行程超長等難題,提高了整體焊接效率。
然而,長筒型薄壁件采用鋼板拼接焊成型方式具有較高的工藝難度。在筒型容器的焊接過程中,由于截面結構應力特點以及較長的焊道,導致焊接專機難以保持筒體縱縫貼合度。特別在應用于儲風罐、風缸等精度、密封性要求較高的筒壁時,焊縫質量對安全性的影響極其重要[8-9]。
針對上述問題,文中提出一種長筒薄壁件縱縫焊接專機設計方案。該焊接專機集成了新型壓梁結構與新型鎖臂機結構,可以抵消鋼板在棍彎、夾固時產生的彈性形變,保障長筒縱縫的焊接質量。同時采用單面焊接雙面成型技術,在提高焊接質量的同時使焊接效率提升1倍。最終高質量、高效率、低成本、自動化地完成長筒型薄壁件在棍彎后縱縫處的焊接。
1 長筒薄壁件縱縫焊接專機總體結構
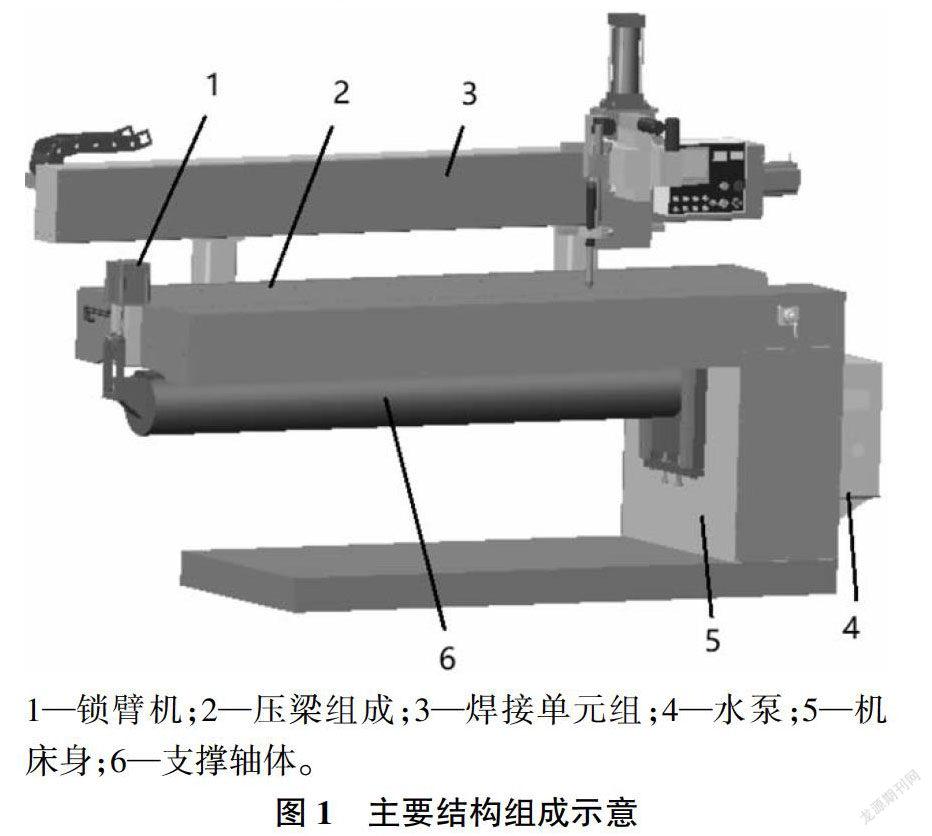
長筒縱縫單面焊雙面成型焊接專機采用型鋼板材焊接加工而成。專機主要由鎖臂機、壓梁組成、焊接單元組、水泵、機床身和支撐軸體6部分組成。主要結構組成如圖1所示。
1.1 鎖臂機
