基于工藝因素統(tǒng)計(jì)量化的多工序制造質(zhì)量建模
2020-08-14 01:48:40李伊張發(fā)平閻艷張?zhí)飼?huì)周建華郭飛燕
兵工學(xué)報(bào) 2020年7期
李伊, 張發(fā)平, 閻艷, 張?zhí)飼?huì), 周建華, 郭飛燕
(1.北京理工大學(xué) 機(jī)械與車(chē)輛學(xué)院, 北京 100081; 2.北京機(jī)電工程研究所, 北京 100074; 3.北京動(dòng)力機(jī)械研究所 總裝中心, 北京 100074; 4.中國(guó)航空制造技術(shù)研究院, 北京 100024)
0 引言
近些年來(lái),隨著武器裝備研發(fā)的不斷深入,軍工產(chǎn)品的功能性需求大都已得到滿(mǎn)足,產(chǎn)品的質(zhì)量及可靠性問(wèn)題逐漸成為限制國(guó)防工業(yè)發(fā)展的瓶頸問(wèn)題[1-2]。復(fù)雜武器裝備的制造過(guò)程往往包含多道工序,不同于其他多階段系統(tǒng),多工序制造質(zhì)量的形成過(guò)程具有一些獨(dú)到的特點(diǎn)[3]:1)產(chǎn)品的最終質(zhì)量是前序多道工序質(zhì)量累積疊加的結(jié)果,而由于多工序之間復(fù)雜的影響關(guān)系,質(zhì)量的累積過(guò)程并不是線(xiàn)性的;2)由于測(cè)量及認(rèn)知的局限,工序質(zhì)量及最終的產(chǎn)品質(zhì)量并不是確定性的,其值往往圍繞設(shè)計(jì)或工藝給定的公稱(chēng)值波動(dòng)。相應(yīng)的,這些特點(diǎn)給多工序制造質(zhì)量分析帶來(lái)兩個(gè)主要的挑戰(zhàn):1)如何理解多工序制造的質(zhì)量累積過(guò)程,從而對(duì)其進(jìn)行合理地建模表達(dá);2)如何進(jìn)一步利用構(gòu)建的模型對(duì)質(zhì)量的波動(dòng)進(jìn)行有效地控制。
許多科研人員對(duì)產(chǎn)品的多工序制造質(zhì)量分析進(jìn)行了研究[4-6],但綜合現(xiàn)有文獻(xiàn),許多問(wèn)題依然沒(méi)有解決:1)現(xiàn)有分析方法(如馬爾可夫、貝葉斯網(wǎng)絡(luò)等)中,產(chǎn)品質(zhì)量的表達(dá)往往是屬性值(如產(chǎn)品合格率),而不是計(jì)量值(如質(zhì)量特性的準(zhǔn)確分布);2)質(zhì)量的分析過(guò)程往往只考慮某一個(gè)或某一類(lèi)因素的影響,影響因素分析不全;3)現(xiàn)有方法大都是模型驅(qū)動(dòng),即質(zhì)量影響因素(KCC)與質(zhì)量輸出(KPC)之間具有明確的解析關(guān)系,而隨著產(chǎn)品復(fù)雜度的不斷提升,KCC與KPC之間的關(guān)系往往沒(méi)有解析表達(dá),甚至連經(jīng)驗(yàn)公式也沒(méi)有。
針對(duì)上述挑戰(zhàn)和問(wèn)題,本文提出了質(zhì)量傳遞綜合模型(QTCM). 對(duì)影響產(chǎn)品質(zhì)量的因素進(jìn)行了全面地分析,并給出了以往研究較少涉及的操作者和設(shè)備因素的量化方法。采用數(shù)據(jù)驅(qū)動(dòng)的方式構(gòu)建了KCC與KPC之間的映射關(guān)系,實(shí)現(xiàn)了質(zhì)量特性分布的準(zhǔn)確評(píng)估與預(yù)測(cè)。在此基礎(chǔ)之上,給出了確定產(chǎn)品質(zhì)量波動(dòng)主要KCC的解析算法,從而為產(chǎn)品質(zhì)量的提升提供幫助。對(duì)某型號(hào)導(dǎo)彈發(fā)動(dòng)機(jī)轉(zhuǎn)子系統(tǒng)多工序裝配過(guò)程的分析,驗(yàn)證了QTCM的有效性。
1 QTCM框架
QTCM的構(gòu)建基于兩個(gè)前提:首先,每一制造工序的輸入和輸出變量均為正態(tài)隨機(jī)變量,且已知輸入變量的概率密度函數(shù);其次,各變量彼此獨(dú)立。
典型的單工序制造過(guò)程如圖1所示,過(guò)程分為3個(gè)階段:制造準(zhǔn)備階段、制造過(guò)程階段以及KPC輸出階段。圖1中:F為KCC與KPC之間的映射關(guān)系;KCC來(lái)自于兩個(gè)階段,q1為一組來(lái)自于制造準(zhǔn)備階段的KCC,包括原材料質(zhì)量或前序工序的KPC等,s為一組來(lái)自于制造過(guò)程階段的KCC,包括機(jī)器設(shè)置(如機(jī)床主軸轉(zhuǎn)速、刀具進(jìn)給速度、動(dòng)平衡機(jī)轉(zhuǎn)速等設(shè)備預(yù)設(shè)參數(shù))、制造過(guò)程工況參數(shù)(如環(huán)境溫度、濕度、設(shè)備狀態(tài)等)以及其他工藝因素(如螺紋擰緊力矩、操作者經(jīng)驗(yàn)等);q2為一組KPC指標(biāo),可以包括尺寸、材料等屬性,它也是后序工序的質(zhì)量輸入。
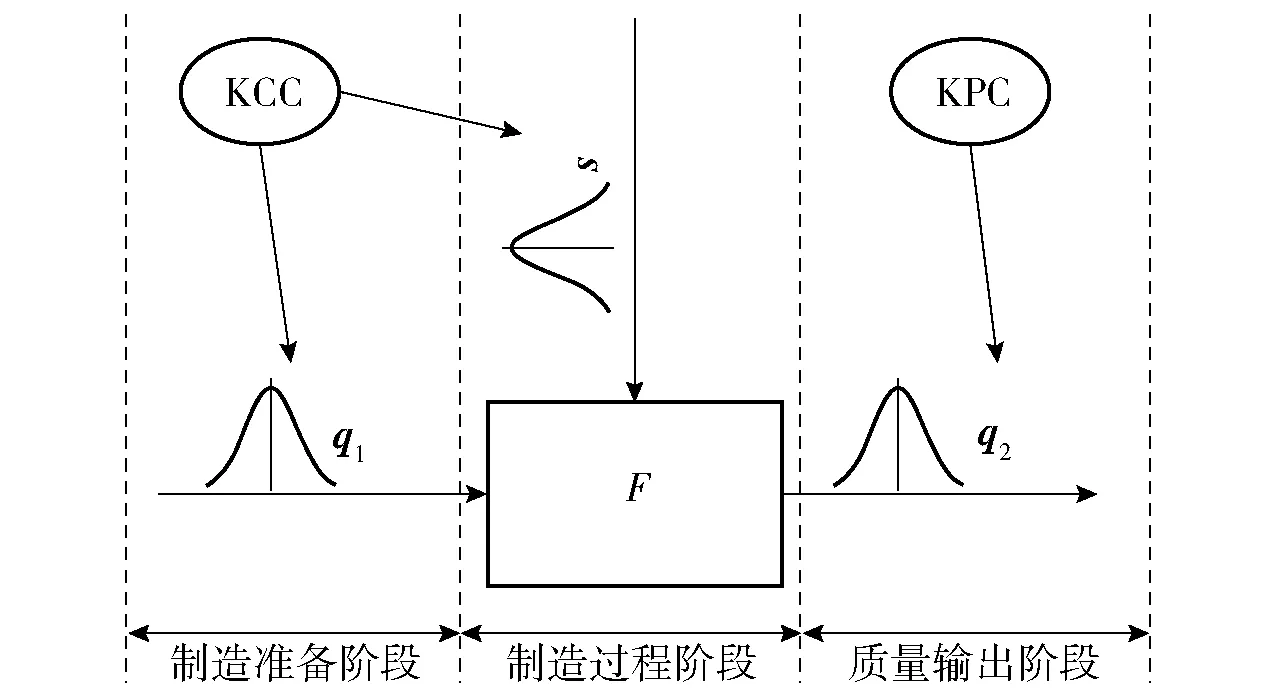
圖1 單工序制造過(guò)程Fig.1 Single stage manufacturing model
圖1所描述的過(guò)程可以用(1)式加以概括:
q2=F(s,q1).
(1)
(1)式描述了KCC測(cè)量值與產(chǎn)品KPC值之間的關(guān)系。由于KCC均為隨機(jī)變量且已知其分布,因此可以借助其概率密度函數(shù)得到KPC的期望值,其表達(dá)式為
E(q2)=?F(s,q1)f(s)f(q1)dsdq1,
(2)
式中:f(s)和f(q1)分別為s和q1的概率密度函數(shù)。
通過(guò)(2)式,可以進(jìn)一步得到KPC方差的表達(dá)式:
(3)

