合理控制漿紗回潮率的探討
2020-08-24 03:11:32孟紅彩
棉紡織技術 2020年8期
孟紅彩
(上海新齊力助劑科技有限公司,上海,201711)
漿紗的主要目的是增磨、貼伏毛羽,提高紗線的動態力學性能,改善經紗的可織性,滿足織造需要。要提高可織性,一方面必須實現均勻合理的上漿率,另一方面必須控制好漿紗的回潮率。作為衡量漿紗主要質量指標之一的回潮率在生產中的設定和控制非常重要,回潮率過大過小都不利于織造。漿紗回潮過大會造成黏并紗,環錠紡出現開口不清、毛羽黏連,并且回潮率特別高時紗線容易發霉;漿紗回潮過小時干分絞處落漿增加,漿膜被破壞,在織機上出現起毛、斷紗增多的問題,而且回潮率過小也會增加漿紗用汽量。特別在當前國家對環保工作要求越來越高,逐步實現蒸汽源由煤改氣的大形勢下,企業用汽成本增加,使得在保證漿紗質量前提下合理控制回潮率、最大限度地節能降耗顯得更有意義。本文根據多年的工廠實踐經驗,結合當前新漿料配方、新的紡紗形式及不同纖維對回潮率的要求進行探討。
1 漿紗回潮率對漿紗及織造的影響
1.1 漿紗回潮率對漿紗質量的影響
不同回潮率的漿紗,其漿紗性能有一定的差異,表現在隨著回潮率的增加,經紗的抗疲勞強度和耐磨能力有一定程度的增加。這主要是因為回潮率較低的紗線,經過摩擦后落漿較大,漿膜破壞嚴重[1]。
1.2 漿紗回潮率對漿紗產能的影響
采用無PVA漿料配方,對品種A和品種B在不同回潮率下進行跟蹤測試,其中,品種A為JC 7.3×JC 7.3 905.5×(314.5×3)325緞紋;品種B為C 14.6×C 14.6 523.5×283.5 160平紋,品種A和品種B的漿紗機型號分別為HS40和GA 310。
當品種A的車速為80 m/min,品種B的車速為55 m/min,且兩個品種的車速保持不變時,回潮率的增加對烘筒溫度的影響見表1。
由表1可知,在漿紗機車速不變時,當回潮率從7%提高到9%,烘筒溫度可降低5℃以上,有利于節約用汽量。
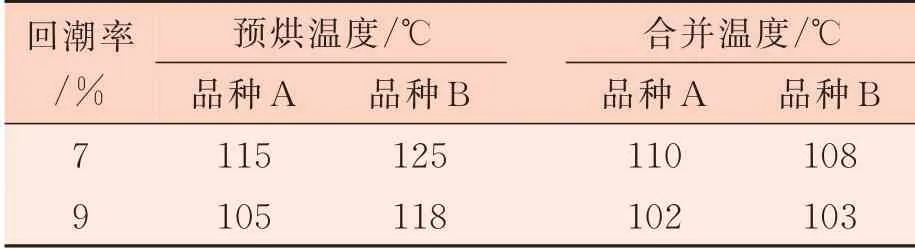
表1 車速不變時回潮率對烘筒溫度的影響
當品種A的預烘溫度為115℃,合并溫度為100℃,品種B的預烘溫度為118℃,合并溫度為103℃,且兩個品種的烘筒溫度保持不變時,回潮率的增加對漿紗車速的影響見表2。
由表2可知,在烘筒溫度不變時,當回潮率從7%提高到9%,漿紗車速可增加8 m/min,增加率為11%~17%,漿紗產能非常可觀。

表2 烘筒溫度不變時回潮對漿紗車速的影響
1.3 漿紗回潮率對織造效果的影響
織造車間相對濕度適當下降,從原來的相對濕度75%降至70%時,回潮率對兩個品種織造效果的影響見表3。其中,品種A的織機型號為ZAX9100-340,品種B的織機型號為必佳樂190。

表3 回潮率對兩個品種織造效果的影響
由表3可知,當漿紗回潮率提高2%時,臺時斷經斷緯次數均有所降低,織機效率有所提高。
2 漿紗回潮率確定依據
目前國內外新型漿紗機都自帶回潮率測試儀,設定好回潮率值,設備會根據測出的實際回潮率來控制烘筒溫度,使回潮率達到要求。但生產中回潮率設定多少為宜是值得漿紗工作者關注的問題。傳統上認為回潮率的大小取決于纖維種類、紗線號數、經緯密度、上漿率和漿料性能,但經過十幾年的漿紗應用經驗認為,紡紗方式和車間環境溫濕度也是設定回潮率時需要考慮的因素。
