布雷克鋼領鋼絲圈的使用體會
2020-08-24 03:11:40張志強李保勝張坤峰段娜微
棉紡織技術 2020年8期
關鍵詞:質量
張志強 李保勝 張坤峰 段娜微 張 盼
(河北宏潤新型面料有限公司,河北保定,071500)
1 鋼領鋼絲圈對紡紗的影響
鋼領鋼絲圈是環錠細紗機加捻卷繞的關鍵部件之一,其質量的好壞和使用的合理與否都直接影響著細紗工序的卷裝大小、千錠時斷頭、成紗毛羽、棉結等指標[1]。鋼領直徑越大則細紗的卷裝越大,反之則卷裝越小,但在錠速不變的情況下,隨著鋼領直徑的增加,鋼絲圈在鋼領上的運轉速度也不斷增加,也就越易出現鋼絲圈磨損和飛圈現象。鋼領表面的圓整度、平整度和光滑度直接影響鋼絲圈的運行情況,從而影響細紗工序的千錠時斷頭等。鋼絲圈的質量、圈形是影響細紗斷頭和成紗指標的主要因素。
2 布雷克鋼領的使用注意事項
在加捻卷繞過程中,鋼絲圈的內腳緊貼鋼領的內側圓弧(俗稱跑道)滑行。因此鋼領的直徑、表面狀態(特別是內表面狀態)均對鋼絲圈的運行產生一定的影響。
2.1 鋼領直徑的選擇
鋼領直徑的選擇要充分考慮所紡紗線的線密度、錠速等因素的影響。在錠速和鋼絲圈質量不變的情況下,鋼領直徑越大則鋼領表面負荷就越大,鋼領表面也就越容易磨損。同樣在錠速和鋼領直徑不變的情況下,鋼絲圈越重則鋼領表面負荷就越大,鋼領表面就越容易磨損。鋼領負荷公式見式(1)。

式中:L為鋼領表面負荷(mN);m為鋼絲圈質量(mg);v為鋼絲圈線速度(m/s);r為鋼領半徑(mm)。
在選擇鋼領直徑時要充分以計算值為基礎進行選擇,但需要注意的是正常生產中鋼領負荷為允許最大負荷的1/3到1/2為宜。由于我公司現在主要紡制純棉18.2 tex和14.6 tex針織紗,紡棉時布雷克鋼領允許的最大負荷為4 000 mN,所以選用的鋼領直徑為42 mm。另外,鋼領直徑越大,紡一落紗的時間就越長,在空氣條件不好的時候就越容易出現煤灰紗。
2.2 新鋼領上機前的準備工作
安裝鋼領前的準備工作是保證鋼領正常使用的基礎。在新鋼領安裝前,首先要確保鋼領板水平,不扭曲,鋼領座要用刷子清潔干凈座內,不得有纖維短絨、雜質等,以確保鋼領安裝后表面的橫向和縱向保持水平。需要注意的是,布雷克鋼領與其他鋼領不同,其表面所涂油料為鋼絲圈磨合潤滑油而非防銹油,所以鋼領從包裝中取出后直接安裝上車即可,切勿將其表面油膜擦掉,否則在磨合期內會導致鋼絲圈磨損嚴重、細紗毛羽棉結惡化、千錠時斷頭增加。
2.3 鋼領上機后的跑道磨合程序