(1)式~(3)式為單工序質(zhì)量模型的解析表達(dá),在實(shí)際應(yīng)用中,這3式很難直接計(jì)算,因此嘗試使用泰勒展開(kāi)找到(2)式和(3)式的求解方法。制造參數(shù)往往圍繞其公稱(chēng)值小范圍波動(dòng),因此可以認(rèn)為制造過(guò)程在公稱(chēng)點(diǎn)附近是線(xiàn)性的。利用泰勒展開(kāi)式,將(1)式在公稱(chēng)點(diǎn)處做線(xiàn)性化處理:
(4)

由(4)式可得
(5)

由(5)式,借助均方根(RSS)方法[7],可以得到KPC方差為
(6)

在單工序質(zhì)量模型的基礎(chǔ)上,可以擴(kuò)展得到多工序的質(zhì)量模型,具有兩道工序的連續(xù)多工序制造系統(tǒng)如圖2所示。圖2中:F1和F2分別為兩工序中KCC與KPC之間的映射關(guān)系;s1和s2分別為兩工序中來(lái)自于制造過(guò)程階段的KCC;q0為工序1中來(lái)自于制造準(zhǔn)備階段的KCC.

圖2 連續(xù)多工序制造過(guò)程Fig.2 Serial multi-stage manufacturing model
根據(jù)(6)式,多工序制造系統(tǒng)中任意工序的KPC方差可表示為
(7)
至此,便通過(guò)嚴(yán)格的數(shù)學(xué)推導(dǎo),得到了制造質(zhì)量模型的解析表達(dá),(4)式和(6)式可以借助KCC的分布情況計(jì)算KPC的輸出值及方差。但是,通過(guò)觀察不難發(fā)現(xiàn),KCC和KPC之間的映射關(guān)系F是必不可少的。在實(shí)際的工程問(wèn)題中,具有解析表達(dá)的F是最方便的。但是,大部分的制造過(guò)程不能用解析的方式加以映射。
同時(shí)值得一提的是,本節(jié)討論的質(zhì)量模型構(gòu)建前提是假設(shè)各輸入變量獨(dú)立,但實(shí)際生產(chǎn)工藝過(guò)程中,KCC之間可能存在相關(guān)性。這一問(wèn)題的解決方案是在模型構(gòu)建之前,可以采用正交變換[8]、Rosenblatt變換[9]、Nataf變換[10]、流形學(xué)習(xí)降維[11]等方式,將相關(guān)變量變換為互不相關(guān)的變量,或去除掉KCC數(shù)據(jù)之間的相關(guān)性,然后再運(yùn)用上述方法進(jìn)行產(chǎn)品制造質(zhì)量的建模。
2 KCC的量化方法
影響產(chǎn)品制造質(zhì)量的因素可以用6個(gè)方面加以概括,即:操作者、設(shè)備、原材料、工藝方法、測(cè)量和環(huán)境,這6個(gè)方面可以簡(jiǎn)寫(xiě)為5M1E[12]。在以往的研究中,由于具有明確的量化指標(biāo)和方法,原材料、工藝方法、測(cè)量和環(huán)境4個(gè)因素被考慮的較多。相比之下,操作者和制造設(shè)備對(duì)KPC的影響很難量化,現(xiàn)有的質(zhì)量分析模型大都沒(méi)有囊括這兩方面的因素。
2.1 操作者因素
操作者的復(fù)雜性和多樣性使得對(duì)其影響程度的量化面臨巨大的挑戰(zhàn)。心理學(xué)文獻(xiàn)[13]的研究成果表明,人的行為表現(xiàn)與其所受到的物理刺激之間具有如(8)式所示的指數(shù)關(guān)系:
O(ρ)=OM(1-e-ρ),
(8)
式中:OM是人在未受到任何外界刺激時(shí)的原始表現(xiàn);ρ為對(duì)行為產(chǎn)生影響的外界刺激;O(ρ)為人在受到外界刺激后的行為表現(xiàn)。將這一研究發(fā)現(xiàn)應(yīng)用到制造系統(tǒng)中,可以認(rèn)為OM為操作者在未受到任何訓(xùn)練或干擾的情況下,完成制造任務(wù)的原始表現(xiàn),ρ為對(duì)操作者的表現(xiàn)產(chǎn)生影響的因素,O(ρ)為操作者完成某一制造任務(wù)的能力。
結(jié)合(8)式,假設(shè)所有操作者的原始表現(xiàn)都相同,令原始表現(xiàn)OM=1,可以定義操作者在面對(duì)某一制造任務(wù)時(shí)的能力指數(shù)為
O(ρ)=1-e-ρ.
(9)
從定義中可以看出,0≤O(ρ)≤1,且(8)式中的ρ用向量ρ進(jìn)行了替換,這是因?yàn)橛绊懖僮髡弑憩F(xiàn)的因素不止一個(gè)。結(jié)合多工序制造系統(tǒng)的特點(diǎn),本文選擇操作者在完成某一工序任務(wù)時(shí)所允許的思考時(shí)間、操作者的經(jīng)驗(yàn)和任務(wù)的復(fù)雜度作為多工序制造系統(tǒng)中影響操作者表現(xiàn)的主要因素。下面分別對(duì)這3個(gè)KCC的量化方法及操作者能力指數(shù)的計(jì)算方法進(jìn)行介紹。
2.1.1 思考時(shí)間