鎖臂機以風缸為動力驅動鉤門旋轉開閉,同時驅動鉤門上下移動,將支撐軸體與壓梁的懸臂端合成框架結構。利用相互作用力原理抵消夾固時的彈性形變,增強兩者剛度,保障焊縫與軌道梁平行,支撐軸體因長時間焊接產生塑性變形。
1.2 壓梁組成
兩個壓梁組成對稱布置,它們一端與機床身的箱床體通過螺栓連接,另一懸臂端通過端板以螺栓相互連接。端板外側安裝鎖臂機,內側安裝焊縫對中定位激光指示器。壓梁組成內有氣囊和琴鍵式壓指用來夾固焊接筒體。
1.3 焊接單元組
焊接單元組由軌道梁、焊接車及觸摸屏電控箱組成。軌道梁安裝有直線導軌、滾珠絲桿和伺服電機,焊接車在滾珠絲桿驅動下沿直線導軌水平移動。焊接車上裝載有焊縫對中移動激光指示器及垂向直線導軌,升降構架由風缸驅動,沿垂向直線導軌快速升降。升降構架上安裝有微調電動滑塊,微調焊槍橫向和垂向與焊縫距離。微調電動滑塊上裝有擺動器,設定焊槍擺動焊接。觸摸屏電控箱安裝在焊接車上。軌道梁通過螺栓與一側壓梁組成相連接。1.4 水泵
水泵系統具有散熱和循環水功能,它能將焊接時產生的熱量迅速散發降溫。
1.5 機床身
機床身由底座和箱床體兩部分組成,它們通過螺栓相連,便于調平安裝和運輸。箱床體內部安放有氣動控制系統用來控制壓緊和鎖臂機等氣動機構。