2.1 纖維種類
漿紗回潮率首先應根據紡織材料的公定回潮率來決定,其次再結合其他影響因素來確定最終設定值,新型漿紗機回潮率測試儀根據不同纖維的特性提供不同的檢測系數供設定時選擇。對于多數纖維,其公定回潮率接近于紡織材料在溫度為20℃,相對濕度為65%的標準環境下的回潮率[2]。紡織企業在生產過程中常用的幾種纖維紗的回潮率見表4。
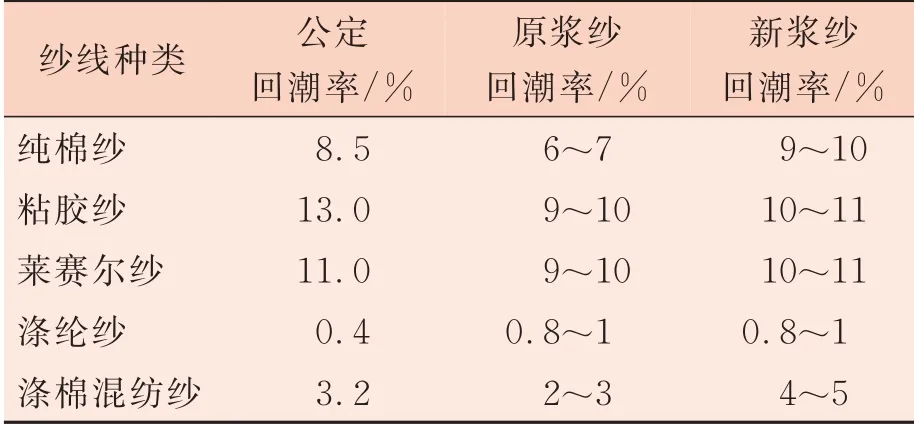
表4 常用幾種纖維紗的回潮率
原漿紗回潮率是基于傳統的漿料配方(大多含PVA)及采用環錠紡紗線時紡織廠通常采用的漿料配方,新漿紗回潮率是基于全部采用無PVA漿料配方。在織造車間相對濕度下的平衡回潮率就是織造時的實際回潮率,理想的狀態是漿紗干燥后的回潮率與織造時的回潮率相吻合[3]。以往的觀念里純棉和滌棉品種漿紗回潮率偏低掌握,小于公定回潮率。如果采用不同的漿料配方,就可完全實現高于公定回潮率的大回潮狀態,在織機相對濕度適當降低的條件下達到平衡回潮;粘膠紗和萊賽爾紗由于纖維的吸濕膨脹率較高,特別是粘膠纖維濕強力又是幾種纖維中最低的,故其漿紗回潮率不宜高于公定回潮率,在織機上呈放濕狀態較宜,此類紗線目前較多采用新型的紡紗形式,故在傳統回潮率基礎上可以適當提高;而純滌綸紗則較公定回潮率高0.5%為宜,是由于纖維本身幾乎不含水分,因而給予漿紗較多的水分,有利于漿料的附著。
2.2 漿料配方
2.2.1 淀粉類漿料
隨著越來越多可取代PVA的高性能漿料不斷被研發應用,在純棉品種上已完全實現純淀粉上漿,在滌綸及滌棉類品種上也在逐步推進中,為提高漿紗回潮率創造了有利條件。淀粉作為經紗上漿的主要漿料,在成本和環保方面都占有很大優勢,但是因其大分子鏈是由環狀結構的葡萄糖剩基構成的,故柔順性差,玻璃化溫度(以下簡稱Tg)高,其漿膜硬而脆。添加增塑劑可使高聚物淀粉的Tg降低,這是由于增塑劑分子削弱了高聚物分子間引力,使高聚物分子鏈易于旋轉,由此推理,水分也能降低高聚物的Tg[4]。提高采用淀粉漿料上漿的漿紗回潮率,把水做為增塑劑,克服了漿膜硬而脆的缺點,能有效提高紗線可織性。
長期以來,紡織廠漿紗工藝把純棉品種的回潮率定在6%~7%,從理論上講是不合理的。原因是純棉紗的公定回潮率是8.5%,也就是說紗線的回潮率達到8.5%時,其強力、伸長、耐磨性、抱合力等物理機械性能可以達到相對較佳的水平,但漿料中使用PVA后,PVA由于其制作過程要求及其分子結構決定了其含水率僅6%左右,如果漿紗回潮率大于8.5%,就有可能因PVA形成的漿膜含水飽和而產生漿紗回黏,造成漿紗并頭。而純淀粉類漿料自身含水率達14%左右,能夠將純棉漿紗回潮率提高到8.5%甚至更高,一方面由于回潮率提高能保持和充分發揮紗線自身的物理機械性能;另一方面淀粉所形成的漿膜需要一定的水分來保證其漿膜的完整性、黏附性、耐屈曲、耐摩擦等適合于織造的優良性能,否則回潮率過低,淀粉漿料形成的漿膜就會發生破裂、脫落等現象,造成漿紗落漿落物增加,織造效果不佳[5]。從近年來筆者在不少紡織廠推廣應用無PVA上漿實踐也證明,純棉紗采用純淀粉漿料上漿時,加大漿紗回潮率更有利于提高漿紗的可織性。
2.2.2 丙烯酸類漿料
