LNG儲(chǔ)罐9%Ni鋼立縫全自動(dòng)焊技術(shù)
2020-09-10 22:23:49韋寶成楊尚玉郭鷹
電焊機(jī) 2020年6期
韋寶成 楊尚玉 郭鷹
摘要:對(duì)比分析了目前大型LNG儲(chǔ)罐內(nèi)罐9%Ni鋼立縫對(duì)接焊的幾種方法,介紹了DPS-3G全自動(dòng)焊中TIP-TIG和鐘擺焊接技術(shù)的優(yōu)異性,研究認(rèn)為采用DPS-3G全自動(dòng)交流氬弧焊接技術(shù),能徹底解決9%Ni鋼窄坡口焊的側(cè)壁未熔合的行業(yè)難題,同時(shí)-196 ℃低溫沖擊韌性?xún)?yōu)異,焊接接頭性能質(zhì)量可靠,無(wú)損檢測(cè)一次合格率高,實(shí)現(xiàn)了高效率焊接,大幅縮短施工周期,節(jié)約施工成本。
關(guān)鍵詞:LNG儲(chǔ)罐;9%Ni鋼;全自動(dòng)焊;立焊縫;鐘擺焊
0 前言
隨著我國(guó)經(jīng)濟(jì)的快速發(fā)展,對(duì)清潔能源的需求日趨迫切,液化天然氣(Liquefied Natural Gas,簡(jiǎn)稱(chēng)LNG)的需求量逐年遞增,構(gòu)建大型LNG儲(chǔ)罐已成為國(guó)家能源戰(zhàn)略的重要組成部分。LNG儲(chǔ)罐內(nèi)罐主要采用9%Ni鋼制造,該鋼種焊接要求較高[1-2],目前9%Ni鋼的主要焊接方法有焊條電弧焊(SMAW)、鎢極惰性氣體保護(hù)焊(GTAW)、熔化極惰性氣體保護(hù)電弧焊(GMAW)和埋弧焊(SAW)[3]。國(guó)內(nèi)所有已建及在建的LNG工程,內(nèi)罐壁板現(xiàn)場(chǎng)安裝環(huán)縫已經(jīng)實(shí)現(xiàn)了埋弧自動(dòng)焊,而立縫自動(dòng)化焊接研究還處于起步階段。文中主要針對(duì)LNG儲(chǔ)罐內(nèi)罐9%Ni鋼立縫全自動(dòng)焊接技術(shù)進(jìn)行了討論。
1 9%Ni鋼立縫對(duì)接焊方法比較與選擇
1.1 9%Ni鋼立縫對(duì)接焊方法要求
天然氣在-162 ℃低溫下才會(huì)液化,因此對(duì)于制造LNG低溫儲(chǔ)罐內(nèi)罐的9%Ni鋼性能要求很高,特別是-196 ℃低溫沖擊韌性。同時(shí),儲(chǔ)罐立縫承壓約為環(huán)縫承壓的2倍以上。因此,立縫焊接更為重要,質(zhì)量要求更高。9%Ni鋼立縫對(duì)接焊時(shí)存在以下要求:
(1)焊接接頭質(zhì)量要求高。LNG儲(chǔ)罐內(nèi)罐直接接觸液態(tài)天然氣,金屬材料在低溫下會(huì)發(fā)生脆性斷裂問(wèn)題。這就要求LNG儲(chǔ)罐內(nèi)罐的對(duì)接焊接接頭具有優(yōu)異的低溫沖擊韌性。同時(shí),要求焊縫金屬與母材具有相當(dāng)?shù)臒崤蛎浵禂?shù),且焊縫與母材過(guò)渡圓滑,表面無(wú)氣孔、裂紋、咬邊等缺陷存在。
(2)一次合格率要求高。LNG儲(chǔ)罐內(nèi)罐用9%Ni鋼板要求-196 ℃低溫韌性?xún)?yōu)良,為了避免多次返修造成鋼板性能的降低,要求每個(gè)缺陷區(qū)域最多只能返修一次,X射線檢測(cè)拍片的一次合格率必須達(dá)到98%以上。LNG儲(chǔ)罐內(nèi)罐用9%Ni鋼板都屬于定制鋼板,生產(chǎn)周期長(zhǎng),一旦出現(xiàn)焊縫返修不合格,整張鋼板報(bào)廢,將嚴(yán)重影響施工周期。
