HDX-900鋼軌銑裝置液壓系統(tǒng)設(shè)計(jì)
2020-08-26 03:50:38王清標(biāo)呂國(guó)慶張育平
液壓與氣動(dòng) 2020年8期
關(guān)鍵詞:作業(yè)
王清標(biāo), 呂國(guó)慶, 張育平
(湖大海捷(湖南)工程技術(shù)研究有限公司, 湖南 長(zhǎng)沙 410205)
引言
鐵路鋼軌在長(zhǎng)時(shí)間、高負(fù)荷的運(yùn)行過程中會(huì)出現(xiàn)諸如表面疲勞開裂、側(cè)向肥邊和波形磨損等缺陷,會(huì)影響行車安全和鋼軌使用壽命,因此需要對(duì)其進(jìn)行整形修護(hù)作業(yè)[1-4]。目前,鋼軌在線修復(fù)技術(shù)主要有鋼軌在線打磨和鋼軌在線銑削。相比鋼軌在線打磨,鋼軌在線銑削修復(fù)具有明顯的優(yōu)勢(shì),尤其是在鋼軌出現(xiàn)較嚴(yán)重的缺陷狀況時(shí)[5-7]。本研究介紹HDX-900鋼軌銑裝置液壓系統(tǒng)的設(shè)計(jì)、計(jì)算及關(guān)鍵液壓原件的選型,為類似的液壓系統(tǒng)設(shè)計(jì)提供參考。
1 HDX-900結(jié)構(gòu)原理
HDX-900鋼軌銑裝置工作部件為立式安裝結(jié)構(gòu),其結(jié)構(gòu)原理如圖1所示。該銑裝置最終目的是控制銑刀盤2相對(duì)于鋼軌3的相對(duì)位置以及定位靴6對(duì)鋼軌3的預(yù)加壓力,來實(shí)現(xiàn)對(duì)鋼軌的銑削加工作業(yè)。作業(yè)時(shí)液壓油缸1無桿腔必須始終通有壓力油,當(dāng)液壓油缸1有桿腔加壓時(shí),整個(gè)銑裝置向下運(yùn)動(dòng),當(dāng)其釋壓時(shí),整個(gè)銑裝置向上運(yùn)動(dòng)。伺服電機(jī)4、絲桿螺母副5和定位靴6構(gòu)成銑刀盤2相對(duì)于鋼軌3位置控制的進(jìn)給機(jī)構(gòu)。
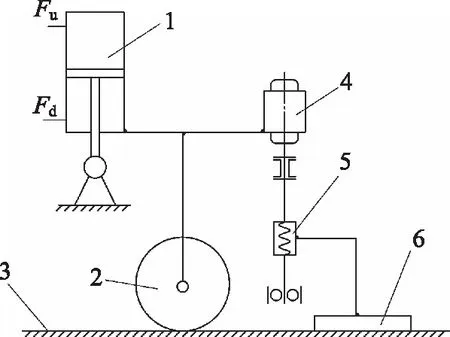
1.液壓油缸 2.銑刀盤 3.鋼軌4.伺服電機(jī) 5.絲桿螺母副 6.定位靴圖1 鋼軌銑裝置結(jié)構(gòu)原理
2 液壓系統(tǒng)的設(shè)計(jì)、計(jì)算和主要元件選型
2.1 液壓系統(tǒng)設(shè)計(jì)及其工作原理描述
根據(jù)圖1鋼軌銑裝置及其工作原理,設(shè)計(jì)其液壓原理圖[8-9],如圖2所示。
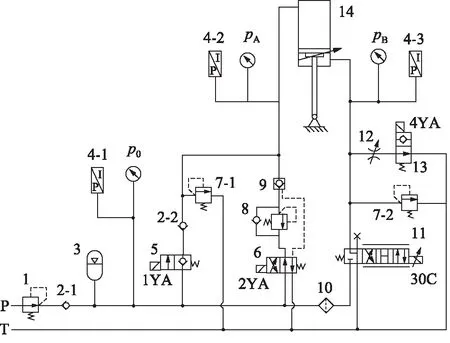
