直流雙脈沖MIG焊對5A06鋁合金焊縫組織和性能的影響
2020-09-10 22:23:49黃浩周洪剛耿洋茉
電焊機 2020年6期
黃浩 周洪剛 耿洋茉

摘要:針對5A06鋁合金薄板采用傳統(tǒng)TIG和MIG焊接工藝時出現(xiàn)焊接效率低、接頭性能難以滿足使用要求的問題,采用直流雙脈沖MIG焊對5A06鋁合金平板試樣進行焊接試驗。利用拉伸試驗機、掃描電子顯微鏡和光學顯微鏡等實驗設備研究直流雙脈沖MIG焊工藝對5A06鋁合金焊接接頭微觀組織和力學性能的影響。結果表明:當送絲速度為5 m/min、焊接速度為50 cm/min,脈沖頻率為3 Hz、氣體流量為25 L/min、焊絲干伸長為12 mm時,獲得了美觀的魚鱗紋焊縫表面,焊縫區(qū)為大量細小的等軸晶組織,而且焊縫橫截面氣孔較少。焊接接頭具有較好的抗拉性能,焊接強度系數(shù)達到90%以上。
關鍵詞:直流雙脈沖MIG焊;5A06鋁合金;焊縫組織;力學性能
0 前言
5A06鋁合金屬于Al-Mg系中典型的非熱處理強化鋁合金,由于其具有高比強度,良好的熱穩(wěn)定性和耐腐蝕,廣泛應用于航空、航天及其他運載工具上[1],如運載火箭的液體燃料箱[2]、超音速飛機和汽車的結構件[3]以及輕型戰(zhàn)車的裝甲[4]等。
接頭力學性能是制定焊接工藝的重要依據(jù),目前常采用交流鎢極氬弧焊(TIG)和直流反極性熔化極氣體保護焊(MIG)等方式來進行鋁合金燃油箱的焊接[5-7]。TIG焊由于采用交流電,焊接電流較大時鎢極容易出現(xiàn)燒損現(xiàn)象,造成焊縫的夾鎢,因此限制了TIG焊的焊接電流,使得焊縫熔深有限,并且采用該方法焊接時焊接生產(chǎn)效率較低。采用MIG焊時,通常采用直流反接的方法,即焊絲作為陽極。