1.6 支撐軸體
支撐軸體由空心厚壁鋼管組焊加工成型,支撐軸上使用平面螺釘連接一條紫銅條墊,紫銅條墊表面為弧面,與焊接筒體內表面貼合,用于散熱和通背部保護氣體。紫銅條墊中間加工一溝槽,控制背面焊道成形,并形成區域氣體保護(簡稱“背保”)。
2 焊接專機關鍵結構設計
2.1 背保
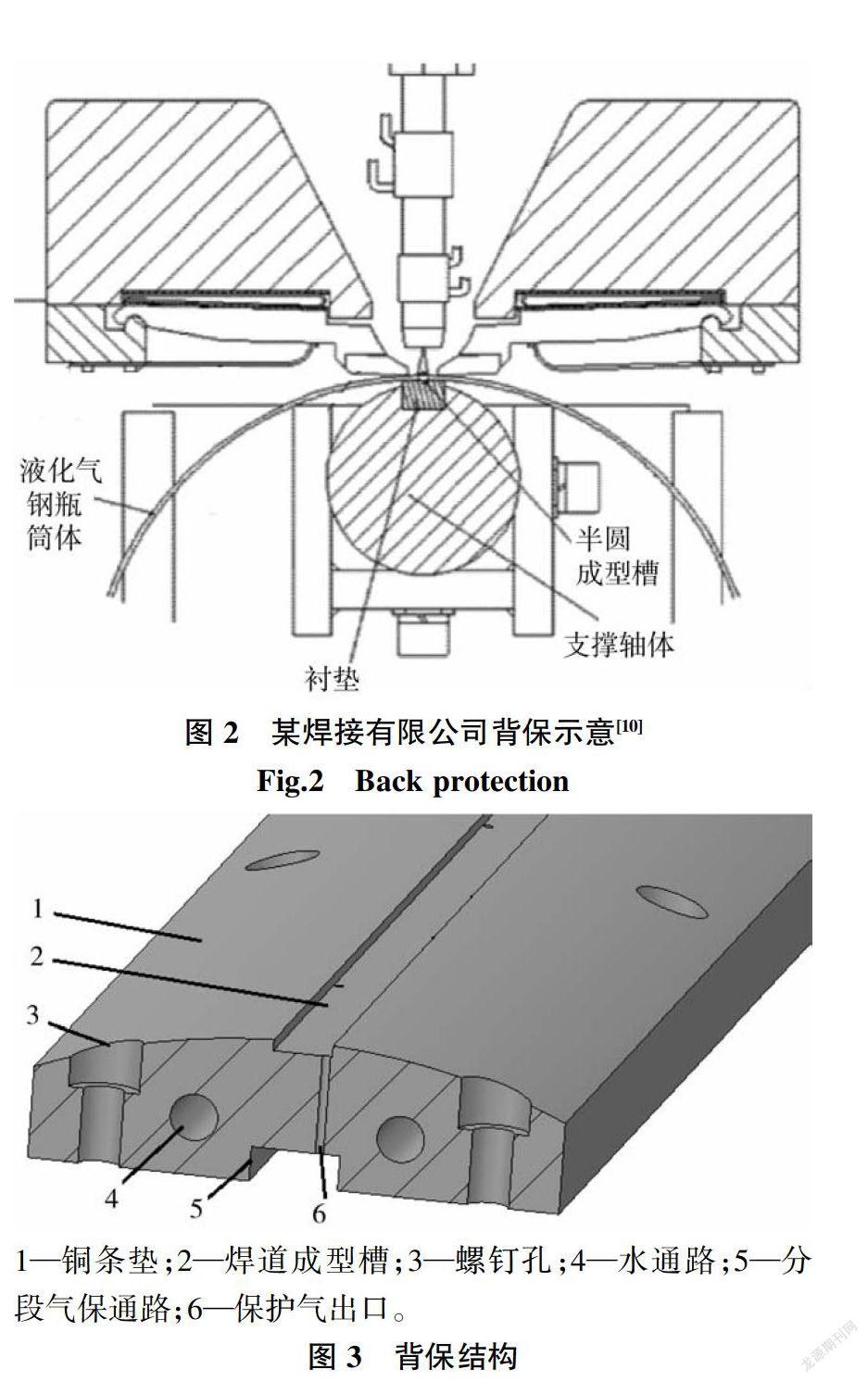
單面焊雙面成型核心技術在于背部氣體保護、焊道成型控制及快速散熱。目前,雙面焊機背墊普遍采用半圓成型槽和伏貼鋼管通水冷卻,控制背面焊道成型。其缺點是:(1)焊接時背面無保護氣體;(2)鋼管壓扁伏貼在背墊下,熱交換率低,散熱能力差。國內某型號的液化氣鋼瓶筒體縱縫雙面成型焊接設備只有半圓成型槽、無氣體保護。而某雙面成型焊機則采用半圓成型槽內鉆孔通保護氣,該方式解決了焊道背面的保護氣體問題,但同時也帶來鐵水涌入通氣孔的問題。當焊接鐵水下垂較大時,焊道背面出現焊瘤,嚴重時會粘連到孔內。某焊接有限公司背保示意如圖2所示[10]。
