某車型發動機高壓油軌泄漏原因分析及解決方法
2020-09-08 04:04:44李蓉
機械工程師 2020年8期
李蓉
(武漢軟件工程職業學院,武漢430025)
0 引 言
近年來,發動機的關鍵技術有了很大的進步。燃油噴射系統是影響燃油過程的重要因素,高壓直噴和共軌系統能保證發動機在保持良好的動力性的基礎上,燃油經濟性和排放性都能達到最優,同時降低噪聲和振動及排放,所以很快得到了消費者的認可。在用戶的使用過程中,會出現少量的儀表報故障:“油軌壓力不正常”。這說明發動機供油系統出現問題。可能原因有:1)高壓油軌漏油,導致油軌壓力不穩定;2)發動機低壓進油或者回油路堵塞,造成供油或者回油不暢、共軌內部燃油壓力不穩定。本文將討論第一類原因,并提出解決方法。
1 問題描述
為了提高產品質量,減少不合格品率,提高顧客滿意度,在接到4S店關于高壓油軌泄漏的反饋后,主機廠必須進行檢測以分析泄漏原因。如某主機廠的裝配車間會對裝配后的發動機的高壓管路進行100%氦氣檢測,檢測時間約為20 s。檢測的目的是為了探測管路是否存在泄漏,泄漏會造成汽油泄漏,嚴重的還會導致車輛失火。所以,檢測工作非常重要。在某主機廠在進行車輛路試達到600 00 km的時候發現1件高壓油軌泄漏。泄漏點位于端蓋處接近于入口管接頭的焊縫位置。裝配工人立刻進行了更換。然而,盡管是100%檢驗,由于我們進行的是靜態檢測,與車輛的實際使用環境(如振動、高溫等)有差別,因此可能會存在車輛出廠后4S店反映存在高壓油軌的問題。必須做缺陷分析,找到故障原因,進行工藝改進,防止類似質量事故再次發生,提高顧客滿意度。
2 缺陷分析
根據生產和檢驗經驗,通常導致油軌泄漏的原因有焊膏缺失、配合件有磕碰傷、壓裝間隙過大等。對于不同的原因,需要借助于不同的儀器或方法。
1)外觀分析是質量檢驗中的首要步驟。我們可以目視檢查是否在制造過程中存在磕碰傷、氣孔等。我們首先從外觀分析,如果沒有發現不良缺陷,接下來進行氦泄漏測試和水密測試。為了發現是否為不良件,使用20 MPa高壓氦檢測,檢驗過程在生產廠家進行。核查失效件的出廠氦檢測,實驗結果為合格。返回的失效件經過檢測發現,在低壓下有大泄漏,不合格。為了找出高壓油軌泄漏的位置,生產廠家進行了水密度測試。檢驗員將高壓油軌通氣,然后放入水槽中繼續進行水密度檢測,結果顯示,泄漏位置在端蓋和主管內的焊縫連接處,如圖1所示。
2)儀器檢測。為查找到具體原因,必須借助內窺鏡進行檢測。對于該不合格件,使用儀器內窺鏡檢測的結果是:管內一側銅膏堆積;另一側銅膏缺失,焊縫不飽滿,如圖2、圖3所示。
3)CT掃描。如果是合格件,應該為焊縫飽滿,內部沒有銅膏堆積。如果是不合格品,則表現為內部銅膏缺失,焊縫不飽滿或者是另外一邊焊縫缺失。
表1 油軌泄漏的原因

圖1 釬焊位置有氣泡溢出