1.減壓閥 2.單向閥 3.蓄能器 4.壓力傳感器 5、13.單向電磁閥6.電磁換向閥 7.安全閥 8.平衡閥 9.液控單向閥10.過濾器 11.比例伺服閥 12.節(jié)流閥 14.液壓油缸圖2 鋼軌銑裝置液壓原理圖
如圖2所示鋼軌銑裝置液壓原理圖,其目的是控制液壓油缸14有桿腔和無桿腔油液的流量和壓力,以實(shí)現(xiàn)鋼軌銑裝置的下壓、上抬動(dòng)作及銑削作業(yè)時(shí)對(duì)定位靴的預(yù)加壓力控制。
安全可靠是鐵路作業(yè)機(jī)械設(shè)計(jì)的一項(xiàng)重要指標(biāo),因此要確保裝置在規(guī)定的作業(yè)窗口期間完成作業(yè)并安全撤離,以保證鐵路運(yùn)行的通暢,液壓工作原理的設(shè)計(jì)也充分考慮了這一點(diǎn)。首先在初始狀態(tài)、緊急狀態(tài)或突發(fā)斷電狀態(tài)下,系統(tǒng)所有電磁閥都將處于斷電狀態(tài),P口或蓄能器儲(chǔ)存壓力油分兩路進(jìn)入到液壓油缸14無桿腔,其中一路經(jīng)單向電磁閥5和單向閥2-2;另一路經(jīng)電磁換向閥6、平衡閥8和液控單向閥9。液壓油缸14有桿腔回油同樣分兩路,其中一路經(jīng)節(jié)流閥12、單向電磁閥13接通回油T口,另一路經(jīng)比例伺服閥11與T口接通。此時(shí)整個(gè)銑裝置在液壓油缸14的驅(qū)動(dòng)下快速向上移動(dòng),并保持在最上端的安全位置狀態(tài)。在此過程中,無論是液壓油缸14的無桿腔進(jìn)油還是有桿腔回油,均具有雙通道,任何單一通道出現(xiàn)故障,都不會(huì)影響整個(gè)銑裝置回到并處在最上端的安全位置。
銑裝置作業(yè)時(shí),電磁鐵1YA,2YA,4YA均通電,液壓油缸14的無桿腔通有壓力油pA,其有桿腔在比例伺服閥11的控制下通有壓力油pB,液壓油缸14在pA,pB和銑單元重力G的共同作用下向下移動(dòng)至定位靴與鋼軌接觸并給定位靴預(yù)加一定的壓力。在不同作業(yè)工況下,如上下坡、凸凹點(diǎn)等,液壓油缸14的無桿腔和有桿腔均有補(bǔ)油和排油的要求,其無桿腔的補(bǔ)油通過單向電磁閥5和單向閥2-2進(jìn)行,而其排油則通過液控單向閥9、平衡閥8和電磁換向閥6與T口連接;其有桿腔的進(jìn)油和排油則全部通過控制比例伺服閥11的開口大小和開口方向?qū)崿F(xiàn)。數(shù)控系統(tǒng)通過采集壓力傳感器4-1,4-2和4-3的壓力反饋信息,對(duì)比例伺服閥11的開口大小和開口方向進(jìn)行控制,以滿足液壓油缸14的有桿腔在不同的作業(yè)工況下對(duì)油液壓力和流量的要求。