丙烯酸類漿料以黏附性強、漿膜柔韌性好的優點被泛應用于生產中,與PVA、淀粉并稱三大漿料。傳統的丙烯酸類漿料一般是指聚丙烯酸甲酯和聚丙烯酰胺,前者Tg過低易使漿紗在織造時產生再黏,無法實現大回潮率漿紗,已被淘汰;后者雖然Tg較高,但卻因其具有強吸水性基團,易吸收空氣中的水分,使漿膜表面溶解產生再黏現象影響織造效果[6],限制了其用量和大回潮率漿紗的應用,不過當前新型的丙烯酸類漿料早已克服傳統聚丙烯酰胺的缺點并進入市場應用中。同時Tg適中、吸濕性小、黏結力強、漿膜韌性好的聚丙烯酸酯漿料在滌棉品種配方中得以大比例應用,實現了無PVA上漿和大回潮率工藝,如QL-89在滌棉品種中的應用。相比于PVA,QL-89對滌綸和棉纖維的黏著力分別提高了33%~39.7%和34.8%~81.5%;相同相對濕度下相比于PVA、國內丙烯酸類和國外丙烯酸類,QL-89吸濕性較小,不易產生吸濕再黏的問題。PVA的漿膜強力很大,大大超過了漿膜與紗線的黏附力,造成干分絞困難,在干分絞時易造成漿膜與紗線分離、漿膜撕裂、毛羽增多。而QL-89漿膜強力低,有利于分紗,漿膜完整,毛羽減少。同時理論與實踐研究表明,漿膜的強力對紗線的作用并不大,而漿膜的斷裂伸長率對其卻很重要,漿膜的斷裂伸長率若與所漿紗線的斷裂伸長率相等或稍大,則非常有利于漿紗質量的提高。QL-89漿膜的斷裂伸長率大于國內某聚丙烯酸酯,小于PVA,但明顯高于紗線在織造時的斷裂伸長率,同時吸濕性小,更適合用在滌棉品種上提高回潮率[7]。
2.3 新型紡紗方式
在傳統的操作習慣中,漿紗擋車工對回潮率的控制以寧小勿大為基本原則,不僅有漿料配方和織機溫濕度的原因,還存在有害毛羽較多的環錠紡紗線在生產中占主導地位的因素。如果漿紗回潮過大,在織造車間產生開口不清、毛羽黏連的情況,不僅影響織機效率,而且極易形成棉球疵布,嚴重時還需要將其退回至漿紗工序重新倒軸烘干。當今紡紗技術飛速發展,越來越多的新型紡紗方式被應用,轉杯紡、賽絡紡、集聚紡、賽絡集聚紡、噴氣渦流紡等,這些新型紡紗方式使得環錠紡紗線有害毛羽問題得以解決,更能滿足噴氣織機梭口小對毛羽要求高的需求。同樣規格同樣纖維品種在使用新型紡紗方式的紗線漿紗時,由于不存在回潮大而毛羽黏連問題,回潮率至少可較傳統環錠紡紗線提高0.50%~1%[8],如果仍采用與傳統環錠紡紗一樣的小回潮率,不僅增加漿紗的能耗,還有可能因回潮率過小烘得太干,在漿紗起機時會造成干分絞處斷頭,嚴重影響開車,此類問題應引起關注。
2.4 環境溫濕度
漿紗回潮率的大小還要考慮與織造車間的相對濕度和溫度匹配,如前所述加大純棉漿紗回潮率后在織機漿軸可呈放濕狀態,不會影響織機效率,織機的相對濕度可適當降低,由傳統的75%左右降低至70%左右,不僅有利于織造,而且可節約空調能耗。河南新野某企業以純棉品種為主,一年多來全部采用無PVA上漿配方和漿紗大回潮率的工藝路線,織機車速730 r/min~750 r/min,相對濕度控制在70%左右,織機效率一直穩定在較高水平。并不是所有企業車間溫濕度控制得都很好,個別小企業還存在沒有空調的問題,這就要求車間內溫濕度變化大時,漿紗回潮率要做適當調整。比如在夏天高溫高濕季節回潮率要適當降低,特別是南方的梅雨季節,如果漿紗不能及時上織機或在做庫存產品時,注意回潮率需略微下調,或者在調漿時加入防霉劑。在冬天溫濕度低時應適當提高回潮率,否則會造成漿膜脆硬不耐磨甚至嚴重的起棉球現象,秋冬季節交替常會有企業出現質量波動也與此有關系。