文中采取導熱性良好的純銅(紫銅)制成條墊,在銅條墊中對稱加工兩路通孔過循環水,由于水直接在銅條墊內流動使得熱交換率最大,可快速降低焊接熱量,達到鐵水冷卻成型和連續焊接。在條墊中間上面加工方型溝槽,溝槽深度控制背面焊道余高,在溝槽內兩側均布鉆有小孔,邊孔避開下垂鐵水托扶區域與各段氣保通路相通。在條墊中間下面加工有分段溝槽,每段溝槽獨立供應保護氣體,跟隨焊槍逐段供氣、節省焊接用氣。背保結構如圖3所示。
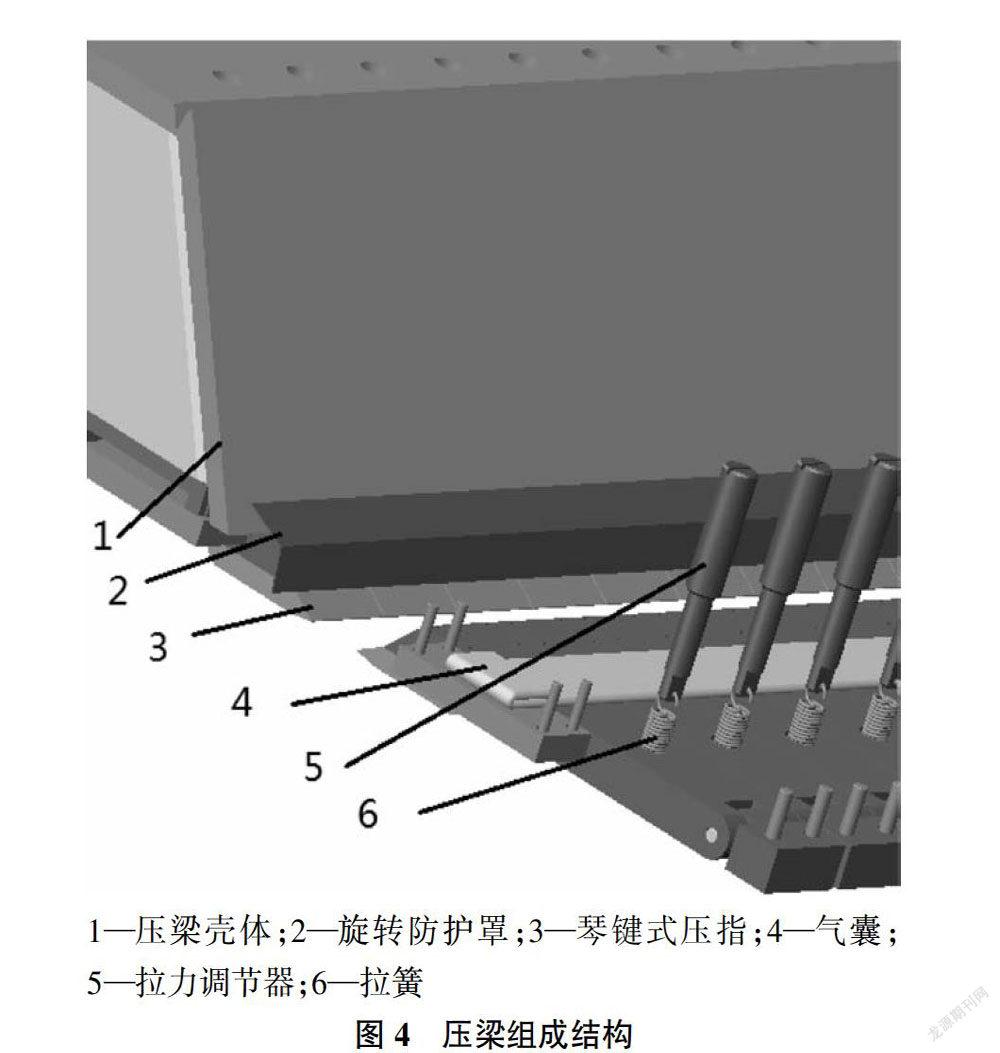
2.2 壓梁組成
由于筒體橫截面呈圓形,縱縫組對時兩側的夾固點相距越近,筒體縱縫貼合越趨近于平面,筒體組對精度好,夾持穩固。在傳統焊接領域,夾緊、施壓等動作基本采用風缸為輸出動力。由于大力量風缸體積較大,導致壓梁殼體寬度和高度大,使兩側夾固點相距較遠,焊槍桿長,焊接抖動大,并且不便于觀察焊接。
文中采用小行程大推力氣囊輸出夾緊動力,配合可調拉力彈簧作用在琴鍵式壓指模塊上,完成施壓和復位功能。氣囊的應用極大地減小了壓梁殼體體積,縮短了焊槍升降距離及槍桿長度,有利于平穩焊接,便于觀察焊道成形。琴鍵式壓指指端鑲嵌黃銅材質,黃銅手指以多點施壓筒體,壓力分布均勻、貼合度高無死點。筒體內外兩面均與銅材質貼合,焊接飛濺不易粘連,不劃傷不銹鋼等板材。氣囊采用消防水袋,消防袋耐壓高、防燙傷、易獲取。壓梁組成結構如圖4所示。