2.2 主要設(shè)計(jì)計(jì)算與元件選型
HDX-900鋼軌銑裝置液壓油缸根據(jù)安裝空間、主機(jī)所能夠提供的液壓源的壓力和流量、裝置重量等因素,選取缸徑D為80 mm、桿徑d為56 mm、行程300 mm的油缸,進(jìn)行相關(guān)參數(shù)計(jì)算及主要元件選型如下:
1) 最小提升壓力
(1)
式中,pAmin—— 最小提升壓力,MPa
G—— 銑裝置上、下移動(dòng)部件的重力,N
AD—— 油缸無桿腔有效面積,mm2
如圖2所示鋼軌銑裝置液壓原理圖中,P口壓力必須大于pAmin才能夠保證系統(tǒng)正常工作。當(dāng)G=35000 N時(shí),求得pAmin=7.0 MPa。
2) 工作狀態(tài)下定位靴承受的最大預(yù)壓力
如圖1鋼軌銑裝置結(jié)構(gòu)原理圖中,其定位靴6必須始終與鋼軌3在一定預(yù)壓力作用下保持接觸,預(yù)壓力過大則加速定位靴6的磨損破壞,也會(huì)導(dǎo)致絲桿螺母副5損壞或降低其使用壽命;反之如果預(yù)壓力過小則會(huì)直接影響鋼軌銑削作業(yè)效果。作業(yè)狀態(tài)當(dāng)銑刀盤懸空時(shí),定位靴所承受預(yù)壓力最大。由如圖2軌道銑裝置液壓原理圖得出:
Fmax=pBAd-pAAD+G
(2)
式中,F(xiàn)max—— 定位靴承受最大預(yù)壓力,N
pA—— 油缸無桿腔油液壓力,MPa
pB—— 油缸有桿腔油液壓力,MPa
Ad—— 油缸有桿腔有效面積,mm2
當(dāng)單向閥2-2開啟壓力為0或忽略其開啟壓力不計(jì)時(shí),由式(2)得知,當(dāng)pB=pA=p0時(shí),定位靴所受預(yù)加壓力最大,即:
Fmax=(Ad-AD)p0+G
(3)
式中,p0為系統(tǒng)壓力,MPa。
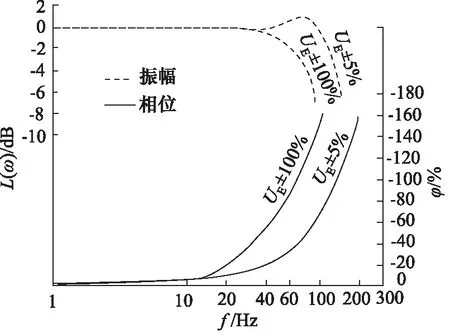
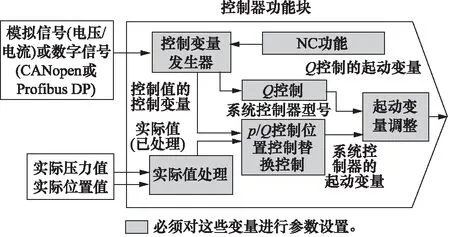
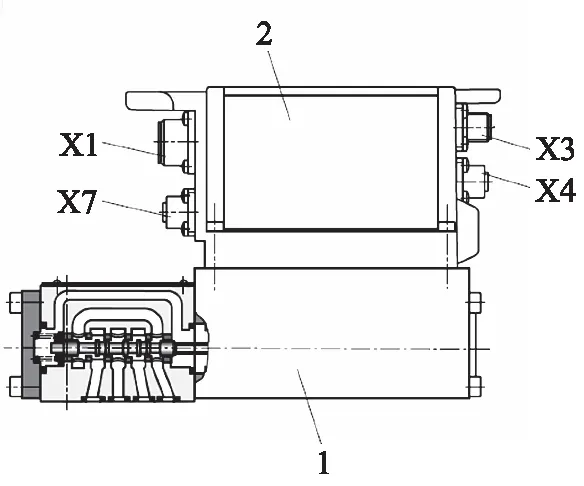
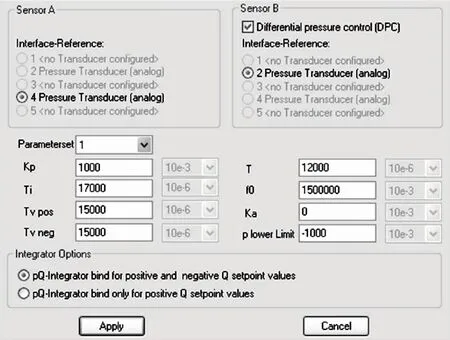
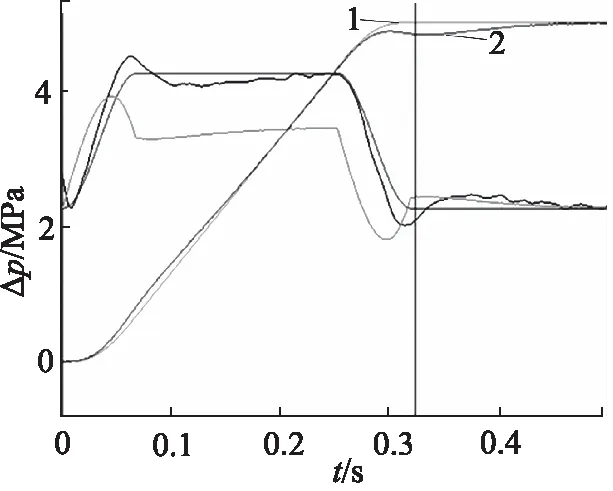
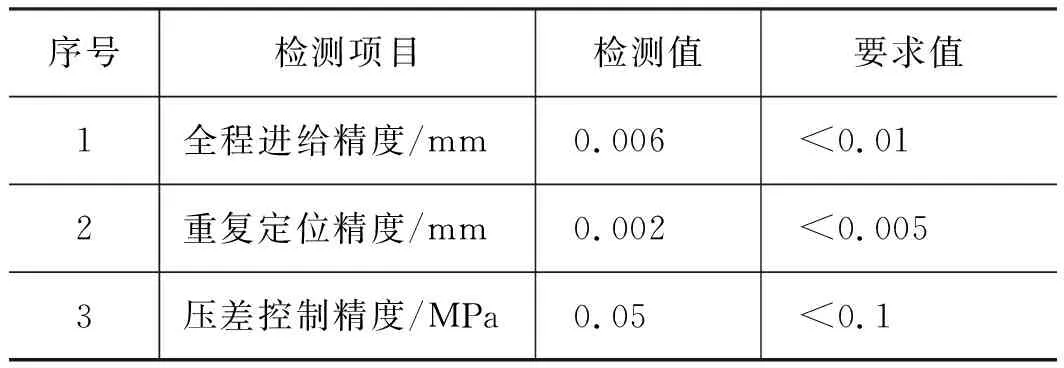