直流焊接的特點是電源輸出電流大小與方向不隨時間改變而改變。通常以噴射過渡為主,只有當焊接電流大于噴射過渡臨界電流值,才能實現(xiàn)穩(wěn)定的焊接。如果焊接電流小于噴射過渡臨界電流,只能出現(xiàn)大滴過渡或短路過渡[8]。大滴過渡的過程穩(wěn)定性差,不能進行仰焊、立焊等位置焊縫的焊接,因此采用直流MIG焊方法焊接鋁合金時存在局限性。使用脈沖焊時,在焊接平均電流低于噴射過渡臨界電流的情況下可實現(xiàn)熔滴的噴射過渡,并且脈沖的加入對焊縫熔池具有攪拌作用,不僅擴大了電流使用范圍,而且可控制熔滴過渡和熔池尺寸以及可有效控制熱輸入量,提高焊縫性能。因此,脈沖MIG焊在焊接鋁合金薄板上具有明顯的優(yōu)勢。
文中針對5A06鋁合金薄板采用傳統(tǒng)TIG和MIG焊接工藝時出現(xiàn)焊接效率低、接頭性能難以滿足使用要求的問題,采用不同工藝參數(shù)對5A06鋁合金薄板進行雙脈沖MIG焊,測試焊接接頭室溫力學性能,觀察其顯微組織,研究雙脈沖MIG焊工藝參數(shù)對5A06鋁合金燃油箱焊接接頭性能的影響機理。
1 試驗材料及方法
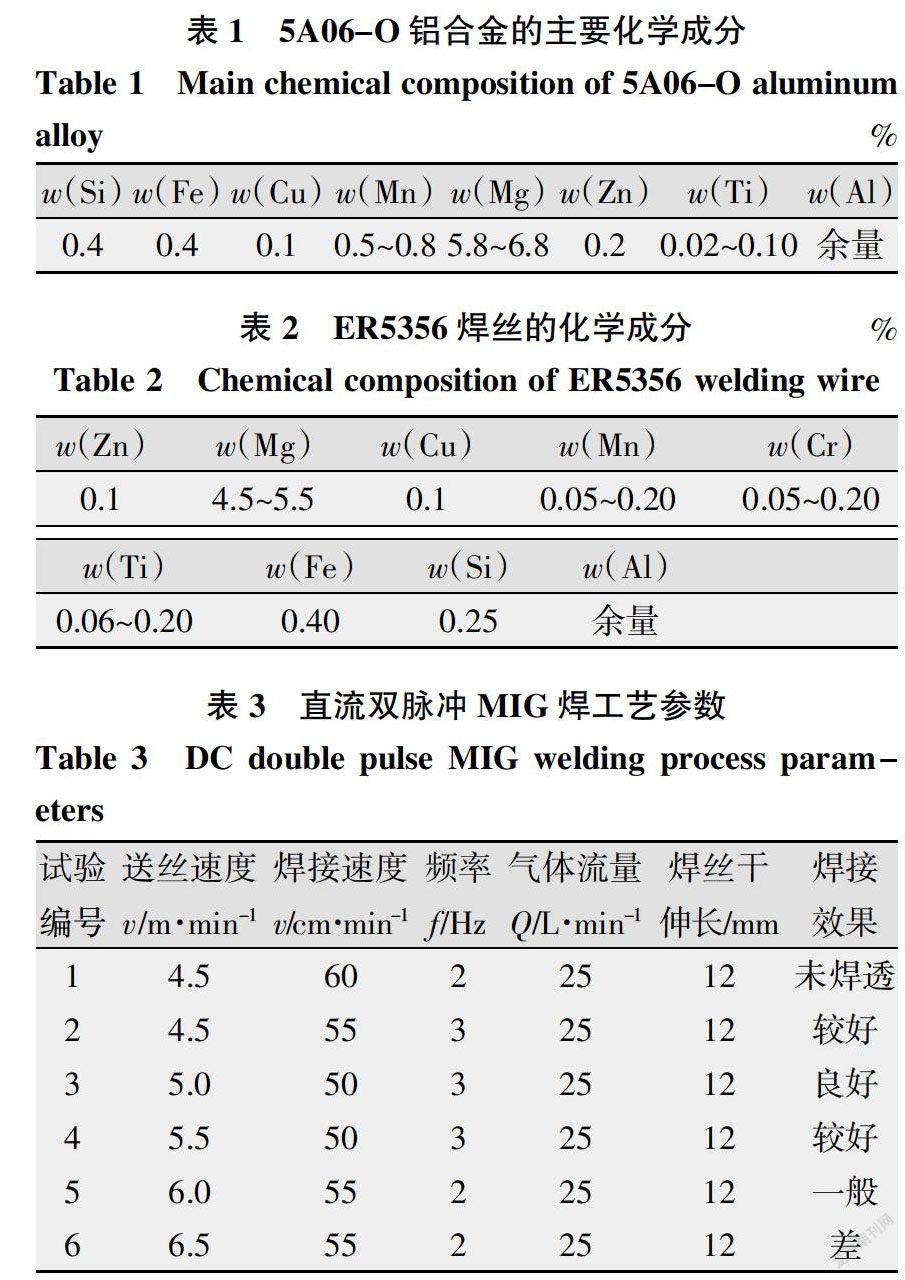
試驗用母材為5A06-O鋁合金板材,試板尺寸為300 mm×150 mm×3 mm,采用平板對接方式進行焊接,對接間隙小于等于1 mm。焊接設備采用福尼斯公司生產(chǎn)的TPS4000焊機,焊絲為ER5356,直徑φ1.2 mm,保護氣體采用純度99.99%的氬氣。母材和焊絲的化學成分分別如表1、表2所示,母材力學性能為:抗拉強度355MPa,屈服強度180 MPa,斷后伸長率17%。焊前先采用激光清洗方法將板材坡口端面清洗干凈,然后用丙酮去除坡口兩側(cè)油污。焊接工藝參數(shù)如表3所示。