(3)焊接線能量的控制。9%Ni鋼焊接時(shí)選用的焊材Ni含量高達(dá)50%以上,焊接線能量較大時(shí)焊縫處會(huì)出現(xiàn)稀釋、裂紋等問(wèn)題[4]。焊接線能量和層間溫度的改變會(huì)導(dǎo)致焊接熱循環(huán)的峰值溫度相應(yīng)改變,從而影響熱影響區(qū)(HAZ)的金相組織。文獻(xiàn)[5]指出,逆轉(zhuǎn)變奧氏體有利于改善9%Ni鋼焊接HAZ的低溫韌性。如果峰值溫度過(guò)高,會(huì)使逆轉(zhuǎn)變奧氏體數(shù)量大大減少,并產(chǎn)生粗大的貝氏體,從而降低低溫沖擊韌性[5]。因此,9%Ni鋼焊接時(shí)應(yīng)盡量采用小線能量、多層焊,并嚴(yán)格控制層間溫度。
(4)焊接方法操作簡(jiǎn)便,人為因素影響小。受現(xiàn)場(chǎng)工況條件、焊接接頭質(zhì)量及一次合格率要求,所采用的焊接方法應(yīng)降低現(xiàn)場(chǎng)焊接操作對(duì)焊工技能的依賴(lài)程度,減少人為因素的影響,保證焊接質(zhì)量的穩(wěn)定性和可靠性。
(5)全位置焊接能力強(qiáng)。立焊時(shí),熔池金屬和熔滴因受重力作用具有下墜趨勢(shì),容易產(chǎn)生焊瘤,不利于側(cè)壁熔合。因此,應(yīng)選用全位置焊接能力強(qiáng),立焊成型好、能實(shí)現(xiàn)單面焊雙面成形的焊接技術(shù)和工藝。
1.2 焊接方法選擇
為獲得成形美觀、焊接線能量小、力學(xué)性能良好的焊接接頭,從焊接設(shè)備、控制、焊接工藝制定等多方面入手進(jìn)行分析。
(1)焊條電弧焊(SMAW)。它是一種非常普遍、易使用的焊接方法。其不足之處在于電弧長(zhǎng)度取決于焊工,焊接時(shí)易出現(xiàn)電弧不穩(wěn)現(xiàn)象,容易出現(xiàn)氣孔、夾渣、咬邊等焊接缺陷。目前國(guó)內(nèi)外9%Ni鋼立縫普遍采用SMAW焊接工藝,該工藝對(duì)焊工依賴(lài)性高,焊接質(zhì)量存在風(fēng)險(xiǎn)的可能性較高。SMAW無(wú)法實(shí)現(xiàn)自動(dòng)化焊接。
(2)熔化極氣體保護(hù)焊(GMAW)。它是一種高電流密度焊接方法,可獲得較高的焊接速度和熔敷率,焊接過(guò)程易于實(shí)現(xiàn)自動(dòng)化。但電弧不穩(wěn)定、飛濺大等原因造成熔池的冶金過(guò)程不穩(wěn)定,導(dǎo)致形成的焊縫性能和質(zhì)量都較差,一般重要結(jié)構(gòu)的焊接都不采用GMAW焊。國(guó)內(nèi)翁大龍等[6]采用φ(Ar)90%+φ(He)10%的混合氣體對(duì)9%Ni鋼立縫的GMAW焊接工藝進(jìn)行試驗(yàn)研究,熔合線附近-196 ℃低溫沖擊功較低,低于70 J。目前,GMAW焊主要用于LNG儲(chǔ)罐外罐的焊接及內(nèi)罐部分零件焊接。
(3)藥芯焊絲電弧焊(FCAW)。它是一種氣渣聯(lián)合保護(hù)的焊接方法,焊縫成形較好,熔敷效率高,焊接過(guò)程易于實(shí)現(xiàn)自動(dòng)化。但是,其電弧穩(wěn)定性較差,且焊絲制造復(fù)雜,成本高。目前大型LNG儲(chǔ)罐內(nèi)罐9%Ni鋼FCAW的焊接工藝應(yīng)用來(lái)自國(guó)外,國(guó)內(nèi)未見(jiàn)相關(guān)報(bào)道。國(guó)內(nèi)蘇衍福等人采用FCAW對(duì)9%Ni鋼進(jìn)行了立縫半自動(dòng)焊接工藝進(jìn)行試驗(yàn)研究,焊后表面存在微小的氣孔、裂紋,需要打磨處理[7]。文獻(xiàn)[8]提出,用于大型LNG儲(chǔ)罐內(nèi)罐9%Ni鋼立縫的FCAW焊接工藝,以及簡(jiǎn)易的自動(dòng)焊輔助工作倉(cāng),已應(yīng)用于大型LNG低溫儲(chǔ)罐的安裝制造,但未見(jiàn)進(jìn)一步報(bào)道。