由于Ad Fmax=15305 N 由式(3)得知,定位靴所受最大預(yù)加壓力隨著p0的增加而減小直至為0,此時(shí): Fmax=(Ad-AD)p0max+G=0 (4) 由此得出: (5) 當(dāng)取缸徑D=80 mm、桿徑d=56 mm時(shí),算得:p0max=14.2 MPa。 根據(jù)鋼軌銑削作業(yè)要求[10-11],定位靴預(yù)加壓力要求大于5000 N,即Fmax≥5000 N,由此算出:p0max≤12.2 MPa。 因此整個(gè)液壓系統(tǒng)工作壓力必須滿足: pAmin≤p0≤p0max,即:7.0 MPa ≤p0≤12.2 MPa,系統(tǒng)設(shè)計(jì)壓力取p0=9.0 MPa。 3) 蓄能器容量計(jì)算 在如圖2所示鋼軌銑裝置液壓原理圖中,蓄能器3的作用[12-13]主要是在主機(jī)液壓源突發(fā)故障如斷電、油源斷供等時(shí),為整個(gè)銑裝置提供足夠的壓力油,驅(qū)動(dòng)其上升至安全位置以便收車及時(shí)離開作業(yè)現(xiàn)場(chǎng)。蓄能器通常有重錘式、彈簧式和氣囊式等,系統(tǒng)采用氣囊式蓄能器,對(duì)其有容積進(jìn)行計(jì)算如下: 首先,油缸驅(qū)動(dòng)銑裝置上升至安全位置所需蓄能器最小工作容積為: Vxmin=LAD×10-6 (6) 式中,Vxmin—— 蓄能器最小工作容積,L L—— 油缸行程,mm 取缸徑D=80 mm、行程L=300 mm時(shí),算得:Vxmin=1.5 L。 蓄能器作為應(yīng)急動(dòng)力源時(shí),所需的蓄能器容積應(yīng)滿足[14]: (7) 式中,V0—— 蓄能器容積,L Vxmin—— 蓄能器最小工作容積,L p1—— 蓄能器充氣壓力,取p1=0.471pA,MPa 當(dāng)液壓油缸無桿腔工作壓力為pA=9.0 MPa時(shí),算得蓄能器容積V0≥13.8 L,因此選用NXQ1-16/20型蓄能器,其公稱容積16 L,公稱壓力20 MPa。 4) 比例伺服閥的選型 比例伺服閥11在如圖2所示鋼軌銑裝置液壓原理圖中屬于核心元件,其性能直接影響整個(gè)鋼軌銑裝置的作業(yè)效果和穩(wěn)定性[15-16]。 作業(yè)時(shí)比例伺服閥最大通過流量: (8) 式中,Qmax—— 比例伺服閥最大通過流量,L/min imax—— 鋼軌最大允許坡度 vmax—— 銑裝置最大作業(yè)速度,km/h 取imax=5.5%,vmax=1.5 km/h,得:Qmax=3.52 L/min。 選用伺服閥型號(hào)為:4WRPNH 6 C3 B24L。其流量特性:閥單口δpA為3.5 MPa或雙口δpAB壓差7 MPa時(shí),額定流量為24 L/min,且為線性曲線。