關于一種涂裝電泳車門備件生產器具設計及使用
2020-08-13 06:56:44賈帥鋒
汽車實用技術 2020年14期
賈帥鋒

摘 要:針對汽車涂裝車間過程各種備件生產過程中的生產方式、質量標準達成、快速交付、低成本等問題進行分析解決,文章主要從備件器具設計要求與理念、過程捆綁規范、PVC打膠快速轉接、質量問題解決來解決備件生產過程的各種難題,確保備件快速生產和交付。為后續各種備件生產及器具設計、質量標準達成、快速交付奠定基礎。
關鍵詞:涂裝;備件;器具
中圖分類號:U463 ?獻標識碼:A ?文章編號:1671-7988(2020)14-156-03
Abstract: To analyze and solve the production, quality, delivery, cost and other problems in the production of various spare parts in the automobile painting workshop, this article mainly from the spare parts and appliances design requirements, process binding specifications, quality problems to solve the spare parts production process to ensure rapid production and delivery of spare parts. For the follow-up of various spare parts production and equipment design, quality standards, rapid delivery to lay the foundation.
Keywords: Painting; Spare parts; Appliance
CLC NO.: U463 ?Document Code: A ?Article ID: 1671-7988(2020)14-156-03
引言
現階段國內小型汽車產銷量持續不斷增長,汽車擁有量也在逐年增加,而且我國汽車保有量占全球比重呈上升趨勢。我國從汽車小國逐步成為全球汽車最大的銷售市場,保有量正在快速追趕發達國家。正由于這樣,日常行駛過程中,避免不了各種事故的發生,客戶就需要對汽車備件進行修復或更換,車型備件需求量較大。為滿足市場及客戶需求,今天我們重點說的是涂裝備件生產及器具設計,本實用新型涉及汽車涂裝技術領域,尤其是涉及一種涂裝電泳車門備件生產器具。
1 問題背景
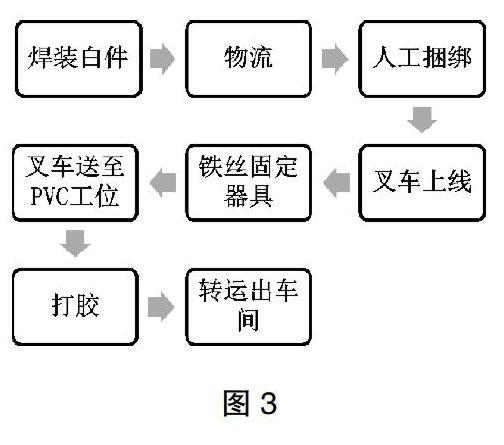
目前汽車涂裝車間在現有生產電泳備件過程中,投入大量人時操作和物力資源,生產效率低下,主要體現在門備件生產中,首先捆綁固定繁瑣,為避免備件捆綁不牢電泳過程掉落,需要浪費大量人員、時間對門備件上下左右固定牢固在備件框;電泳完后,門備件四周折邊需要PVC膠條密封,現有器具無法實現直接過線操作(如圖1),需要將電泳完成的備件逐個拆卸放入專用器具,然后在推入焊縫密封工位,逐個拿出完成PVC膠條操作后放入器具再推出車間,整個備件生產過程繁瑣且效率低下,過多重復拆卸上下生產線的過程,電泳備件漆膜產生大量磕碰、劃傷等質量問題(如圖2),需要再投入大量人時打磨,噴涂防銹漆修補。
2 原因分析過程
從調查過程中發現,原使用器具過程造成備件與器具接觸,捆綁方式復雜、過程涂膠困難,器具無法正常轉接進入下個工位,導致生產備件過程生產人員、動能、返修能造成浪費,如果需徹底解決,各種備件需專門設計專用器具、固定裝入數量、方便過程操作,才能將問題徹底解決。
3 對策實施
針對現有技術不足和不滿足質量要求,組織科室成員進行頭腦風暴策劃,確定最終生產方案,為解決本次難點,設計了本次實用新型所要解決的技術問題是提供一種涂裝電泳車門備件生產器具,其減少捆綁點,解決備件之間的接觸、提高生產效率、降低過程返修,并且備件可直接通過自動轉接進入PVC線操作。
為了解決上述技術問題,本次團隊成員設計的實用新型器具所采用的技術方案為:該涂裝電泳車門備件生產器具,包括主體框架,所述主體框架包括底架和支撐架以及頂架,所述頂架通過支撐架設在底架上,所述頂架的側面設有用于懸掛車門的定位桿,所述定位桿上設有用于與車門門框內側邊緣配合的卡槽。進一步的所述定位桿上的卡槽為沿定位桿軸向設置的一組卡槽。所述底架上設有吊具支點支架。所述支撐架上設有用于捆綁車門定位的定位孔。所述頂架為方形框架結構,對應頂架每個側面均設有一組定位桿。所述定位桿為絲杠螺紋桿,絲杠螺紋桿上的螺紋間距形成一組卡槽。