操作者在完成某一工序任務(wù)的總時(shí)長(zhǎng)包括兩個(gè)部分,即手動(dòng)操作的時(shí)間和思考時(shí)間。思考時(shí)間是操作者在完成某一工序任務(wù)時(shí),花費(fèi)在比較、判斷、回憶等必要認(rèn)知活動(dòng)上的時(shí)間。在多工序制造系統(tǒng)中,留給操作者的思考時(shí)間越多,往往意味著更高的制造質(zhì)量。如果令T表示完成某一工序任務(wù)的總時(shí)長(zhǎng),T0表示完成該工序任務(wù)所必須的手動(dòng)操作時(shí)間,那么思考時(shí)間Tt可以表達(dá)為
Tt=T-T0.
(10)
思考時(shí)間因素可以用(11)式加以量化:
(11)
式中:TM為完成工序任務(wù)所用時(shí)間的最大值,即使任務(wù)時(shí)間超過(guò)這個(gè)時(shí)長(zhǎng),也不會(huì)給工序質(zhì)量的提升帶來(lái)有效的幫助。由(11)式可以看出,0≤ρt≤1.
2.1.2 操作經(jīng)驗(yàn)
經(jīng)驗(yàn)是一個(gè)廣泛且難以量化的指標(biāo),它取決于人的閱歷、自主學(xué)習(xí)時(shí)間、重復(fù)完成任務(wù)的次數(shù)甚至生活方式。這里縮小“經(jīng)驗(yàn)”這一概念的范圍,認(rèn)為多工序制造系統(tǒng)中的操作者經(jīng)驗(yàn)為其完成某一制造任務(wù)時(shí)所達(dá)到的熟練程度。基于這一定義,本文采用完成某一工序任務(wù)的次數(shù)H來(lái)衡量操作者的經(jīng)驗(yàn)。類(lèi)似地,經(jīng)驗(yàn)因素的量化方法為
(12)
式中:HM為完成產(chǎn)品制造任務(wù)的最大次數(shù),即使操作者生產(chǎn)更多同類(lèi)型產(chǎn)品,也不會(huì)對(duì)其經(jīng)驗(yàn)的提升帶來(lái)有效的幫助。同樣,0≤ρe≤1.
2.1.3 任務(wù)復(fù)雜度
任務(wù)的復(fù)雜度是影響操作者表現(xiàn)的重要外部因素。在多工序制造系統(tǒng)中,每一階段的操作者都需要做出多種選擇行為,包括工具的選擇、制造產(chǎn)品類(lèi)型的選擇、操作方法的選擇等。因此,本文將從選擇多樣性的角度對(duì)任務(wù)的復(fù)雜度進(jìn)行評(píng)價(jià)。
假設(shè)操作者在某一工序的制造任務(wù)中會(huì)發(fā)生k種選擇行為,而每種選擇行為都具有若干個(gè)可選項(xiàng)。可以獲得以下概率矩陣:
(13)
式中:pij為第i個(gè)選擇行為中第j個(gè)選項(xiàng)發(fā)生的概率;mk為可選項(xiàng)的個(gè)數(shù)。
某一選擇行為的任務(wù)復(fù)雜度可以用信息熵Ec加以度量。信息熵是信息論中用于度量信息量的指標(biāo),一個(gè)系統(tǒng)越是簡(jiǎn)單有序,信息熵就越低;反之,一個(gè)系統(tǒng)越是復(fù)雜混亂,信息熵就越高。其表達(dá)式為
(14)
當(dāng)任務(wù)中發(fā)生多個(gè)選擇行為時(shí),其任務(wù)復(fù)雜度是多個(gè)信息熵之和,如(15)式所示:
(15)
類(lèi)似地,可以獲得任務(wù)復(fù)雜度的量化公式為
(16)
式中:CM為任務(wù)復(fù)雜度熵的最大值,這一值對(duì)應(yīng)著一種情況,即操作者需要做出所有潛在的選擇行為,且每一個(gè)選項(xiàng)被選取的概率都相同。同樣,0≤ρc≤1.
上述3個(gè)KCC的量化指標(biāo)代入(9)式,可以獲得操作者能力指數(shù)為
O(ρ)=1-e-ρt-ρe-ρc,
(17)
這一指數(shù)將作為重要的KCC,用于質(zhì)量模型的構(gòu)建。
2.2 制造設(shè)備因素
多工序制造系統(tǒng)中可能用到的設(shè)備多種多樣。現(xiàn)有針對(duì)制造設(shè)備的研究大都針對(duì)某一類(lèi)設(shè)備,其方法不具備通用性,如數(shù)控機(jī)床可靠性的研究。在多工序制造系統(tǒng)中,操作者會(huì)針對(duì)當(dāng)前工序產(chǎn)品的制造合格與否對(duì)設(shè)備進(jìn)行調(diào)整,因此同一臺(tái)設(shè)備在t時(shí)刻的狀態(tài)與其在t-1時(shí)刻的狀態(tài)具有一定的相關(guān)性。同時(shí),在一段時(shí)間內(nèi),同一臺(tái)設(shè)備制造產(chǎn)品的合格率是一個(gè)穩(wěn)定的數(shù)值[14]。這些統(tǒng)計(jì)學(xué)特點(diǎn)使得可以借助馬爾可夫模型對(duì)設(shè)備的狀態(tài)進(jìn)行刻畫(huà)。一個(gè)典型的馬爾可夫轉(zhuǎn)移模型如圖3所示,假設(shè)完成某一工序任務(wù)所用到的制造設(shè)備處于合格狀態(tài)g,在下一時(shí)刻它的狀態(tài)變?yōu)椴缓细駹顟B(tài)d的轉(zhuǎn)移概率為λ,因此它在下一時(shí)刻保持狀態(tài)g的概率為1-λ. 同樣,如果某一制造設(shè)備處于不合格狀態(tài)d,在下一時(shí)刻它的狀態(tài)變?yōu)楹细駹顟B(tài)g的轉(zhuǎn)移概率為μ,在下一時(shí)刻保持狀態(tài)d的概率為1-μ.