試板焊接完成后進行X-射線探傷檢測,然后用機械切割法將檢測合格的焊接試板兩端各去除30 mm,再從剩余試板上截取焊接接頭的兩個拉伸試樣和一個金相試樣,并檢測其組織及力學性能。對試驗進行研磨拋光制樣,并采用Keller試劑(H2O∶HNO3∶HCl∶HF=95∶2.5∶1.5∶1∶1)進行腐蝕,然后利用LWD300LMDT型金相顯微鏡觀察接頭的金相顯微組織;使用HVS-1000A數(shù)字顯微硬度計測試焊接接頭顯微硬度,載荷200 g,保壓時間15 s。從焊縫中心左端起,沿著焊縫向右端進行測試,每隔0.5 mm測試1個點并繪制硬度曲線。拉伸試樣取樣位置要求在焊接接頭中間,采用AG-100kN材料性能試驗機測試焊后接頭室溫拉伸性能。利用Sirion200掃描電鏡測試斷口形貌等。
2 試驗結果與分析
2.1 焊縫宏觀形貌觀察
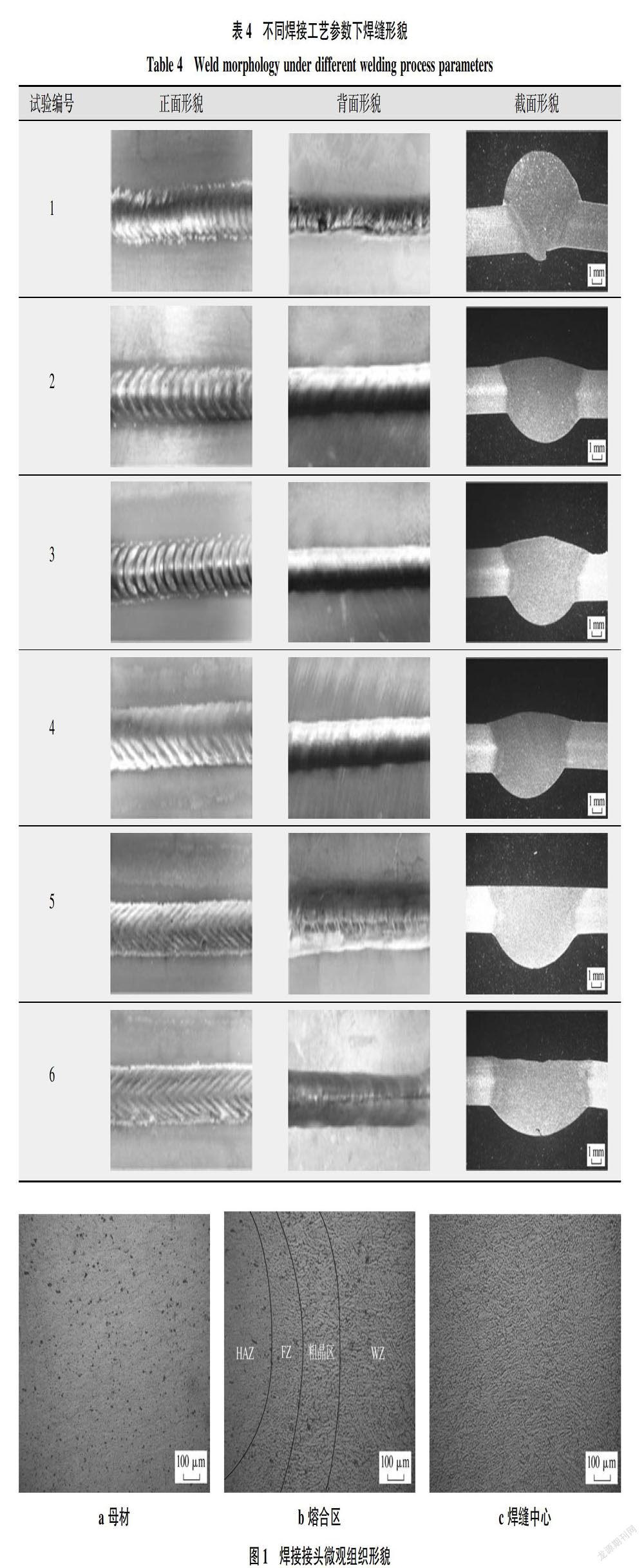
不同焊接工藝參數(shù)下焊縫形貌如表4所示。由表4可知,采用1號參數(shù)焊接時,由于焊接速度過快,焊接熱輸入迅速發(fā)散,降低了熔池深度,同時,焊縫正面余高過高,焊縫表層有密集氣孔,背面成形不連續(xù);采用2、3、4號參數(shù)焊接時,焊縫正面熔寬、余高合理,魚鱗紋整齊美觀,背面焊縫連續(xù)、適當;采用5號參數(shù)焊接時,焊縫正面無余高,背面成形良好;采用6號參數(shù)焊接時,由于焊接速度偏小,送絲速度偏大,導致焊接熱輸入集中在熔池中心;在增加熔池深度的同時,由于熔池的堆積,焊縫出現(xiàn)下塌現(xiàn)象,并且焊縫背面出現(xiàn)裂紋。