2.5 其他因素
在漿紗車速和烘燥溫度一定時,漿紗回潮率是隨著上漿率的變化而變化的,上漿率高回潮就大,反之亦然。漿紗被覆重,它內部的水分不易蒸發,回潮率就偏高,紗線上漿不均勻時回潮率也往往不穩定,所以要保證回潮率穩定也要注意上漿的均勻,回潮率波動大時應及時注意漿液的使用情況。
出烘燥區后漿紗還具有較高的溫度,即漿紗中存有較高的能量,部分能量在漿紗卷入織軸以前會使其再蒸發。采用Mahlo生產的手提式測濕儀分別在烘燥區和漿軸上以相同的壓力測量再蒸發量,從試驗結果可知再蒸發量平均值為1%[9],此觀點與20多年前德國設備技術服務工程師所講的漿軸回潮率較出烘房測試輥處紗線回潮率低1%是一致的,在電腦設定回潮率時應予以考慮。
3 漿紗回潮率的檢測和控制
3.1 檢測方法
3.1.1 在線檢測和落軸剪紗取樣稱重測試
目前無論是國產或是進口的新型漿紗機都有回潮在線檢測裝置和回潮自動控制系統,在線檢測在漿紗出烘房導輥上有檢測頭,可利用水的導電性能遠比纖維高這一特性,采用電氣測定方法在線顯示。取樣測定法一般采用絕對干燥法(烘箱法),落軸時剪20 cm長的紗樣,隨即放入密封的容器中,以免受車間空氣影響,先將紗樣用天平稱重,再放入105℃的烘箱中靜置2 h,烘至恒重,按公式算出回潮率。有條件的結合兩種方法測試實際回潮率,數據更準確。
3.1.2 手感目測法
對于一些既沒有回潮率在線檢測也沒有取樣測試條件的設備,可采取經驗法檢測回潮率。目測干分絞區,紗片發暗有陰影為回潮率大,紗片發白為回潮率小,干分絞處落漿多為回潮率小;絞棒開口小為回潮率大,開口大為回潮率小;手感紗片發濕發涼為回潮率大,手感發硬發熱為回潮率小。
3.2 回潮率的控制
回潮率的控制一般有“定速變溫”與“定溫變速”兩種方法,操作工一般習慣采用“定速變溫”的方法。有回潮自動控制裝置的通常是采用“定溫變速”法,當回潮率小于設定值時,車速自動上升,當回潮率大于設定值時,車速自動下降,使漿紗回潮率始終處于受控狀態。烘筒溫度是設定車速的依據,通常是預烘溫度要高于合并溫度。高的預烘溫度有利于漿液的被覆,保證漿膜完整和減少毛羽,有利于提高紗線的耐磨性;溫度低時烘筒易黏漿皮。合并烘筒溫度建議不低于100℃,否則會產生冷凝水,對于覆蓋系數非常小的品種,既要保證預烘溫度和漿膜的完整度,又不能烘得太干,建議可以少走一組預烘以保證漿紗回潮率。
4 結論
(1)提高漿紗回潮率,降低烘筒溫度,可節約蒸汽用量,在烘筒溫度不變情況下,漿紗車速可提高11%~17%,提高漿紗產能。
(2)漿紗回潮率應根據纖維種類、漿料類別及紗線的紡紗方式及織造車間環境溫濕度綜合確定。
(3)環保上漿的形勢下采用純淀粉漿料,純棉漿紗回潮率可較傳統工藝提高1個百分點~2個百分點,織造車間環境濕度可適當降低,織機效率也可提高。
(4)聚丙烯酸酯漿料QL-89的大量使用,使滌棉品種無PVA上漿得以實現,提高漿紗回潮率的同時,提高了織機效率。
(5)新型紡紗方式的應用使得經紗有害毛羽的問題得以解決,采用新型紡紗方式的紗線可較傳統環錠紡紗線回潮率提高0.5個百分點~1個百分點。
(6)漿紗回潮率的檢測應結合在線檢測和手感目測法,控制好烘筒溫度和車速才能保證理想的回潮率。