風電扭力臂位置度精度提升探討
2020-09-10 07:22:44華剛高鵬
科技尚品 2020年3期
華剛 高鵬

摘 要:銷孔位置度對風電扭力臂與齒圈的緊固配合有重要影響,扭力臂銷孔加工工藝應具有高可靠性。原有扭力臂銷孔加工工藝忽略機床、刀具和環境的實時影響,無法提升銷孔位置度。為此,增加銷孔試切工序,以便利用銷孔三坐標檢測數據,對加工程序進行分圓直徑補償、同心度補償和擬合圓度補償。試驗結果表明,該方法可有效提升扭力臂銷孔位置度。
關鍵詞:扭力臂;加工;銷孔位置度;程序補償
中圖分類號:TM315 文獻標識碼:A
1 引言
隨著風電行業的迅速發展,風電齒輪箱的生產已經日趨標準化、批量化。扭力臂作為風電齒輪箱和主機艙的連接件,在低速級承受著較大的扭矩,對銷孔加工質量要求更高[1]。我司加工扭力臂的機床為立式加工中心,現有設備使用年限均為8-10年,運行時間長、機床精度呈下滑趨勢,將導致與齒圈結合面的銷孔位置精度超差,所以提升扭力臂銷孔位置度的控制方法迫在眉睫。
在位置精度控制方法研究過程中,古彬宏[2]等通過改變銷孔加工順序,減小加工過程中極角累計誤差,以提高加工質量。姜賓[3]等通過改進和修配鉆模板,提高鉆模板精度,避免因夾具間隙超差引起銷孔位置度超差。張虎[4]等提出基于數控機床定位誤差的數學模型,使定位誤差補償位置可隨時設定。這些研究極大地推動了銷孔位置度控制方法的發展。
本文依據扭力臂銷孔結構的特點,增加了銷孔試切工序,利用銷孔三坐標檢測數據,對銷孔加工程序進行分圓直徑補償、同心度補償和擬合圓度補償,形成有效的銷孔位置度提升控制方法。
2 扭力臂銷孔加工現有工藝
2.1 典型扭力臂的銷孔位置度要求
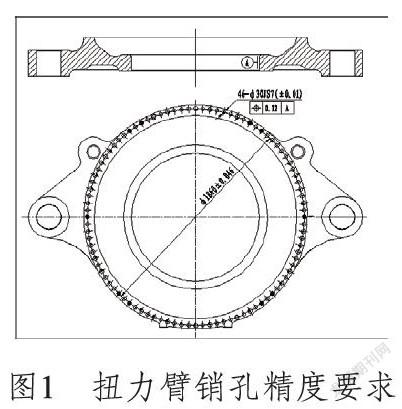
扭力臂與齒圈結合面上有46個D30JS7的銷孔,要求位置度0.12,基準A為中心軸承安裝孔,銷孔分圓直徑D1860±0.046,如圖1所示。
2.2 常規加工工藝簡介
在立式加工中心中,扭力臂齒圈結合面朝上,壓軸承孔內腔均布四點,兩圓耳處增加浮動支撐。百分表吸附在主軸端面上,校正結合面對點跳動0.02mm,校正左右兩耳孔中心連線與機床X軸一致,壓緊工件,復校各處確認數據。調用雷尼紹探頭采集軸承孔中心坐標,建立工件坐標系原點;采集結合面Z向數值,建立Z向坐標零點。裝夾校正后,加工內容如下:
(1)調用D29底孔鉆加工46個銷孔底孔;
(2)換刀調用D25-37.2倒角銑刀進行孔口倒角;
(3)吹氣清理銷孔底孔內部殘留鐵屑;
(4)調用雷尼紹探頭、復校中心坐標;
(5)調用D29.7半精鏜刀加工銷孔底孔;
(6)調用D30JS7鉸刀,加工銷孔至圖紙尺寸;
(7)清理工件送三坐標等溫測量。
3 銷孔位置度控制方式簡介
我司在進行扭力臂銷孔位置度加工時,主要控制如下幾個關鍵因素:銷孔分圓直徑、銷孔擬合分圓圓度、銷孔擬合分圓與基準軸承孔之間的同心度。通過對這三個關鍵因素的控制,來提升位置度的加工精度,以滿足圖紙要求。其中這三個關鍵因素的初始數據來源于三坐標的檢測(我司檢測扭力臂銷孔位置度常用的三坐標為德國蔡司品牌)。