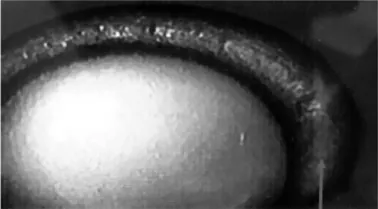
圖2 銅膏堆積
3 原因分析
當我們查找到是焊接原因導致的泄漏時,需要進一步查找是什么原因導致的焊接異常。根據釬焊理論,完美的釬焊三要素為:
1)焊接雙表面狀態良好。軟釬焊的首要因素,就是把已經熔化的焊料連接在固體的金屬表面上,充分漫流。這樣焊料和金屬表面會熔合一體,我們稱之為“浸潤”。 粗看起來,金屬表面非常光滑,如果用顯微鏡看,會看到無數的凹凸不平,這可能是晶粒界面和劃痕等。熔化的焊料遇到這些凹凸與傷痕,會產生毛細作用,從而引起漫流浸潤。
2)金屬兩邊良好的縫隙。兩種浸潤材料間產生浸潤,互相結合,二者會呈現出低表面能,此時的焊點強度良好。如果把兩種原子構成的固體表面加工得非常光滑,在真空中進行疊合,兩者可能黏附在一起,我們稱之為“范德華力作用”。這種結合以范德華力為基礎,超過了任何接點的應用強度。
焊接金屬兩表面達到非常光滑,范德華力產生;如果有微小縫隙就可能產生毛細流動,就能夠實現毛細現象;毛細流動能力的大小,能決定釬料能否填滿釬縫間隙。
3)金屬填料完全流通。為了保證足夠的強度,需要將兩個零件中間足夠的體積完全覆蓋流動金屬,達到滿足壓力要求。
根據完美釬焊理論,下面結合實物分析,油軌的泄漏問題發生在哪里。首先,分析高壓油軌的端蓋和主管表面上是否有異物。元素分析顯示,沒有發現異常元素能夠阻止釬焊,因此排除是這個原因。CT測量顯示,間隙是符合要求的,不合格的焊縫間隙會大于0.1 mm,此原因排除。為了排除第三點,我們做了3個實驗來驗證,具體如表2所示。
表2 銅環傾斜手動實驗
從實驗結果可以得出,間隙超過1 mm,內部焊接質量不合格,會出現焊接不良的現象;
圖3 銅膏缺失
4 魚骨圖分析法
魚骨圖分析法是質量管理人員進行因果分析時常用的一種方法。在生產中,問題的特性會受到一些因素的影響,我們可通過頭腦風暴法找出這些因素,并將它們與特性值一起,按相互關聯性進行整理,并標出重要因素的圖形,即特性要因圖。在本文中,油軌泄漏是結果,我們可以從人、機、料、法、環和測量因素6個方面進行分析。運用魚骨圖分析質量問題基本程序如下:1)針對問題點,選擇層別方法(如人/機/料/法/環/測等);2)按照頭腦風暴法對各層次找出所有可能因素;3)對于找出的各要素明確其從屬關系,并進行歸類、整理;4)確定最有可能的原因;5)制定解決措施;6)跟蹤效果。
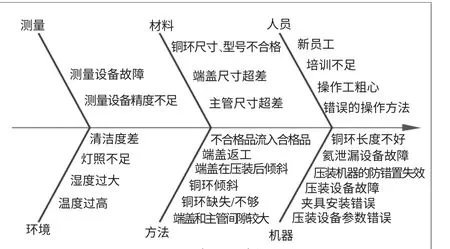
圖4 魚骨分析圖
5 高壓油軌生產流程
為進一步分析原因,接下來,對高壓油軌的生產流程進行梳理,分析為什么會生產出不合格品,以及不合格品為什么會流出。
在質量問題分析中,我們常使用6Why方法剖析根本原因。針對該高壓油軌泄漏的分析結果如表3所示。
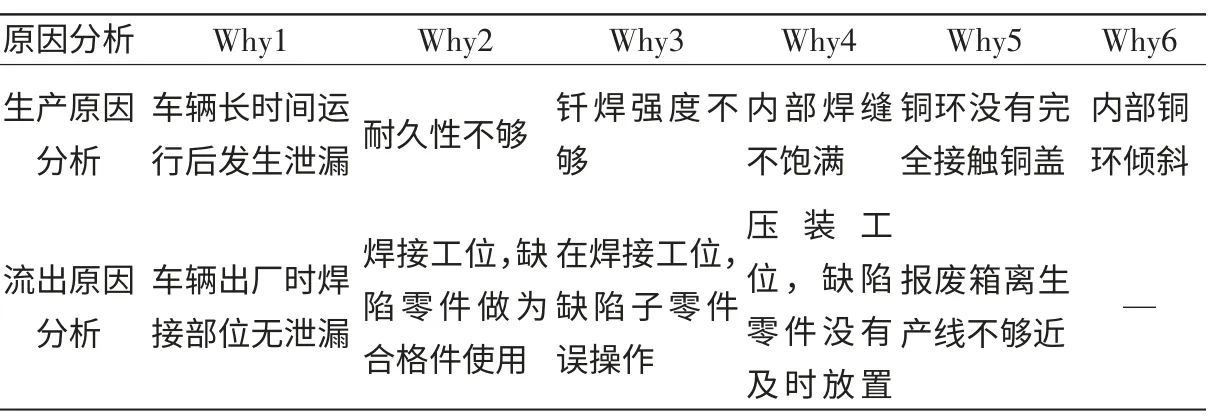