閥符號(hào)及特性曲線如圖3所示,安全位(斷電位)時(shí)A、B口均通T口。 伺服閥的頻率響應(yīng)如圖4所示,通過曲線可看出,該閥在5%信號(hào)值時(shí)的頻率約為130 Hz,在100%信號(hào)幅值為-3 dB時(shí)的頻率約為75 Hz,相位差-90°時(shí)約為60 Hz。 鋼軌銑裝置液壓系統(tǒng)的主要功能,是實(shí)現(xiàn)定位靴壓在鐵路鋼軌上的壓力保持恒定,并且在其沿鋼軌做水平移動(dòng)時(shí),不因鋼軌上方的凸起或者凹陷而引起壓力變化。該伺服閥具備壓差控制的功能,可以通過如圖5所示伺服閥控制器功能模塊,對(duì)閥的采集壓力進(jìn)行差值計(jì)算,使其保持恒定的壓差。 圖3 伺服閥符號(hào)圖及流量曲線圖 圖4 伺服閥的Bode圖 圖5 伺服閥的控制器功能模塊圖 伺服閥接口如圖6所示,X1,X4,X7都為模擬量接口,X3為現(xiàn)場(chǎng)總線接口。可從X4口引出兩路壓力信號(hào),分別采集油缸的無桿腔和有桿腔的壓力。當(dāng)通過X3口總線輸入特定控制信號(hào),且在閥內(nèi)軟件設(shè)置為壓差控制模式時(shí),通過閥內(nèi)部控制器進(jìn)行PID運(yùn)算后,使其輸出的壓力差值為一定值,此值不隨外部各種干擾因素而變化,只隨輸入的要求信號(hào)值變化。 1.主閥 2.控制器圖6 伺服閥的接口圖 本系統(tǒng)在銑磨車銑裝置的樣機(jī)上首次應(yīng)用,聯(lián)機(jī)調(diào)試各動(dòng)作順暢,蓄能器斷電提升供油正常。按目前作業(yè)最大速度1.5 km/h的作業(yè)速度,定位靴長(zhǎng)度為400 mm,可以得出伺服系統(tǒng)響應(yīng)頻率在1.04 Hz就能滿足控制要求,系統(tǒng)的參數(shù)調(diào)整界面如圖7所示。通過監(jiān)控給定與輸出的變化情況,調(diào)整相關(guān)系統(tǒng)參數(shù),實(shí)現(xiàn)輸出值跟隨輸入一致變化,無超調(diào),無震蕩,當(dāng)給定發(fā)生變化時(shí),輸出信號(hào)能及時(shí)準(zhǔn)確跟隨,其跟隨效果圖8所示。從圖可以觀察出實(shí)際壓差值很好的跟隨了給定壓差值的變化,無明顯沖擊。在現(xiàn)場(chǎng)以0.5~1.0 km/h 速度進(jìn)行作業(yè)試驗(yàn),銑裝置向前作業(yè)走行時(shí),整個(gè)液壓系統(tǒng)都很好的跟隨了鋼軌的曲線起伏變化,作業(yè)效果良好。 