2.3 鎖臂機
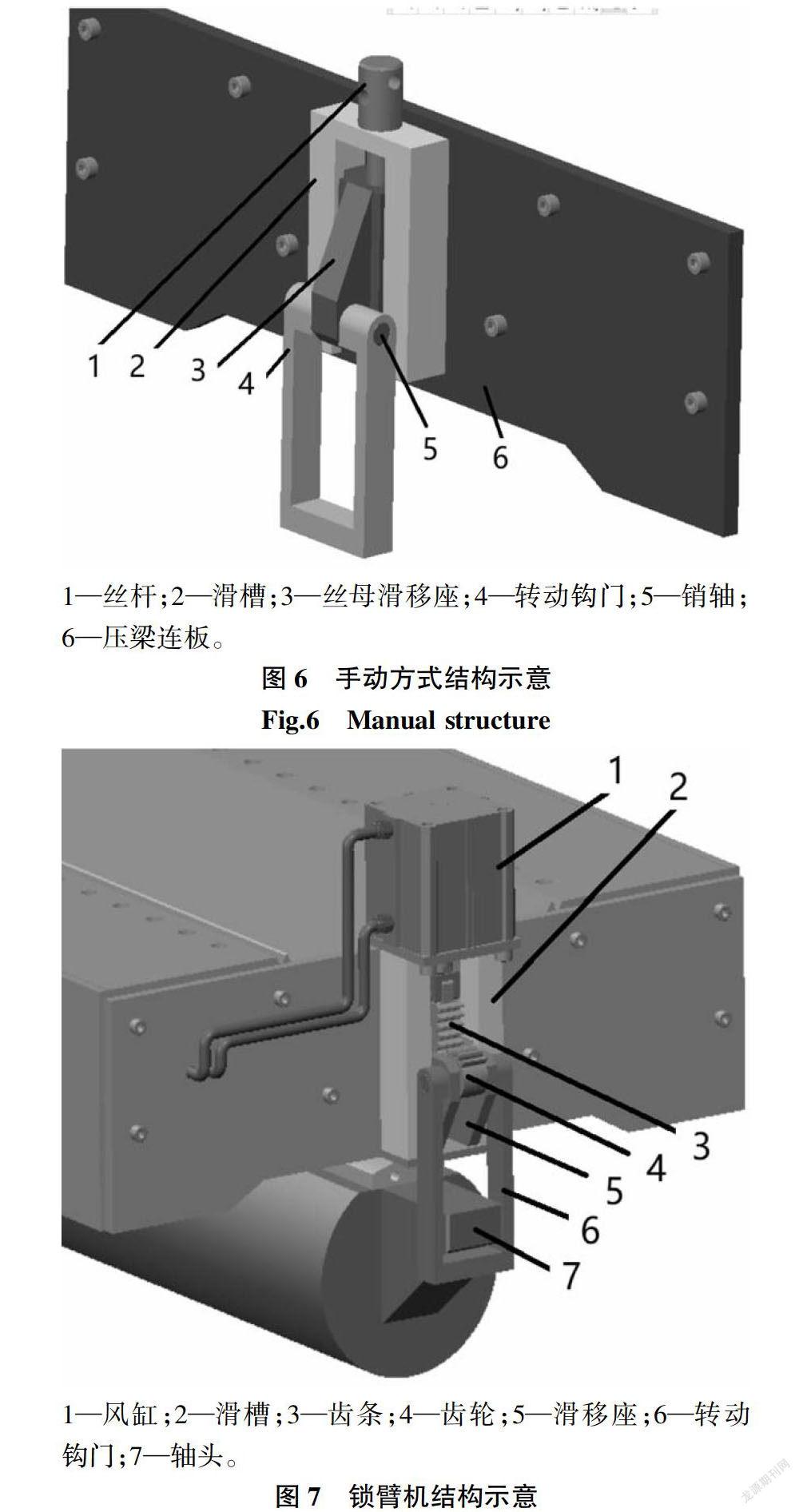
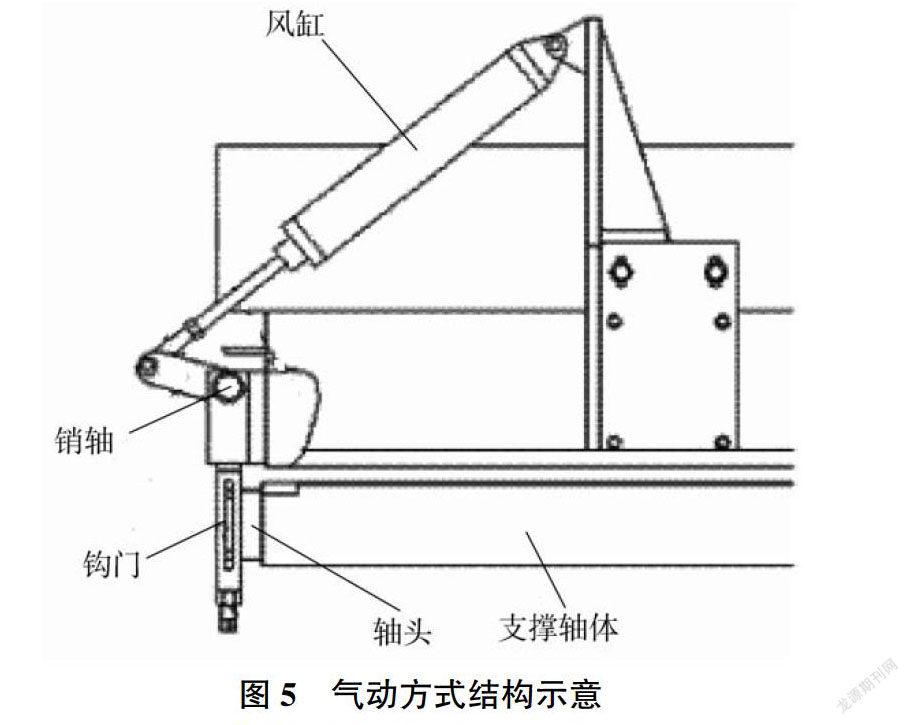
在短筒焊接時支撐軸體變形微小可忽略,但在長筒焊接時變形較大,需進行研究。目前常見的鎖緊機構有氣動和手動兩種方式。兩種方式均存在一定的問題。氣動方式:氣缸推拉,使鉤門旋轉開閉。鉤門與支撐軸體懸臂端之間要留有間隙才能順利開閉,而筒體夾固施壓,懸臂向下彈性位移,抵消間隙,鉤門才鎖臂,長期交變施壓載荷和焊接熱能,使支撐軸體發生變形及疲勞損壞。由于鉤門無上下滑動調節功能,不能適應不同厚度的筒體夾固。氣動方式結構如圖5所示。手動方式:手動翻轉鉤門,手動旋轉絲桿帶動滑體及鉤門鎖臂。人工操作費時、費力、效率低、拉力不統一。手動結構如圖6所示。
文中以單個風缸為動力,驅動齒條齒輪帶動鉤門旋轉開閉。滑移座安放在滑槽內可上下移動,滑移座上穿有轉軸,轉軸與齒輪及鉤門固定連接。