2.2 焊縫顯微組織分析
對3號焊接工藝參數(shù)焊接后的試樣進行性能分析。5A06鋁合金直流雙脈沖MIG焊接接頭如圖1所示。圖1a為母材微觀組織,呈軋制形貌,基體有強化相析出;圖1b是焊縫熔合區(qū)的微觀組織形貌,它是焊接過程中焊縫金屬向熱影響區(qū)過渡的固液并存的區(qū)域。熔合區(qū)靠近熔敷金屬一側(cè)大多為等軸晶組織,晶粒大小不均勻,并且沿著散熱方向出現(xiàn)少量柱狀晶;靠近母材一側(cè)為過熱區(qū),由于過熱區(qū)的晶粒受到熱傳導作用被快速加熱至再結晶溫度,導致其晶粒粗大。由圖1c可知,焊縫中心有大量枝狀晶,并且晶粒取向與熔合線附近的晶粒不同,基本上毫無規(guī)律,呈各向異性。
2.3 接頭力學性能及斷口分析
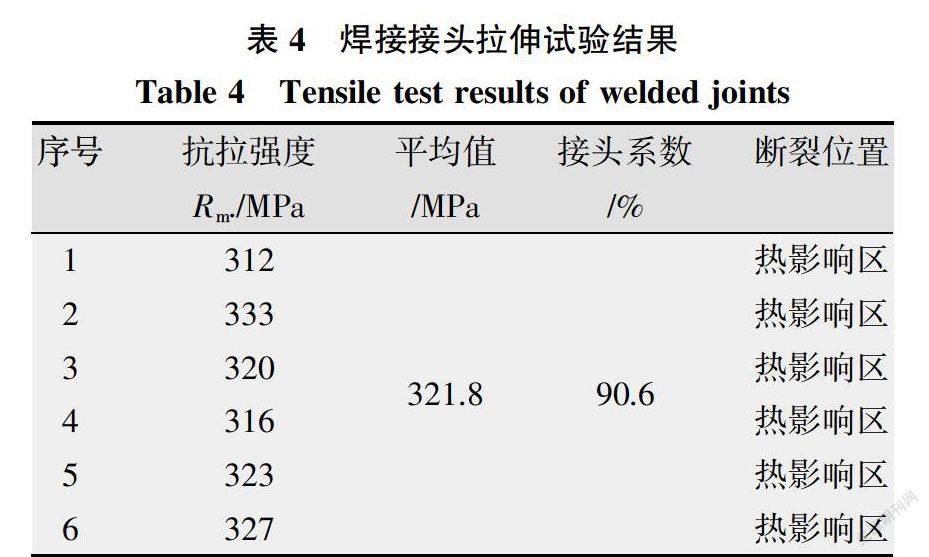
采用3號工藝參數(shù)焊接的接頭試樣在拉伸試驗過程中,所有試樣均斷裂在距離焊縫中心約5 mm處的熔合區(qū)位置,說明熔合區(qū)是整個焊接接頭最薄弱的部位。5A06鋁合金直流雙脈沖MIG焊接頭拉伸力學性能試驗結果如表4所示。焊接接頭的抗拉強度系數(shù)(K=σb接頭/σb母材)達到母材的90.6%。
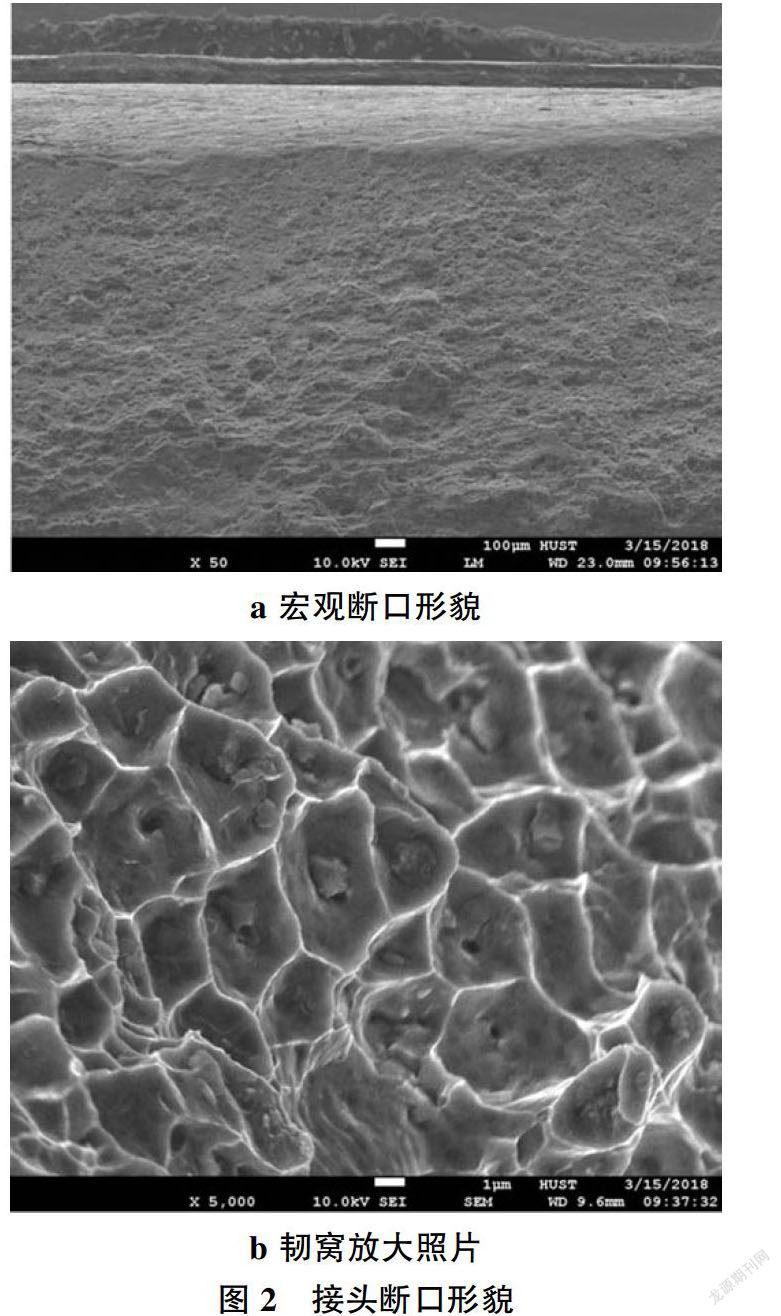
拉伸斷口掃面電鏡形貌如圖2所示。由圖2a可知,斷口表現(xiàn)出一系列非常有規(guī)律的形貌特征,裂紋沿剪切面擴展到試樣表面,剪切面方向與拉伸軸線近似成45°。從斷口側(cè)面可以看出,斷口由韌窩組成,韌窩大且深,并且在韌窩中心含有析出相(見圖2b),第二相粒子的熱膨脹系數(shù)和鋁合金基體相差較大,在焊接熱循環(huán)作用下,第二相粒子會與基體脫離,導致該析出相在其斷裂過程中起著裂紋核心的作用。