本實用新型備件器具與現有生產方式相比,具有以下優點:
該涂裝電泳車門備件生產器具結構設計簡單、合理,門框上部牙邊卡在定位桿的卡槽上,固定備件且上部無需進行捆綁等操作,僅需將門框下部與綁在主體框架上,減少了捆綁點,解決PVC打膠過程中備件晃動的問題,大幅提高了生產效率;并且利用底部的吊具支點工藝支架滿足器具入電泳槽完成電泳并轉接滑橇直接進入PVC工位操作,完成膠條密封操作,有效提高備件生產效率與質量。
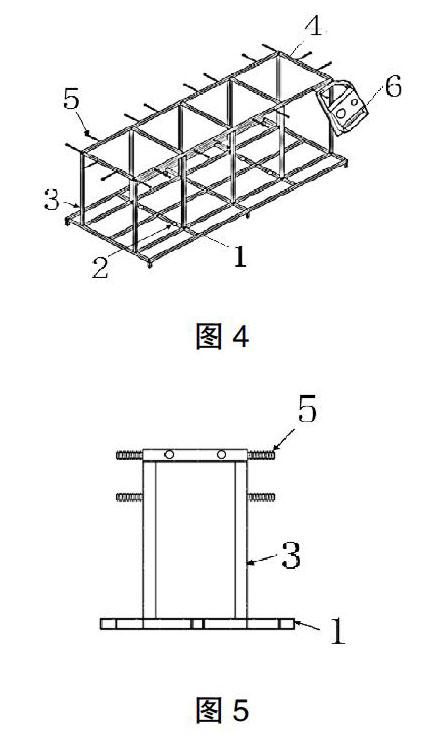
附圖說明:下面對本次自主創新設計各幅附圖所表達的內容及圖中的標記作簡要說明:圖4為本實用新型器具立體結構示意圖以及備件的懸掛固定方式。
圖5為本實用新型器具端部側面示意圖。
具體設計和過程實施方式:下面對照附圖,通過對實施例的描述,對本實用新型的具體實施方式作進一步詳細的說明。
如圖1和圖2所示,該涂裝電泳車門備件生產器具,包括方形的主體框架,主體框架包括底架1和支撐架3以及頂架4,頂架4通過支撐架設在底架上,頂架的側面設有用于懸掛車門的定位桿5,定位桿上設有用于與車門門框6內側邊緣配合的卡槽。
底架1和頂架4均為方形框架,支撐架為一組豎桿,支撐架的下端與底架焊接相連,支撐架的上端與頂架焊接相連,形成整體的框架結構,結構強度可靠;并在底架的四角下部設有支腳。
定位桿5上的卡槽為沿定位桿軸向設置的一組卡槽,便于門框上部懸掛定位操作。支撐架上設有用于捆綁車門定位的定位孔,通過鋼絲綁定車門門框6,定位可靠不易脫落。
頂架為方形框架結構,對應頂架每個側面均設有一組定位桿5;定位桿5為絲杠螺紋桿,絲杠螺紋桿上的螺紋間距形成一組卡槽,結構簡單,成本低。
利用器具絲杠上的螺紋,形成密集的卡槽,將車門備件上部門框牙邊垂直懸掛在絲杠螺紋形成的卡槽,下部用鐵絲拉緊固定在器具上,操作過程僅需固定一端,可確保門備件在電泳過程吊具搖擺與水流沖洗不掉落,解決備件在電泳過程中接觸,造成電泳不良。
將器具框架預留車門厚度間距,備件在捆綁過程中將車門內側需操作密封膠條的部位朝向操作人員,方便后續工位人員操作,電泳完成后進入烘干爐進行烘干,利用滑翹直接通過焊縫密封工位,人員使用粗細密封膠槍,完成膠條密封操作。
底架上設有吊具支點支架2,利用門下部工藝孔穿插鐵絲固定在主體框架上,利用吊具支點支架滿足器具入電泳槽完成電泳并轉接滑橇完成PVC膠條密封操作。實現電泳與膠條密封一次性過線生產,提高備件生產效率的同時降低故障返修率。
5 實施結論
本實用新型中在實際的投入驗證和使用中縮短了門備件捆綁時間,原來捆綁單個門需要4分鐘,利用新設計器具僅需2分鐘;節省門備件二次拆卸上線時間30分鐘;提高備件質量:減少備件捆綁劃傷的部位,減少備件二次拆卸上線過程中漆膜磕碰、劃傷,降低備件返修率的同時提高備件電泳漆膜防腐外觀質量;減少人員勞動強度,節約人員成本,由于之前捆綁、拆卸繁瑣,生產備件原來需要人員5名,利用新設計器具僅需生產備件人員3名,減少人員勞動強度,并有利于其他工作合理分配(見表1)。
上述僅為對本設計較佳的實施例說明,上述技術特征可以任意組合形成多個本發明的實施例方案。上面結合附圖對本實用新型進行了示例性描述,顯然本實用新型具體實現并不受上述方式的限制,只要采用了本實用新型的構思和技術方案進行的各種非實質性的改進,或未經改進將本實用新型的構思和技術方案直接應用于其它場合的,均在本實用新型的保護范圍之內。
6 成果推廣
本次科室團隊成員經過反復的驗證和使用,將前期問題進行了徹底解決,汽車備件是各種各樣的,結合本次成功案例,大家也制定了后續的優化計劃和設計方案,確保所有備件都能快速交付,滿足質量需求,以下表2是我們制定的后續優化計劃:
7 結語
本實用新型公開了一種涂裝電泳車門備件生產器具,包括主體框架,所述主體框架包括底架和支撐架以及頂架,所述頂架通過支撐架設在底架上,所述頂架的側面設有用于懸掛車門的定位桿,所述定位桿上設有用于與車門門框內側邊緣配合的卡槽。門框上部牙邊卡在定位桿的卡槽上,僅需將門框下部與綁在主體框架上,減小了捆綁點,大幅提高了生產效率;并且利用底部的吊具支點工藝支架滿足器具入電泳槽完成電泳并轉接滑橇完成膠條密封操作,有效提高備件生產效率與質量。
參考文獻
[1] 王錫春.汽車涂裝工藝技術[M].北京:化學工業出版社,2005,29- 124.