當齒條被向下推動時,滑移座跟隨下落直至底部被阻擋住,此時齒輪才轉動,鉤門旋轉打開。當齒條被向上拉動時,齒輪轉動、鉤門關閉(在重量作用下)旋轉至被軸頭阻擋無法轉動,此時齒輪跟隨齒條上移,同時帶動滑移座和鉤門上移,鎖緊支撐軸體軸頭處。鎖臂機結構如圖7所示。
2.4 焊接控制系統
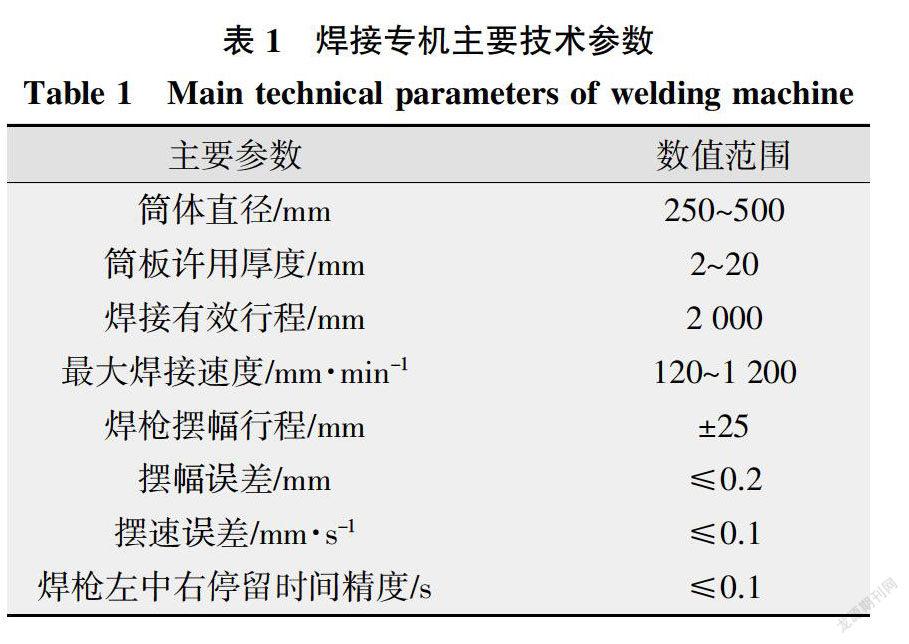
控制系統采用PLC主控,以及控制電氣元件、氣動元件、行程開關、儲存單元等,配備有示教編程功能的觸摸屏式人機交互界面,數字化程序控制,可以預置記憶8組以上參數。電動十字型微調節控制搖桿(上、下、左、右4個方向),在自動焊接過程中可以實時點動微調焊槍,微調速度可自行設定,有效行程X:±50 mm,Y:±50 mm,保證了焊道外觀成型。控制系統分為手動和自動控制,可根據需要進行切換。專機主要技術參數如表1所示。
3 長筒縱縫焊接試驗過程
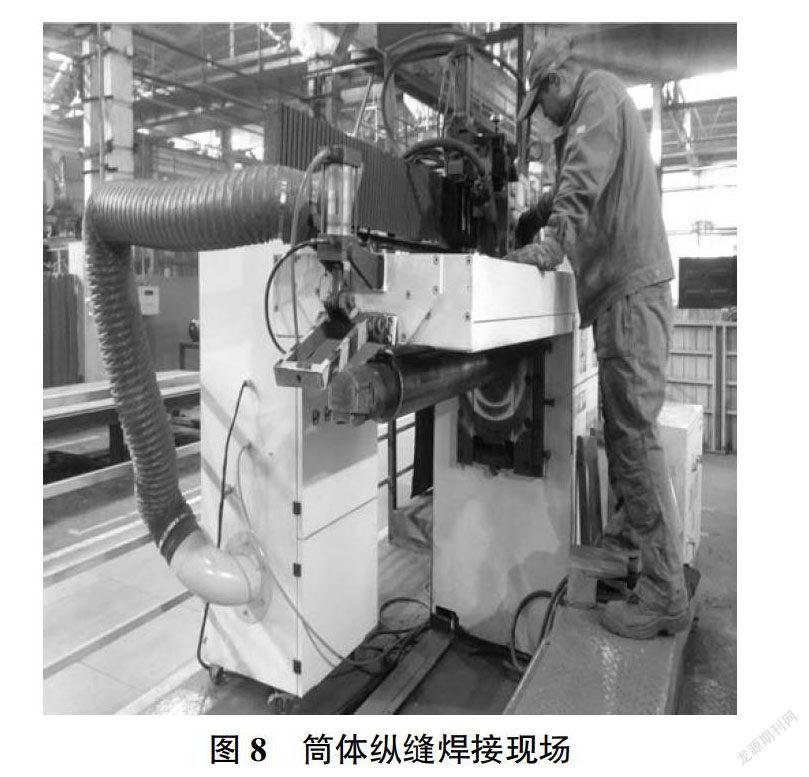