圖3 馬爾可夫轉(zhuǎn)移模型Fig.3 Transition probability based on Markov chain
令P(g,t)和P(d,t)分別表示設(shè)備在t時(shí)刻處于狀態(tài)g和狀態(tài)d的概率。由貝葉斯公式,t+1時(shí)刻的設(shè)備合格概率為
P(g,t+1)=P(g,t+1|g,t)P(g,t)+
P(g,t+1|d,t)P(d,t)=
(1-λ)P(g,t)+μP(d,t).
(18)
一段時(shí)間內(nèi)設(shè)備的合格或不合格概率是一個(gè)穩(wěn)定的數(shù)值,分別用P(g)和P(d)表示,有(19)式和(20)式成立:

(19)

(20)
將(19)式和(20)式代入(18)式,可得
(21)
由于P(g)+P(d)=1,因此可得制造設(shè)備的合格率為
(22)
EQ可以作為制造設(shè)備狀態(tài)指數(shù),用于KCC與KPC之間映射關(guān)系的構(gòu)建。
3 映射關(guān)系的求解
如引言所述,隨著制造過(guò)程復(fù)雜度的不斷提高,映射關(guān)系F的解析表達(dá)很難求得。根據(jù)多工序制造系統(tǒng)的特點(diǎn),本文應(yīng)用近些年被證實(shí)更適用于小樣本訓(xùn)練數(shù)據(jù)的支持向量機(jī)(SVM)構(gòu)建代理模型。在映射關(guān)系F(s,q)中,s和q在SVM算法中并無(wú)區(qū)別,因此將其簡(jiǎn)化表示為F(x),其中x為由多個(gè)KCC組成的集合,x=(x1,x2,…,xn)。由于任意曲線(xiàn)在局部均可以表達(dá)為線(xiàn)性函數(shù),因此F(x)可以用一般線(xiàn)性函數(shù)表示:
F(x)=ω·φ(x)+b,
(23)
式中:φ(x)為將x映射到高維空間的映射函數(shù);ω和b為模型系數(shù),SVM模型的構(gòu)建過(guò)程就是通過(guò)數(shù)據(jù)對(duì)ω和b進(jìn)行優(yōu)化求解的過(guò)程。
為更加直觀,在二維空間中闡釋SVM的訓(xùn)練過(guò)程。根據(jù)結(jié)構(gòu)風(fēng)險(xiǎn)最優(yōu)化準(zhǔn)則[15],F(xiàn)(x)應(yīng)使ω最小。同時(shí),誤差小于不敏感系數(shù)ε是SVM模型構(gòu)建的邊界條件,這就得到以下非線(xiàn)性?xún)?yōu)化問(wèn)題:
(24)

(25)
式中:m為支持向量點(diǎn)的數(shù)量。
(26)
這樣便通過(guò)求解優(yōu)化問(wèn)題,獲得了ω和b,則完整的SVM模型為

(27)
4 質(zhì)量波動(dòng)的主要影響源

(28)

(29)
借助(29)式,可找到KPC波動(dòng)的主要影響源,從而為制造質(zhì)量的控制提供指導(dǎo)。
5 實(shí)例驗(yàn)證
裝配往往是產(chǎn)品制造過(guò)程的最后一環(huán),裝配過(guò)程的穩(wěn)定性對(duì)最終的產(chǎn)品制造質(zhì)量具有決定性的作用。本節(jié)將以某型號(hào)導(dǎo)彈渦輪發(fā)動(dòng)機(jī)轉(zhuǎn)子系統(tǒng)的裝配過(guò)程為例,對(duì)本文所提出的方法進(jìn)行驗(yàn)證。
5.1 轉(zhuǎn)子裝配過(guò)程描述
某型號(hào)導(dǎo)彈渦輪發(fā)動(dòng)機(jī)轉(zhuǎn)子系統(tǒng)如圖4所示,其主要的組成部分包括軸流輪、斜流輪、渦輪盤(pán)、渦輪軸和軸端壓緊螺母共5個(gè)部分。

圖4 某渦輪發(fā)動(dòng)機(jī)轉(zhuǎn)子系統(tǒng)結(jié)構(gòu)Fig.4 Structure of a turbine engine rotor system
轉(zhuǎn)子系統(tǒng)的關(guān)鍵質(zhì)量特性包括兩個(gè),即轉(zhuǎn)子系統(tǒng)的不平衡量和轉(zhuǎn)子軸端螺紋的預(yù)緊力。較大的不平衡量會(huì)導(dǎo)致發(fā)動(dòng)機(jī)的振動(dòng)加大,從而降低發(fā)動(dòng)機(jī)的推力和零部件壽命。過(guò)大的預(yù)緊力使得螺母材料的蠕變過(guò)程加快,從而導(dǎo)致螺紋的斷裂。過(guò)小的預(yù)緊力會(huì)在發(fā)動(dòng)機(jī)振動(dòng)的情況下直接導(dǎo)致螺母的松脫,進(jìn)而造成發(fā)動(dòng)機(jī)爆炸。
在工廠中,轉(zhuǎn)子的裝配是在3個(gè)車(chē)間中完成的,分別是零件動(dòng)平衡車(chē)間、組件動(dòng)平衡車(chē)間和發(fā)動(dòng)機(jī)總裝車(chē)間。在零件動(dòng)平衡車(chē)間,操作者借助動(dòng)平衡機(jī),對(duì)4個(gè)回轉(zhuǎn)零件逐一進(jìn)行不平衡量的測(cè)量及修正,盡量降低零件的不平衡量,保證零件質(zhì)量。在組件動(dòng)平衡車(chē)間,操作者同樣借助動(dòng)平衡機(jī)對(duì)整個(gè)轉(zhuǎn)子系統(tǒng)進(jìn)行不平衡量修正。同時(shí),由于轉(zhuǎn)子系統(tǒng)需要配合靜子系統(tǒng)完成發(fā)動(dòng)機(jī)的總裝,因此在修正結(jié)束后,需要將修正的組件進(jìn)行拆卸并作安裝標(biāo)記,以便靜子系統(tǒng)的加入。在發(fā)動(dòng)機(jī)總裝車(chē)間,操作者依據(jù)標(biāo)記好的安裝角度,最終完成轉(zhuǎn)子系統(tǒng)的總裝。
轉(zhuǎn)子系統(tǒng)的裝配過(guò)程及每一工序的KCC輸入和KPC輸出如圖5所示。圖5中:O1、O2、O3分別為3個(gè)車(chē)間中的操作者因素;EQ1、EQ2分別為車(chē)間1和車(chē)間2中動(dòng)平衡機(jī)狀態(tài)因素;BS1、BS2分別為車(chē)間1和車(chē)間2的動(dòng)平衡機(jī)轉(zhuǎn)速;PT為車(chē)間3中軸端螺母擰緊力矩;U1、U2、U3分別為零件初始不平衡量、車(chē)間2的輸入不平衡量、車(chē)間3的輸入不平衡量;PF和Us分別為轉(zhuǎn)子裝配完成后的軸端螺紋預(yù)緊力和系統(tǒng)不平衡量。