新鋼領上機后需要有一個較長的磨合期,以使鋼領表面形成較好的鋼絲圈運行軌道。在磨合期內要嚴格根據布雷克公司的要求及時更換鋼絲圈,并且新鋼領上車后,前2次~3次鋼絲圈更換非常重要。需要注意的是最好使用14.6 tex或18.2 tex紗進行磨合;切勿使用29.2 tex紗線進行磨合,否則易造成改紡其他號數紗線時斷頭增加。9.84 tex以上品種磨合要求:第1次在一落紗之后更換鋼絲圈,第2次在1天后更換鋼絲圈,第3次在鋼絲圈正常使用周期的1/4時更換鋼絲圈,第4次在鋼絲圈正常使用周期的1/2時更換鋼絲圈,第5次在鋼絲圈正常使用周期的3/4時更換鋼絲圈,第6次在按照鋼絲圈正常的一個使用周期更換,6次更換鋼絲圈均不需要減速。
3 布雷克鋼絲圈的選用注意事項
鋼絲圈雖小,作用卻很大。它是完成細紗加捻卷繞不可缺少的元件,更重要的是鋼絲圈的幾何形狀、質量可以控制并穩定生產中的紡紗張力。紡紗張力過大,將增加錠子的功率消耗和千錠時斷頭率;張力過小,將降低筒管的卷繞密度,從而影響成形,或造成氣圈膨大而不穩定。因此,通過鋼絲圈穩定氣圈形態非常重要[2]。
3.1 鋼絲圈質量的選擇
紡紗時鋼絲圈的質量應根據所紡紗線的線密度、鋼領直徑、錠子轉速、鋼領狀態、季節及車間溫濕度的情況進行選擇。具體選用原則:所紡紗線號數越細,鋼絲圈應越輕;錠速越快,鋼絲圈應越輕,一般錠速相差1 000 r/min,鋼絲圈質量相差1號;使用國產鋼領,新鋼領上機時,鋼絲圈應比正常使用的鋼絲圈質量減輕1號~2號;使用布雷克鋼領,新鋼領上車時,不用減輕鋼絲圈號數,按照正常鋼絲圈質量上車并嚴格按照鋼領磨合程序進行更換即可;且布雷克鋼領鋼絲圈配套使用時,同樣錠速的情況下鋼絲圈質量可適當加重;紗線強力高,紗管長,導紗鉤至錠子頂端的距離大,鋼絲圈應適當加重;季節不同,溫濕度變化,紗線與鋼絲圈鋼領摩擦因數發生變化,使紡紗張力和氣圈發生變化,因此冬季使用的鋼絲圈應偏重掌握,夏季使用的鋼絲圈應偏輕掌握,相對濕度大時鋼絲圈應偏輕掌握。總之,鋼絲圈質量的選擇應保證較少的千錠時斷頭和成紗指標,從表面上看,紡紗氣圈應在小紗時不打隔紗板,不蹭紗管頭,且大紗時千錠時斷頭不應過高為宜。
3.2 鋼絲圈弓形的選擇
鋼絲圈弓形的選擇主要考慮因素是紗線線密度,鋼絲圈磨損通道與紗線通道的距離。通常,紗線越粗則應選擇的鋼絲圈弓形越高,除此之外在紗線通道與鋼絲圈磨損通道不交叉的前提下,兩通道的距離越近越好,如圖1所示。圖1中黃色通道為紗線通道,灰色通道為鋼絲圈磨損通道,因為兩通道距離近,當紗線在鋼絲圈表面高速運轉時,融化的棉蠟可以較好地飛濺到鋼絲圈磨損通道上,從而起到很好的潤滑效果,有利于減少斷頭、毛羽和降低鋼絲圈的磨損。生產實踐中發現,鋼絲圈的弓形越高,這兩個通道的距離越大,反之距離越小,但當紗線較粗時,低弓形的鋼絲圈紗線通道較小,就會使紗線與鋼領接觸,從而造成紗線毛羽和棉結等指標的惡化。