2.4 焊接接頭硬度
焊接接頭顯微硬度分布曲線如圖3所示。由圖可知,焊縫中心平均硬度約為76 HV,母材平均硬度為93 HV。硬度從焊縫中心到母材呈增大趨勢,但在距離焊縫中心4.5~5.5 mm區(qū)域有所下降。此外,硬度和強度存在一定的對應關系,硬度分布在一定程度上反映了強度分布。熱影響區(qū)的硬度值降低,這在拉伸試驗中也得到證實,拉伸試件均在距焊縫中心約5 mm處斷裂,說明熱影響區(qū)出現(xiàn)了軟化現(xiàn)象,成為焊接接頭的薄弱部位。
3 生產(chǎn)試驗驗證
采用最優(yōu)焊接工藝參數(shù)焊接5A06鋁合金燃油箱20余件,并搭載某型號裝甲車輛進行1 000 km行駛試驗考核,燃油箱未出現(xiàn)開裂現(xiàn)象,考核試驗結果表明,采用直流雙脈沖MIG焊方法焊接的燃油箱滿足裝甲車輛使用要求。
4 結論
(1)采用適當?shù)暮附铀俣仁谦@得良好焊接接頭形貌的關鍵,并且隨著送絲速度的增大,焊材的熱輸入降低,容易導致未焊透現(xiàn)象。在最優(yōu)焊接工藝參數(shù)下,采用雙脈沖MIG焊焊接5A06鋁合金薄板可以獲得外觀成形良好、氣孔較少的優(yōu)質(zhì)焊縫。
(2)當送絲速度5.0 m/min、焊接速度50 cm/min,頻率2 Hz、氣體流量25 L/min、焊絲干伸長12 mm時,焊縫組織主要由細小等軸的晶粒組成,焊接接頭平均抗拉強度為321.8 MPa,焊接系數(shù)達到90.6%。
(3)3號焊接工藝獲得的拉伸斷口均為韌性斷裂,且在多數(shù)韌窩中心觀察到第二相粒子,表明該析出相在其斷裂過程中起著裂紋核心作用。同時拉伸試件均在距焊縫中心約5 mm處拉斷,說明熱影響區(qū)出現(xiàn)軟化現(xiàn)象,成為焊接接頭的薄弱部位。