圖5 轉(zhuǎn)子系統(tǒng)裝配過(guò)程Fig.5 Assembling process of rotor system
5.2 KCC與KPC的統(tǒng)計(jì)與量化
在某發(fā)動(dòng)機(jī)制造公司中對(duì)某一型號(hào)發(fā)動(dòng)機(jī)轉(zhuǎn)子系統(tǒng)的裝配過(guò)程進(jìn)行了跟蹤,結(jié)合歷史裝配數(shù)據(jù)和第2節(jié)中介紹的方法,對(duì)圖5中的每一個(gè)變量進(jìn)行了統(tǒng)計(jì)和量化:
1)操作者。在5.1節(jié)所述的3個(gè)車(chē)間中,每個(gè)車(chē)間擁有10名裝配工人。借助最近的歷史數(shù)據(jù)及(11)式和(12)式,獲得了思考時(shí)間和經(jīng)驗(yàn)因素的量化值。對(duì)于任務(wù)復(fù)雜度,3個(gè)車(chē)間中的工人在完成任務(wù)時(shí)需要作出的選擇只有一項(xiàng),即所裝配產(chǎn)品的類(lèi)型。在翻閱歷史數(shù)據(jù)后,獲得了每一車(chē)間裝配產(chǎn)品的類(lèi)型及其概率,依據(jù)(16)式,獲得了任務(wù)復(fù)雜度的量化值。最后借助(17)式,得到了3個(gè)車(chē)間中每一名工人的操作者能力指數(shù)。
2)動(dòng)平衡機(jī)。車(chē)間1和車(chē)間2分別擁有5臺(tái)動(dòng)平衡機(jī),分別統(tǒng)計(jì)了每一臺(tái)動(dòng)平衡機(jī)連續(xù)修正的100個(gè)零件或組件中,合格品與不合格品的數(shù)量及順序,計(jì)算獲得了轉(zhuǎn)移概率μ和λ,依據(jù)(22)式,計(jì)算獲得了每一臺(tái)動(dòng)平衡機(jī)的狀態(tài)指數(shù)。
3)平衡轉(zhuǎn)速。發(fā)動(dòng)機(jī)在實(shí)際工作時(shí),轉(zhuǎn)子的轉(zhuǎn)速高達(dá)每分鐘5~10萬(wàn)轉(zhuǎn)。現(xiàn)有的動(dòng)平衡機(jī)無(wú)法模擬這么高的轉(zhuǎn)速,因此轉(zhuǎn)子的不平衡修正是在較低的轉(zhuǎn)速下完成的,這一轉(zhuǎn)速稱(chēng)作平衡轉(zhuǎn)速。平衡轉(zhuǎn)速可在動(dòng)平衡機(jī)的控制面板上實(shí)時(shí)讀取。雖然平衡轉(zhuǎn)速一般設(shè)置為整數(shù)(如本例的1 200 r/min),但由于平衡機(jī)的誤差,平衡轉(zhuǎn)速會(huì)有小幅波動(dòng)。
4) 擰緊力矩。軸端螺母是通過(guò)測(cè)力矩扳手?jǐn)Q緊的,每次擰緊的力矩值可直接讀取并記錄。
5) 不平衡量。不平衡量可在動(dòng)平衡機(jī)的控制面板上讀取。