表3 泄漏原因分析
通過表3分析可以發現,導致油軌泄漏的根本原因是內部銅環傾斜。所以接下來我們要對其生產流程進行梳理,判斷哪個環節會導致內部銅環傾斜。
生產的10個工序分別為主管打碼、銅環壓裝、端蓋壓裝、焊接過程檢具、釬焊檢查、總成檢具、傳感器安裝、氦泄漏測試、流量測試、外觀檢驗。
因此,會導致內部銅環傾斜的關鍵步驟是工序2和工序3,即銅環壓裝和端蓋壓裝。
6 根本原因分析
首先對工序2進行驗證。發現照相機測量銅環位置,在壓裝環節,銅環的位置是可以被識別的,因此排除工序2。
接下來就是驗證工序3。失效件是如何制作出來的?銅環的壓裝深度是從管子底部3 mm。主管放入設備,壓端蓋。端蓋的壓裝深度是從主管底部7 mm,當端蓋壓入時銅環被推入4 mm的深度。在這過程中,銅環有一定的概率發生傾斜,傾斜的銅環引起了不合格的釬焊結果。作業指導書要求在記錄端蓋壓裝后把不合格的銅環位置記錄在表格中。檢查壓裝不合格記錄表及2019年的報廢表,有3件不合格件在不合格記錄表格中,但是只有1件在報廢清單中。2個不合格件遺漏,1件不合格件在3月7日生產,另一件在3月14日生產。在兩個班次中操作工是相同的,操作工沒有及時把不合格件放入報廢箱,導致后續工位繼續生產,使不合格銅環流出,導致焊縫處不飽滿。
分析到這里,已經確認導致高壓油軌泄漏的原因是工序3:端蓋壓裝。
7 結 語
為了減少用戶在使用過程中高壓油軌故障的出現,必須從生產和質量檢驗環節入手把關。因此,質量工作是汽車制造業的重要環節,也是提高產品合格率的重要保障。我們不僅要找出問題發生的原因,而且要幫助生產者找出防止問題再次發生的方法。在本次泄漏問題中,首先應防止事件發生,即防止高壓油軌在端蓋壓裝后銅環傾斜,方法是調整壓銅環深度,從最初的3 mm調整到6 mm。
如果工人操作不慎,導致生產出不合格件,則還可以從檢測上進行控制。方法如下:1)針對沒有及時報廢不合格件這一原因,每個工位增加不合格品箱,確保不合格品能夠及時隔離在過程中,操作工能夠管理和隔離不合格件;2)針對操作工粗心這一原因,每個季度對操作工進行培訓,監控培訓結果;3)針對不合格表和報廢表這一原因,需更新作業指導書,由報廢清單所有者核對不合格記錄表。
通過以上的詳細分析,我們希望這些經驗總結能夠給主機廠的相關工作人員及4S店檢驗人員提供幫助,從而提高工作效率,增加用戶滿意度。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
電子制作(2018年18期)2018-11-14 01:48:24
制造業自動化(2017年2期)2017-03-20 14:26:13
山東工業技術(2016年15期)2016-12-01 05:31:22
海峽科技與產業(2016年3期)2016-05-17 04:32:12