對批量產品的首件進行試切(即銷孔直徑方向留余量,如D30JS7的銷孔加工到D25),進行三坐標等溫測量,然后根據三坐標出具的試切零件三坐標數據進行數據補償,補償后再加工到位,然后送三坐標進行檢測確認。
4 案例分析
本次選取我司在制的一種大批量扭力臂(圖1)零件作為案例,進行銷孔位置度的加工分析。
4.1 試切加工
采用相同機床及裝夾工裝,加工同一類型零件,將46個D30JS7銷孔加工至D25,其銷孔分布如圖1所示。
4.2 三坐標測量數據
等溫后利用三坐標測量儀獲得銷孔數據,數據如下:
銷孔分圓直徑:D1860.0222;同心度:0.0463(X方向往正方向偏0.0221,Y方向往負方向偏0.007);擬合分圓圓度:0.0586;銷孔最大位置度0.0962。
4.3 銷孔位置度加工數據補償
(1) 銷孔分圓直徑補償:-0.0222;
(2) 同心度補償:X方向-0.02、Y方向+0.005;
(3) 擬合分圓圓度補償(絕對坐標補償)如表1所示,(表1中僅選取前5個銷孔補償數據作為案例進行展示,其余銷孔補償數據計算方式相同)。
ΔX=理論X坐標-實際X坐標;ΔY=理論Y坐標-實際Y坐標;
4.4 銷孔位置補償加工結果
通過試切銷孔,獲得銷孔位置的三坐標數據,并進行程序補償,將銷孔擴孔至D30JS7,加工后三坐標檢測,數據如下:
銷孔分圓直徑:D1859.996;
同心度:0.0048;
擬合分圓圓度:0.0232;
銷孔最大位置度0.0412。
4.5 數據補償前后兩次加工數據對比
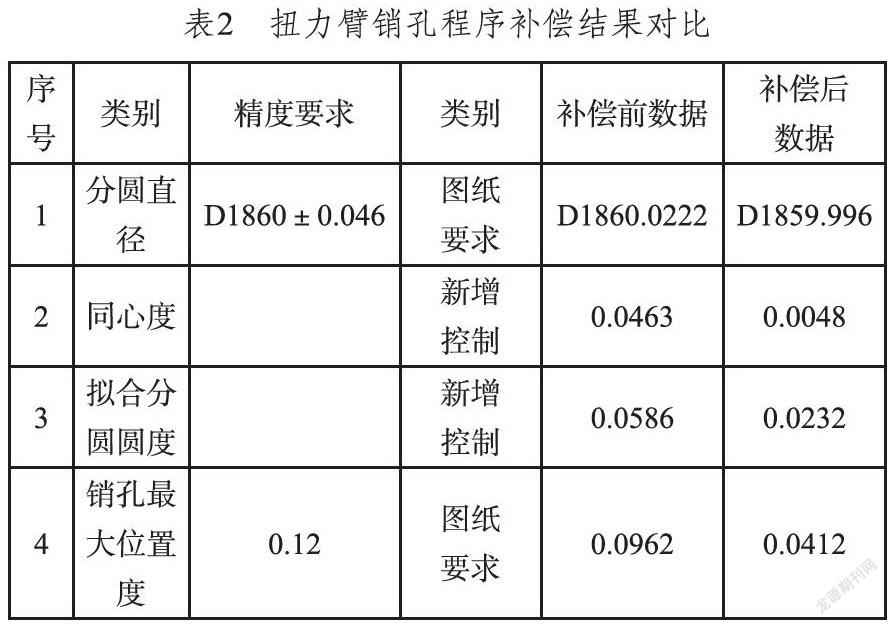
對比程序補償前后銷孔三坐標測量結果如表2所示。
從表格中的數據可以看出,采用控制分圓直徑、同心度、擬合分圓圓度這三個關鍵因素的方式,可以實現扭力臂銷孔位置度的提升。
4.6 注意事項
(1)首次加工試切時,銷孔直徑務必要留加工余量;
(2)兩次加工必須為同一臺機床,不同機床要對應不同的補償數據;
(3)注意三坐標給出的補償數據是以擬合圓心為坐標原點的數據;
(4)批量加工過程中隨著其他因素的變化,出現銷孔位置度超差,需要根據三坐標報告數據及時進行二次調整。
5 結語
綜上所述,本文所提及的這種扭力臂銷孔位置度提升的控制措施,在實際的案例應用中對銷孔位置度質量提升有一定的效果,對于類似扭力臂類零件的銷孔加工具有一定的推廣價值。
參考文獻
[1] 張文忠.NTK300/31風電機齒輪箱的故障分析與預防[J].內蒙古電力技術,2001(5):46-47.
[2] 古彬宏,李剛,趙明月.淺談提高零件銷孔的位置度[J].冶金與材料,2015,14:14-20.
[3] 姜賓,魏鮮艷,邢海濤.斜齒輪定位銷孔位置精度的改善方法[J].基層建設,2017,29:12-15.
[4] 張虎,周云飛,唐小琦,等.數控機床定位誤差的軟件補償[J].華中科技大學學報,2001,4,29:56-58.