(4)埋弧焊(SAW)。它是一種電弧在焊劑層下燃燒進(jìn)行焊接的方法,焊接效率高、焊縫質(zhì)量高、勞動(dòng)條件好、易實(shí)現(xiàn)自動(dòng)化。SAW焊接線能量一般較大。由于焊接中必須使用焊劑,一般只適用于水平位置或傾斜度不大的焊縫。目前國(guó)內(nèi)外LNG儲(chǔ)罐內(nèi)罐環(huán)縫的焊接主要采用SAW。
(5)鎢極惰性氣體保護(hù)焊(GTAW)。其優(yōu)點(diǎn)是:電弧可見(jiàn)、焊接質(zhì)量高且易控制、焊接線能量小、熱量集中、電弧挺度高,全位置焊接能力強(qiáng)、焊接接頭成形美觀,易于實(shí)現(xiàn)自動(dòng)化。但傳統(tǒng)的GTAW焊金屬熔敷效率低、生產(chǎn)率低,難以滿(mǎn)足大型LNG儲(chǔ)罐建設(shè)的要求。
(6)TIP-TIG焊。TIP-TIG焊是一種振動(dòng)送絲和熱絲的TIG焊技術(shù),其焊接線能量小、焊接接頭質(zhì)量高,生產(chǎn)效率高,熔敷效率甚至比脈沖MIG焊高20%[9]。2017年,國(guó)內(nèi)某LNG接收站首次采用TIP-TIG半自動(dòng)焊工藝完成了低溫管道的焊接施工,合格率高達(dá)99.71%。路書(shū)永[3]采用TIP-TIG半自動(dòng)焊進(jìn)行了9%Ni鋼板立縫焊接工藝實(shí)驗(yàn)研究,證明了該焊接工藝的優(yōu)越性和可行性。2019年,寧波某大型LNG儲(chǔ)罐項(xiàng)目針對(duì)9%Ni鋼立焊縫首次采用TIP-TIG焊接工藝,實(shí)現(xiàn)了9%Ni鋼立縫的TIG半自動(dòng)焊接。李連波等人[10]通過(guò)開(kāi)發(fā)簡(jiǎn)易的裝置進(jìn)行9%Ni鋼全自動(dòng)TIP-TIG立焊焊接工藝開(kāi)發(fā),證明了TIP-TIG用于9%Ni鋼立縫全自動(dòng)焊的可行性,但仍存在側(cè)壁未熔、裝備簡(jiǎn)陋等諸多問(wèn)題,距實(shí)現(xiàn)9%Ni鋼立縫全自動(dòng)焊接仍有大量工作要做。鄭立娟等人[11]研究了9%Ni鋼的SMAW、SAW和GTAW焊接工藝與機(jī)理,認(rèn)為壁板的立焊位置最好采用SMAW或GTAW方法。閆強(qiáng)強(qiáng)等人[12]對(duì)窄間隙TIG旋轉(zhuǎn)電弧的9%Ni鋼自動(dòng)立焊技術(shù)進(jìn)行了試驗(yàn)研究,獲得的適用電流范圍窄,表面成形一般,且并未做過(guò)采用ER NiCrMo-3焊絲焊接接頭的力學(xué)性能試驗(yàn),特別是-196 ℃低溫沖擊韌性試驗(yàn),此方法有待進(jìn)一步考證。