圖7 伺服系統(tǒng)參數(shù)調(diào)整界面 HDX-900樣機(jī)主要精度檢測(cè)結(jié)果如表1所示。在銑削量在0.1~2.0 mm,銑削速度在0.5~1.0 km/h之間對(duì)標(biāo)準(zhǔn)鋼軌軌進(jìn)行銑削加工試驗(yàn),連續(xù)性達(dá)到100%,銑削后鋼軌縱向波磨度小于0.1 mm/m,表面粗糙度Ra<3.0 μm,輪廓度小于±0.2 mm,各項(xiàng)指標(biāo)均達(dá)到設(shè)計(jì)要求,銑削作業(yè)效果良好。將來還需要在鋼軌常規(guī)銑削修復(fù)作業(yè)中進(jìn)一步試驗(yàn)驗(yàn)證。 1.給定壓差值 2.實(shí)際壓差值圖8 伺服系統(tǒng)壓差控制的跟隨效果圖 表1 樣機(jī)主要精度檢測(cè)結(jié)果 本液壓系統(tǒng)在關(guān)鍵回路采用雙通道設(shè)計(jì),同時(shí)在系統(tǒng)進(jìn)油口增設(shè)蓄能器作為應(yīng)急油源,滿足了鐵路作業(yè)裝備高可靠性方面的要求。采用比例伺服閥和壓力傳感器形成閉環(huán)控制,可靠的控制執(zhí)行油缸上下腔壓力差值,從而有效控制銑裝置定位靴對(duì)鋼軌的壓力值的大小,滿足了不同鋼軌銑削修復(fù)作業(yè)工況的要求,樣機(jī)試驗(yàn)取得了很好的效果。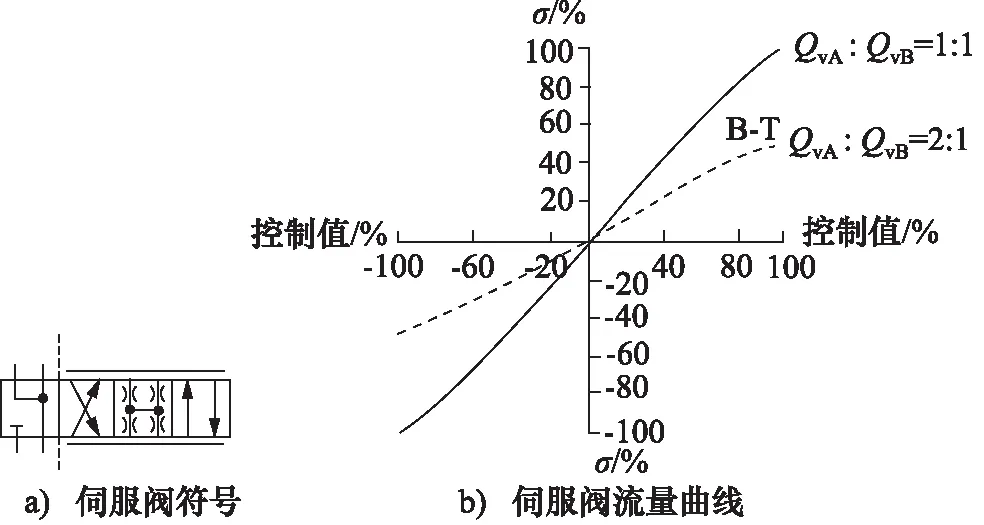
3 應(yīng)用效果
3.1 液壓系統(tǒng)的調(diào)試與跟隨特性
3.2 樣機(jī)檢測(cè)精度和試驗(yàn)作業(yè)效果
4 結(jié)論
猜你喜歡
小主人報(bào)(2022年1期)2022-08-10 08:28:44
新作文·小學(xué)低年級(jí)版(2021年9期)2021-11-27 07:57:46
學(xué)生天地(2020年17期)2020-08-25 09:28:54
作文成功之路·小學(xué)版(2020年7期)2020-08-24 08:19:30
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
作文成功之路·小學(xué)版(2020年7期)2020-01-02 10:10:44
趣味(數(shù)學(xué))(2018年12期)2018-12-29 11:24:10
小學(xué)生作文(中高年級(jí)適用)(2017年10期)2017-11-13 06:01:00
能源(2016年2期)2016-12-01 05:10:46
故事大王(2016年7期)2016-09-22 17:30:08