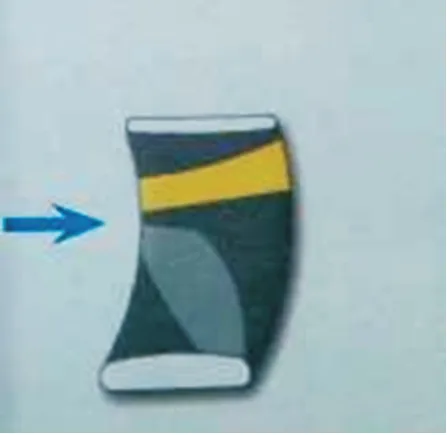
圖1 鋼絲圈磨損通道與紗線通道的距離示意圖
3.3 鋼絲圈磨損情況分析
在實際生產中,鋼絲圈上機后應注意觀察其磨損通道以及磨損通道與紗線通道的距離。通過長期的使用觀察發現,鋼絲圈在正常使用過程中主要有以下幾種磨損情況,如圖2所示。圖2中黃色區域為鋼絲圈的磨損區域,圖2(a)為鋼絲圈正常時的磨損情況,可以正常使用,且周期較長;圖2(b)鋼絲圈磨損較為嚴重,應及時更換同型號鋼絲圈,同時適當縮短鋼絲圈使用周期;圖2(c)為鋼絲圈偏輕造成的磨損,應適當增加鋼絲圈的質量并進行試驗分析,直至達到圖2(a)的磨損效果。
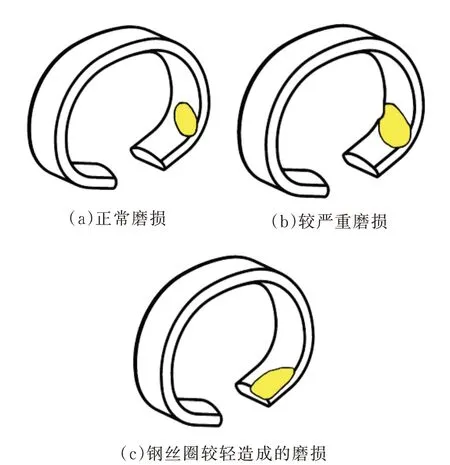
圖2 鋼絲圈磨損情況
鋼絲圈磨損通道與紗線通道的距離不僅影響成紗指標,還在一定程度上影響著鋼絲圈的磨損程度和使用壽命,如圖3所示。
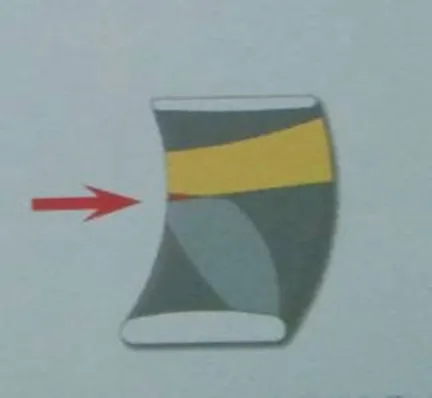
圖3 鋼絲圈磨損通道與紗線通道的交叉區域
圖3中黃色區域(紗線通道a)和灰色區域(鋼絲圈磨損通道b)交叉,出現的紅色區域c會惡化成紗的毛羽等指標。此時應適當加重鋼絲圈號數,選擇弓形較高的鋼絲圈進行試驗對比。當a和b距離過大時,鋼絲圈不能起到自潤滑的效果,導致鋼絲圈的嚴重磨損從而縮短其使用壽命,此時應選用弓形較低的鋼絲圈型號,一般a區域和b區域的最小距離略小于b區域的寬度為宜。
4 生產實踐舉例
我公司在日常的抽樣測試中,曾發現某品種不定時出現個別管紗的+140%棉結和毛羽等指標特別差,尤其是+140%棉結更是正常值的2倍~3倍之多。通過我公司技術人員的觀察和跟蹤,發現每次出現異常紗的鋼絲圈磨損狀態均類似于如圖4所示的磨損狀態。調整鋼絲圈弓形后,異常紗隨之消失。

圖4 異常紗的鋼領磨損
5 結語
鋼領鋼絲圈不僅是環錠細紗機加捻卷繞的重要部件,也是影響成紗毛羽棉結和千錠時斷頭的關鍵部件。在實際應用中,應以試驗數據和鋼絲圈的實際磨損情況為依據,對鋼領鋼絲圈進行優選,尤其對鋼絲圈的質量、弓形高低等應重點關注,并隨季節變化做對比試驗進行優選。只要選擇合適鋼領鋼絲圈,嚴格按照布雷克公司的要求對鋼領鋼絲圈進行磨合,在日常使用中就能達到較好的使用效果。除此之外還應密切注意歪錠子、歪氣圈等設備本身的缺陷,減少對鋼領鋼絲圈正常使用的影響。
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54