通過(guò)上述對(duì)比分析發(fā)現(xiàn),TIG焊在所有電弧焊中電弧最穩(wěn)定,焊接線能量小,焊接質(zhì)量高,全位置焊接能力強(qiáng),焊接接頭成形美觀,可單面焊雙面成形,易于實(shí)現(xiàn)自動(dòng)化;除此之外,TIP-TIG焊焊效率高,特別適合9%Ni立縫全自動(dòng)焊接。為此,國(guó)內(nèi)西安某公司在TIP-TIG焊接方法基礎(chǔ)上,結(jié)合窄坡口氬弧鐘擺焊接技術(shù),研制出適用于大型LNG儲(chǔ)罐內(nèi)罐立焊的DPS-3G全自動(dòng)焊接系統(tǒng),并在3.5 m×6 m×10 mm的9%Ni鋼板上進(jìn)行了驗(yàn)證性試驗(yàn)。
2 9%Ni鋼立縫DPS-3G全自動(dòng)焊焊接技術(shù)
2.1 焊接材料選擇
為了保證9%Ni鋼焊接接頭的綜合性能,特別是-196 ℃低溫韌性;同時(shí)焊材熱膨脹系數(shù)與母材匹配,避免產(chǎn)生較大的應(yīng)力[13],9%Ni鋼焊接應(yīng)選用低碳、高鎳(含鎳量高達(dá)50%以上)的焊材。大型LNG儲(chǔ)罐內(nèi)罐用9%Ni鋼環(huán)縫焊接主要選用ER NiCrMo-3和ER NiCrMo-4這兩種焊絲,并且這兩種焊材來(lái)源廣泛。9%Ni鋼立縫全自動(dòng)焊用焊材擬采用直徑φ1.0 mm的AWS A5.14 ERNiCrMo-4焊絲。保護(hù)氣體(包括背保護(hù)氣體)為純度99.99%氬氣。
2.2 坡口加工
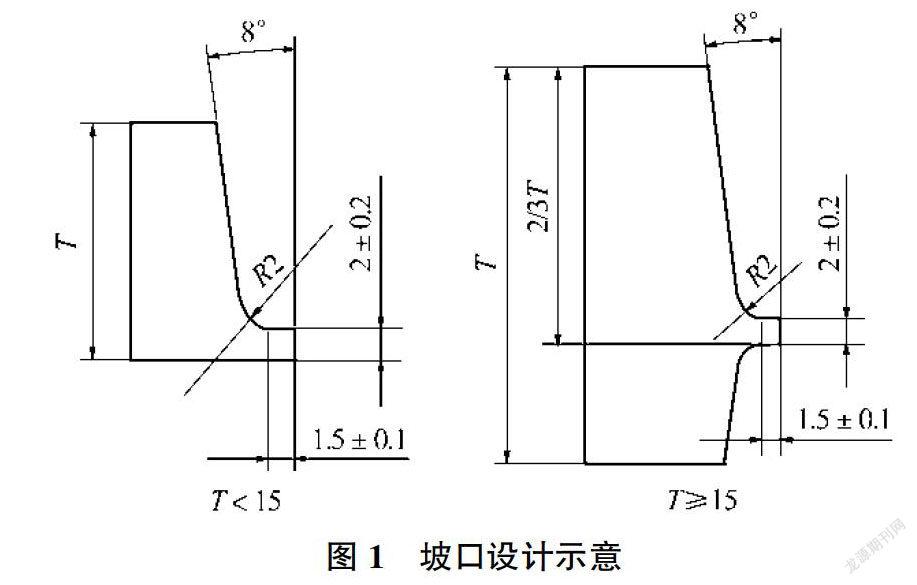
9%Ni鋼立縫全自動(dòng)焊坡口設(shè)計(jì)有兩種:板厚小于15 mm的為單邊U型坡口,厚度大于等于15 mm的為雙邊U型坡口,具體尺寸如圖1所示。坡口加工采用成形刀,可保證圓弧角R2,坡口角度8°,鈍邊長(zhǎng)度1.5 mm。LNG儲(chǔ)罐內(nèi)罐用9%Ni鋼板坡口加工可在鋼廠完成,坡口加工設(shè)備為普通的GMMA-60L銑邊機(jī),設(shè)備簡(jiǎn)單,加工精度高,鈍邊厚度加工精度可達(dá)2.0±0.2 mm。
2.3 組對(duì)安裝
組對(duì)前,將坡口兩側(cè)25 mm范圍內(nèi)打磨光亮,露出金屬光澤,并用酒精清理干凈油污。為了組對(duì)方便,LNG儲(chǔ)罐內(nèi)罐9%Ni鋼立縫自動(dòng)化焊接工藝采用零間隙組對(duì)方式。同時(shí),為了適應(yīng)現(xiàn)場(chǎng)工況,經(jīng)試驗(yàn)驗(yàn)證:全自動(dòng)焊打底可適應(yīng)的最大間隙為3.0 mm,射線和性能檢測(cè)均合格。
2.4 焊前準(zhǔn)備
大型LNG儲(chǔ)罐內(nèi)罐安裝是在封閉的環(huán)境中作業(yè),因此不會(huì)受天氣因素影響。焊前無(wú)需預(yù)熱,當(dāng)空氣濕度較大時(shí),焊接區(qū)應(yīng)用火焰適當(dāng)加熱,除去鋼板表面的冷凝水。焊前應(yīng)對(duì)設(shè)備進(jìn)行全面檢查:水、電、氣路是否暢通,設(shè)備運(yùn)行是否正常。
2.5 DPS-3G全自動(dòng)焊接工藝特點(diǎn)
根據(jù)相關(guān)試驗(yàn)研究,大型LNG儲(chǔ)罐內(nèi)罐9%Ni鋼立縫全自動(dòng)焊采用小線能量、多層焊技術(shù)。其焊接工藝特點(diǎn)如下:
(1)全位置焊接能力強(qiáng),成型好。TIP-TIG焊是一種先進(jìn)的TIG焊接技術(shù),具有優(yōu)異的全位置焊接能力。在立焊位置,打底根焊,可實(shí)現(xiàn)良好的單面焊雙面成形,基本可免除清根和打磨工序;填充、蓋面焊,可實(shí)現(xiàn)優(yōu)良理想的表面成形,基本免除層間修理打磨和蓋面修理打磨工序。從而免去了清根和大量的打磨工作,大幅減少因清根和打磨質(zhì)量問(wèn)題造成的焊接質(zhì)量缺陷及污染;同時(shí),大幅提高施工功效。現(xiàn)場(chǎng)施工作業(yè)統(tǒng)計(jì)表明,焊條電弧焊的清根和打磨的工時(shí)消耗約為其焊接工時(shí)消耗的約75%。
(2)U型窄坡口。該坡口設(shè)計(jì)為零間隙組對(duì),能有效減少填充量,提高焊接效率,也方便組對(duì)。與傳統(tǒng)SMAW相比,U型窄坡口設(shè)計(jì)可節(jié)約30%以上焊材,大幅降低施工成本。
(3)鐘擺焊技術(shù)。LNG儲(chǔ)罐內(nèi)罐9%Ni鋼立縫DPS-3G全自動(dòng)焊焊接系統(tǒng)特有的鐘擺焊技術(shù)能使焊槍的擺動(dòng)角度達(dá)到±30°,可增大鎢針與坡口側(cè)壁之間夾角,有利于熔池金屬在坡口側(cè)壁實(shí)現(xiàn)良好鋪展,實(shí)現(xiàn)側(cè)壁的充分熔合,解決了窄坡口氬弧焊?jìng)?cè)壁未熔的行業(yè)難題,大幅提高焊接質(zhì)量和效率。
(4)坡口組對(duì)適應(yīng)性強(qiáng)。DPS-3G全自動(dòng)焊接工藝可適應(yīng)的組對(duì)間隙為0~3 mm,錯(cuò)邊量0~2 mm;相比其他自動(dòng)焊,對(duì)坡口加工精度和安裝組對(duì)的適應(yīng)性更強(qiáng)。目前,施工現(xiàn)場(chǎng)鋼板預(yù)制和坡口加工精度與安裝組對(duì)精度基本滿(mǎn)足DPS-3G自動(dòng)焊工藝對(duì)安裝組對(duì)的要求。
(5)多層單道焊。多層單道焊的焊接線能量小,工藝簡(jiǎn)單、可靠、穩(wěn)定,層間成型優(yōu)良。此外,多層焊時(shí)后道焊縫對(duì)前道焊縫有充分的正火/回火作用,能細(xì)化晶粒;前道焊縫的余熱對(duì)后道焊縫起一定的預(yù)熱作用,能降低焊接應(yīng)力。
(6)高質(zhì)量、高效率。采用LNG儲(chǔ)罐內(nèi)罐9%Ni鋼立縫DPS-3G全自動(dòng)焊接工藝獲得的焊接接頭性能優(yōu)異,特別是-196 ℃低溫沖擊功,達(dá)到規(guī)范要求值的2倍以上。對(duì)于板厚22.5 mm、長(zhǎng)1 m的9%Ni鋼板全自動(dòng)焊接試件,估算全自動(dòng)焊接完成3.5 m長(zhǎng)立縫焊接用時(shí)4.8 h,而實(shí)際工程中焊條電弧焊完成一道長(zhǎng)3.5 m立焊縫需要20 h。LNG儲(chǔ)罐內(nèi)罐9%Ni鋼立縫全自動(dòng)焊接工藝大大縮短了施焊時(shí)間,同時(shí)降低了人工成本。
(7)抗磁偏吹效果好。選用交流軟方波電源,有效減弱連續(xù)自動(dòng)焊造成的電弧磁偏吹,具有良好的焊接工藝性,降低了產(chǎn)生焊接缺陷的風(fēng)險(xiǎn)。
(8)優(yōu)異的焊接保護(hù)。焊槍采用復(fù)合氣罩雙路氣體保護(hù),增大了保護(hù)區(qū)域面積,對(duì)焊接區(qū)域?qū)崿F(xiàn)優(yōu)良的保護(hù),能獲得具有亮白色金屬光澤的焊縫。保護(hù)效果優(yōu)異,焊接接頭成形好、質(zhì)量高。