將筒體通過輸送裝置傳送至專機內,下落到支撐軸體上。通過傳感信號鎖臂機自動閉合,鎖緊支撐軸體。調整筒體使兩激光指示器光束與縱縫重合,筒體處于對中。腳踏開啟兩側琴鍵式壓指,分別下落夾固筒體。焊槍通過垂向快速升降機構下落,焊接小車水平勻速移動焊接,同時微調電動滑塊實時跟蹤焊縫,焊槍端安裝有擺動器控制焊槍擺幅。完成焊接后,焊槍通過垂向快速升降機構上升復原,焊接小車回移到焊接原點,準備下一次焊接。現場焊接過程如圖8所示。
4 結論
長筒縱縫焊接專機通過結合單面焊雙面成型技術,對背保裝置、氣囊壓力輸出式琴鍵壓指、鎖臂機等關鍵部件重新設計,使得長筒縱縫焊接專機具有低投入、高質量、高效率等優勢,優于昂貴復雜操作的機器人焊接。實際焊接測試效果符合DL/T 868-2014《焊接工藝評定規程》的要求[11]。該焊接專機應用于中國中車某公司在新西蘭IBB150L儲風缸、澳大利亞力拓160L儲風缸以及國鐵快運等車輛的制動儲風缸生產中,效果良好。
參考文獻:
[1] 劉愛群,侯權山. 貨車用儲風缸的改進[J]. 鐵道車輛,1993(3):17-20.
[2] 陳俊鋒,穆君. 長筒薄壁件精加工變形難點的攻克[J]. 金屬加工(冷加工),2019(10):54-56.
[3] 謝小寶,林健力. 焊接機器人應用現狀與研究發展趨勢[J]. 海峽科技與產業,2018(6):86-88.
[4] 霍厚志,張號,杜啟恒,等. 我國焊接機器人應用現狀與 技術發展趨勢[J]. 焊管,2017,40(2):36-42.
[5] 茅洪菊,周曉翔,曹恒泰. 針對兩工件焊接的變位機結構設計與分析[J]. 電焊機,2018,48(12):28-33.
[6] 賈華東,金偉紅,楊超,等. MAG單面焊雙面成型自動化焊接[J]. 一重技術,2017(3):68-71.
[7] 孟令濤. 基于單面焊雙面成型的大型拼板焊接專機設計[J]. 電焊機,2020,50(2):49-52.
[8] 梁春利. 既有鐵路貨車非嵌入式儲風缸故障原因分析及改進建議[J]. 鐵道機車車輛,2014,34(6):119-121.
[9] 曾威雄. 鐵路貨車儲風缸生產線的工藝優化設計與實施[J]. 軌道交通裝備與技術,2016(5):20-21,24.
[10] 袁寶興. 液化氣鋼瓶筒體縱縫焊接設備[P]. CN203853664U,2014-10-01.
[11] DL/T 868-2014,焊接工藝評定規程[S]. 北京:中國電力出版社,2014:7-9.