6) 預(yù)緊力。預(yù)緊力并不能直接測(cè)量。車(chē)間3在完成發(fā)動(dòng)機(jī)的總裝后,操作者需要借助激光測(cè)距儀測(cè)量渦輪軸的伸長(zhǎng)量,間接計(jì)算得到預(yù)緊力。
通過(guò)查閱歷史數(shù)據(jù),獲得了該型號(hào)發(fā)動(dòng)機(jī)轉(zhuǎn)子系統(tǒng)最近1 000條裝配過(guò)程數(shù)據(jù),這1 000臺(tái)發(fā)動(dòng)機(jī)相當(dāng)于該制造公司在繁忙時(shí)期一周的產(chǎn)量。由于數(shù)據(jù)采集的時(shí)間間隔較短,因此認(rèn)為操作者的能力和設(shè)備的狀態(tài)沒(méi)有發(fā)生改變,操作者能力指數(shù)和設(shè)備狀態(tài)指數(shù)為常數(shù)。
5.3 映射關(guān)系的構(gòu)建
利用KPC的均值和方差,工藝人員可以依據(jù)裝配精度的要求計(jì)算產(chǎn)品制造質(zhì)量的合格率。因此,準(zhǔn)確預(yù)測(cè)KPC的分布參數(shù),對(duì)制造合格率的準(zhǔn)確計(jì)算具有重要的意義。
借助上述歷史數(shù)據(jù)在數(shù)值分析軟件MATLAB環(huán)境下對(duì)SVM進(jìn)行訓(xùn)練。使用50條全新的轉(zhuǎn)子裝配數(shù)據(jù)用于SVM的驗(yàn)證。轉(zhuǎn)子系統(tǒng)不平衡量的預(yù)測(cè)誤差圖如圖6(a)所示,軸端螺紋預(yù)緊力的預(yù)測(cè)誤差圖如圖6(b)所示。
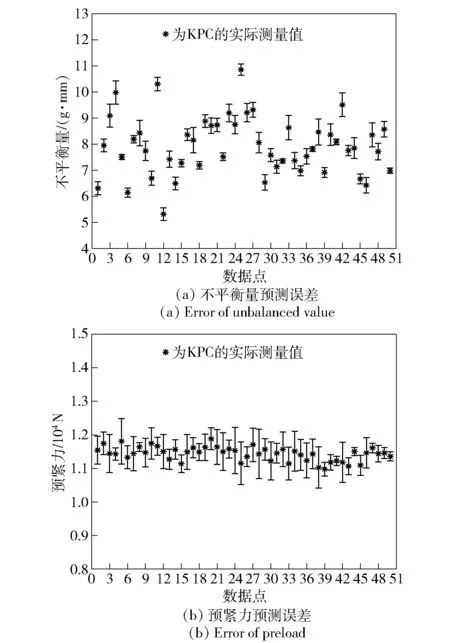
圖6 不平衡量及預(yù)緊力誤差Fig.6 Predicted errors of unbalanced value and preload
圖6清晰地顯示了上述模型的預(yù)測(cè)能力。50個(gè)數(shù)據(jù)點(diǎn)中,預(yù)緊力誤差最大的點(diǎn)為數(shù)據(jù)點(diǎn)28,預(yù)測(cè)值和測(cè)量值相差6.44%,預(yù)緊力誤差最小的點(diǎn)為點(diǎn)44,誤差僅為1.05%. 不平衡量誤差最大的點(diǎn)為點(diǎn)38,預(yù)測(cè)值和測(cè)量值相差5.98%,不平衡量誤差最小的點(diǎn)為數(shù)據(jù)點(diǎn)5,誤差僅為1.98%.
在工廠環(huán)境下,不平衡量的一般裝配精度要求為不超過(guò)10 g·mm,預(yù)緊力的一般精度要求為11 000~12 250 N. 依據(jù)這一精度要求統(tǒng)計(jì)誤判點(diǎn),即KPC的實(shí)測(cè)值達(dá)到了(或未達(dá)到)裝配精度的要求,而QTCM的預(yù)測(cè)值卻顯示未達(dá)到(或達(dá)到)的點(diǎn)。上述50個(gè)預(yù)測(cè)點(diǎn)中,不平衡量出現(xiàn)誤判的點(diǎn)只有1個(gè),誤判率僅為2%,預(yù)緊力出現(xiàn)誤判的點(diǎn)有2個(gè),誤判率僅為4%.