參考文獻:
[1] 劉紅偉,王法科,王冬生,等. 5A06鋁合金焊接接頭性能研究[J]. 兵器材料科學與工程,2009,32(2):72-75.
[2] 劉春飛. 運載貯箱用2219類鋁合金的電子束焊接[J]. 航天制造技術,2002(4):3-9.
[3] Xiao D H,Wang J N,Ding D Y,et al. Effect of Cu contenton the mechanical prooerties of an Al-Cu-Mg-Ag alloy[J].J Alloy Compound,2002(343):77-81.
[4] Fisher Jr J J,Kramer L S,Pickens J R. Aluminum alloy2519 in military vehicles[J]. Adv. Mater. Proc.,2002,160(9):43-46.
[5] 中國機械工程學會焊接學會. 焊接手冊——材料的焊接[M]. 北京:機械工業(yè)出版社,2001:507-529.
[6] 彭非,楚浩,楊兵. 5A06鋁合金油箱氬弧焊熱影響區(qū)裂紋分析及預防措施[J]. 電焊機,2007,37(7):34-37.
[7] 余淑榮,樊丁,熊進輝,等. 鋁合金5A06激光拼焊板的接頭性能及組織研究[J]. 應用激光,2006,26(6):413-415.
[8] 孔祥玉. 鋁、鎂合金雙脈沖MIG焊接研究[D]. 遼寧:大連 理工大學,2011.
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