此外,LNG儲(chǔ)罐內(nèi)罐9%Ni鋼立縫DPS-3G全自動(dòng)焊接工藝還具有:采用立向上焊工藝,增加熔深,有利于減少未熔合;自動(dòng)化程度高,操作方便等特點(diǎn)。
3 結(jié)論
通過(guò)對(duì)比分析目前大型LNG儲(chǔ)罐內(nèi)罐用9%Ni鋼焊接方法可知,采用DPS-3G全自動(dòng)焊接工藝進(jìn)行9%Ni鋼立縫焊接,不僅降低了人為因素對(duì)焊接接頭質(zhì)量的影響,獲得了質(zhì)量穩(wěn)定可靠、成形美觀的焊接接頭,同時(shí)還能提高效率降低成本。目前,國(guó)內(nèi)大型LNG儲(chǔ)罐內(nèi)罐用9%Ni鋼立縫全自動(dòng)焊接技術(shù)還處于發(fā)展初期,業(yè)內(nèi)期望有一種成熟可靠的自動(dòng)焊接技術(shù)從根本上提高立縫的焊接質(zhì)量水平和焊接效率,減少對(duì)焊工的依賴(lài),降低焊工勞動(dòng)強(qiáng)度,為此,還需繼續(xù)進(jìn)行大量研究工作。
參考文獻(xiàn):
[1] 殷勁松,馬小紅,陳叔平. 大型LNG 儲(chǔ)罐關(guān)鍵技術(shù)[J]. 煤氣與熱力,2011,31(7):13-17.
[2] 尹長(zhǎng)華,靳海成,崔相國(guó). LNG儲(chǔ)罐用9%Ni鋼的焊接[J].焊管,2009,32(9):31-37.
[3] 路書(shū)永. 9%Ni鋼的動(dòng)態(tài)全自動(dòng)送絲和熱絲TIG半自動(dòng)焊工藝研究[J]. 金屬加工(熱加工),2013(20):46-49.
[4] 嚴(yán)春妍. LNG儲(chǔ)罐用9%Ni鋼及其焊接性[J]. 焊接學(xué)報(bào),2008,29(3):49-52.
[5] 張念濤. LNG儲(chǔ)罐焊接工藝及其性能研究[D]. 天津:天津大學(xué),2008.
[6] 翁大龍,張勝男,唐元生,等. LNG大型儲(chǔ)罐9%Ni鋼罐壁立縫GMAW-P機(jī)動(dòng)焊工藝研究及應(yīng)用探討[J]. 材料與焊接,2018,39(5):63-66.
[7] 蘇衍福,任勝漢,劉伯勝,等. LNG低溫儲(chǔ)罐用9%Ni鋼不同焊接工藝對(duì)比研究[J]. 金屬加工(熱加工),2017(18):56-58.
[8] 陸歡軍. 9Ni鋼低溫儲(chǔ)罐藥芯焊絲自動(dòng)立焊工藝研究[J].化工裝備技術(shù),2017,38(1):41-43.
[9] 王海君. TT自動(dòng)焊工藝在某LNG接收站低溫管道焊接施工中的應(yīng)用探討[J]. 中國(guó)新技術(shù)新產(chǎn)品,2017(4):21-22.
[10] 李連波,魯欣豫,任勝漢,等. 9%Ni鋼全自動(dòng)TT立焊焊接工藝開(kāi)發(fā)[J]. 電焊機(jī),2017,47(10):116-118.
[11] 鄭立娟. 大型LNG儲(chǔ)罐用9Ni鋼焊接工藝和機(jī)理的研究[D]. 黑龍江:哈爾濱工業(yè)大學(xué),2010.
[12] 閆強(qiáng)強(qiáng). 基于窄間隙TIG旋轉(zhuǎn)電弧的9%Ni鋼自動(dòng)立焊技術(shù)研究[D]. 山東:山東大學(xué),2018.
[13] 李建偉. 大型LNG儲(chǔ)罐9%Ni鋼焊接質(zhì)量控制[J]. 焊管,2018,41(2):57-64.
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