如果像大多數(shù)的質(zhì)量分析過(guò)程一樣,忽略掉操作者和制造設(shè)備的影響,只采用原始不平衡量、平衡轉(zhuǎn)速等因素作為模型的輸入,采用和圖6同樣的訓(xùn)練步驟,訓(xùn)練后的預(yù)測(cè)誤差如圖7(a)和圖7(b)所示。為了將誤差條顯示完整,縮小了縱軸的比例。顯然,相比圖6而言,圖7的誤差要大很多,最大的誤差甚至達(dá)到了50%. 這證明了考慮操作者能力和制造設(shè)備狀態(tài)的必要性。
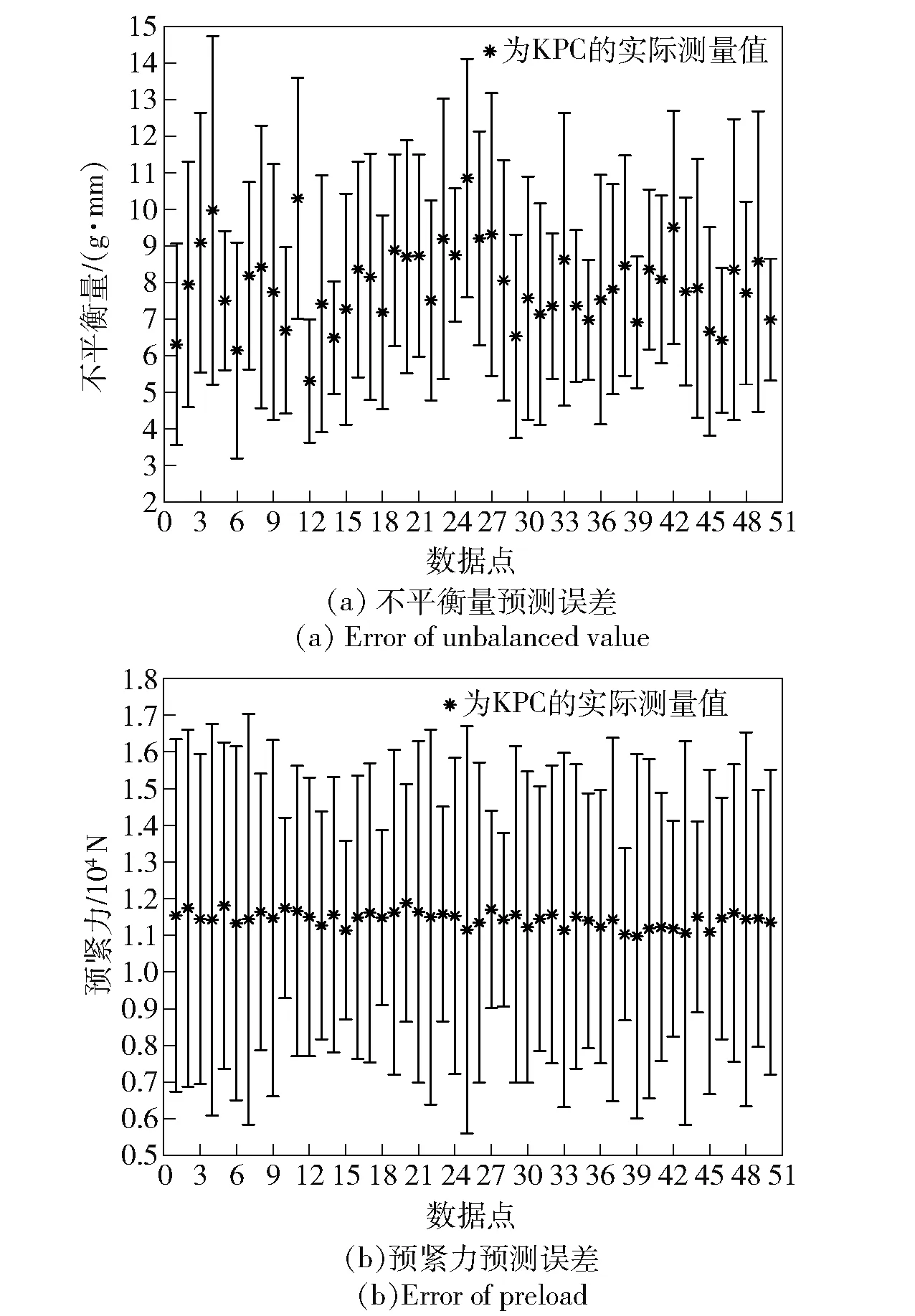
圖7 忽略操作者和設(shè)備影響后的預(yù)測(cè)誤差Fig.7 Predicted error after ignoring operator and equipment
5.4 質(zhì)量變化預(yù)測(cè)
KPC的波動(dòng)程度是衡量多工序制造系統(tǒng)的重要指標(biāo),因此只驗(yàn)證QTCM的均值預(yù)測(cè)能力是不夠的,還需要考察QTCM的KPC波動(dòng)預(yù)測(cè)精度。根據(jù)(7)式,同樣借助上述50組驗(yàn)證數(shù)據(jù),不平衡量和預(yù)緊力標(biāo)準(zhǔn)差的預(yù)測(cè)值與測(cè)量值如表1所示。預(yù)測(cè)值和測(cè)量值十分接近,這驗(yàn)證了QTCM的波動(dòng)預(yù)測(cè)能力。
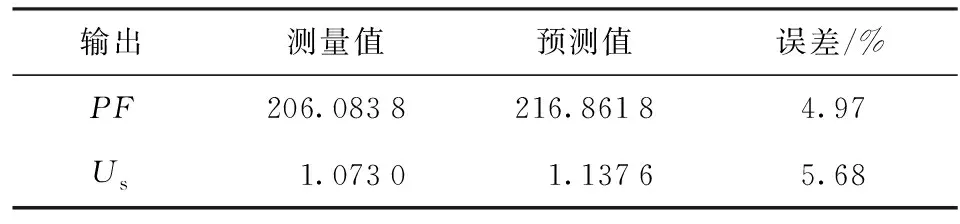
表1 輸出變量標(biāo)準(zhǔn)差的預(yù)測(cè)值與測(cè)量值
5.5 主要誤差源的求解
依據(jù)(28)式和(29)式,可得每一個(gè)KCC對(duì)每一個(gè)KPC波動(dòng)的貢獻(xiàn)量,如表2所示。
由表2可以發(fā)現(xiàn),車(chē)間3中操作者的能力是轉(zhuǎn)子系統(tǒng)不平衡量波動(dòng)的主要來(lái)源,因此如果想要降低轉(zhuǎn)子系統(tǒng)不平衡量的波動(dòng),就需要在車(chē)間3中安排經(jīng)驗(yàn)最豐富、能力最強(qiáng)的操作者。同時(shí),車(chē)間2中的操作者、擰緊力矩和零件原始不平衡量的波動(dòng)也是轉(zhuǎn)子系統(tǒng)不平衡量波動(dòng)的重要來(lái)源,它們的貢獻(xiàn)均超過(guò)了10%,因此這些因素的波動(dòng)也需嚴(yán)格控制。擰緊力矩波動(dòng)是螺紋預(yù)緊力波動(dòng)的主要來(lái)源,它的貢獻(xiàn)量幾乎達(dá)到了90%,因此嚴(yán)格控制擰緊力矩是降低螺紋預(yù)緊力波動(dòng)的最佳措施。

表2 KCC對(duì)KPC波動(dòng)的貢獻(xiàn)量
6 結(jié)論
為了對(duì)多工序制造系統(tǒng)中質(zhì)量的傳遞過(guò)程進(jìn)行客觀、全面地表達(dá)和分析,本文提出了質(zhì)量傳遞綜合模型,并對(duì)QTCM的建立過(guò)程進(jìn)行了詳細(xì)地描述。得出主要結(jié)論如下:
1) QTCM可以對(duì)多工序制造系統(tǒng)進(jìn)行合理地表達(dá),并借助輸入變量的分布情況對(duì)KPC的分布做出準(zhǔn)確的預(yù)測(cè)。QTCM框架是分析多工序制造系統(tǒng)的理論基礎(chǔ),多種研究工作(不限于本文,包括工藝設(shè)計(jì)、故障診斷、過(guò)程控制等)均可以基于這一框架展開(kāi)。
2) 操作者能力和設(shè)備狀態(tài)的考慮使得QTCM更加完整和準(zhǔn)確。
3) SVM用于多工序制造過(guò)程中KCC和KPC之間映射關(guān)系的構(gòu)建,具有良好的預(yù)測(cè)表現(xiàn)。
4) 提出的主要波動(dòng)源識(shí)別方法可以為制造質(zhì)量的提高提供幫助,計(jì)算獲得的質(zhì)量波動(dòng)主要影響源與工廠的經(jīng)驗(yàn)判斷一致。
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2021年12期)2021-12-31 03:23:08
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
中國(guó)生殖健康(2019年2期)2019-08-23 08:12:08
中國(guó)洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
產(chǎn)品可靠性報(bào)告(2017年7期)2017-09-05 09:49:12